Worldwide IC Packaging Foundries WLCSP Market Technology ...
Worldwide IC Packaging Foundries WLCSP Market Technology ...
Worldwide IC Packaging Foundries WLCSP Market Technology ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
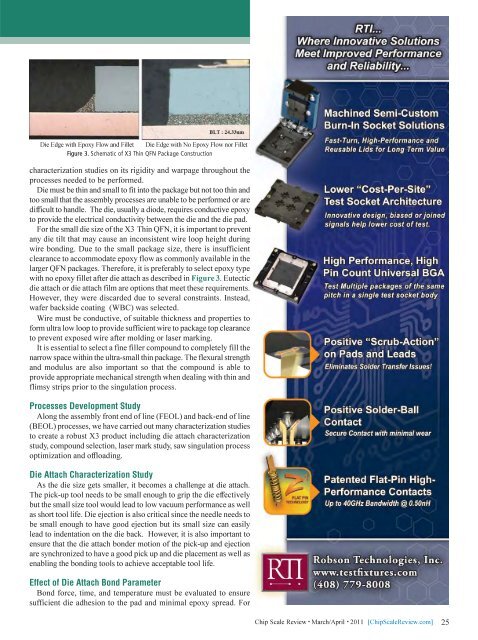
Die Edge with Epoxy Flow and Fillet Die Edge with No Epoxy Flow nor Fillet<br />
Figure 3. Schematic of X3 Thin QFN Package Construction<br />
characterization studies on its rigidity and warpage throughout the<br />
processes needed to be performed.<br />
Die must be thin and small to fit into the package but not too thin and<br />
too small that the assembly processes are unable to be performed or are<br />
difficult to handle. The die, usually a diode, requires conductive epoxy<br />
to provide the electrical conductivity between the die and the die pad.<br />
For the small die size of the X3 Thin QFN, it is important to prevent<br />
any die tilt that may cause an inconsistent wire loop height during<br />
wire bonding. Due to the small package size, there is insufficient<br />
clearance to accommodate epoxy flow as commonly available in the<br />
larger QFN packages. Therefore, it is preferably to select epoxy type<br />
with no epoxy fillet after die attach as described in Figure 3. Eutectic<br />
die attach or die attach film are options that meet these requirements.<br />
However, they were discarded due to several constraints. Instead,<br />
wafer backside coating (WBC) was selected.<br />
Wire must be conductive, of suitable thickness and properties to<br />
form ultra low loop to provide sufficient wire to package top clearance<br />
to prevent exposed wire after molding or laser marking.<br />
It is essential to select a fine filler compound to completely fill the<br />
narrow space within the ultra-small thin package. The flexural strength<br />
and modulus are also important so that the compound is able to<br />
provide appropriate mechanical strength when dealing with thin and<br />
flimsy strips prior to the singulation process.<br />
Processes Development Study<br />
Along the assembly front end of line (FEOL) and back-end of line<br />
(BEOL) processes, we have carried out many characterization studies<br />
to create a robust X3 product including die attach characterization<br />
study, compound selection, laser mark study, saw singulation process<br />
optimization and offloading.<br />
Die Attach Characterization Study<br />
As the die size gets smaller, it becomes a challenge at die attach.<br />
The pick-up tool needs to be small enough to grip the die effectively<br />
but the small size tool would lead to low vacuum performance as well<br />
as short tool life. Die ejection is also critical since the needle needs to<br />
be small enough to have good ejection but its small size can easily<br />
lead to indentation on the die back. However, it is also important to<br />
ensure that the die attach bonder motion of the pick-up and ejection<br />
are synchronized to have a good pick up and die placement as well as<br />
enabling the bonding tools to achieve acceptable tool life.<br />
Effect of Die Attach Bond Parameter<br />
Bond force, time, and temperature must be evaluated to ensure<br />
sufficient die adhesion to the pad and minimal epoxy spread. For<br />
Chip Scale Review March/April 2011 [ChipScaleReview.com] 25