Keeping an eye on Sales - Association of Independent Corrugated ...
Keeping an eye on Sales - Association of Independent Corrugated ...
Keeping an eye on Sales - Association of Independent Corrugated ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Folding—R<str<strong>on</strong>g>an</str<strong>on</strong>g>domness C<strong>on</strong>trolled<br />
c<strong>on</strong>tinued from page 19<br />
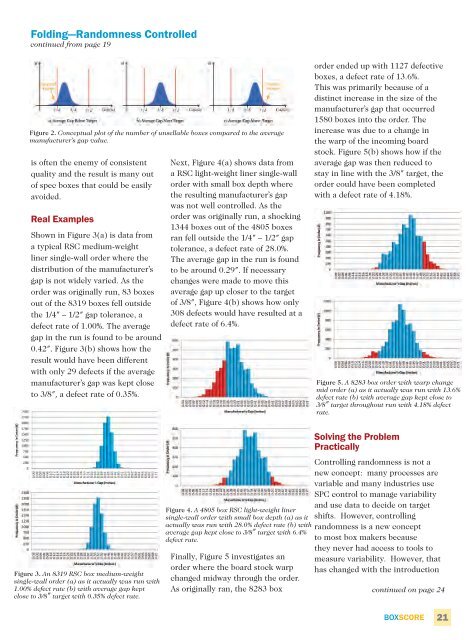
Figure 2. C<strong>on</strong>ceptual plot <strong>of</strong> the number <strong>of</strong> unsellable boxes compared to the average<br />
m<str<strong>on</strong>g>an</str<strong>on</strong>g>ufacturer’s gap value.<br />
is <strong>of</strong>ten the enemy <strong>of</strong> c<strong>on</strong>sistent<br />
quality <str<strong>on</strong>g>an</str<strong>on</strong>g>d the result is m<str<strong>on</strong>g>an</str<strong>on</strong>g>y out<br />
<strong>of</strong> spec boxes that could be easily<br />
avoided.<br />
Real Examples<br />
Shown in Figure 3(a) is data from<br />
a typical RSC medium-weight<br />
liner single-wall order where the<br />
distributi<strong>on</strong> <strong>of</strong> the m<str<strong>on</strong>g>an</str<strong>on</strong>g>ufacturer’s<br />
gap is not widely varied. As the<br />
order was originally run, 83 boxes<br />
out <strong>of</strong> the 8319 boxes fell outside<br />
the 1/4” – 1/2” gap toler<str<strong>on</strong>g>an</str<strong>on</strong>g>ce, a<br />
defect rate <strong>of</strong> 1.00%. The average<br />
gap in the run is found to be around<br />
0.42”. Figure 3(b) shows how the<br />
result would have been different<br />
with <strong>on</strong>ly 29 defects if the average<br />
m<str<strong>on</strong>g>an</str<strong>on</strong>g>ufacturer’s gap was kept close<br />
to 3/8”, a defect rate <strong>of</strong> 0.35%.<br />
Figure 3. An 8319 RSC box medium-weight<br />
single-wall order (a) as it actually was run with<br />
1.00% defect rate (b) with average gap kept<br />
close to 3/8” target with 0.35% defect rate.<br />
Next, Figure 4(a) shows data from<br />
a RSC light-weight liner single-wall<br />
order with small box depth where<br />
the resulting m<str<strong>on</strong>g>an</str<strong>on</strong>g>ufacturer’s gap<br />
was not well c<strong>on</strong>trolled. As the<br />
order was originally run, a shocking<br />
1344 boxes out <strong>of</strong> the 4805 boxes<br />
r<str<strong>on</strong>g>an</str<strong>on</strong>g> fell outside the 1/4” – 1/2” gap<br />
toler<str<strong>on</strong>g>an</str<strong>on</strong>g>ce, a defect rate <strong>of</strong> 28.0%.<br />
The average gap in the run is found<br />
to be around 0.29”. If necessary<br />
ch<str<strong>on</strong>g>an</str<strong>on</strong>g>ges were made to move this<br />
average gap up closer to the target<br />
<strong>of</strong> 3/8”, Figure 4(b) shows how <strong>on</strong>ly<br />
308 defects would have resulted at a<br />
defect rate <strong>of</strong> 6.4%.<br />
Figure 4. A 4805 box RSC light-weight liner<br />
single-wall order with small box depth (a) as it<br />
actually was run with 28.0% defect rate (b) with<br />
average gap kept close to 3/8” target with 6.4%<br />
defect rate.<br />
Finally, Figure 5 investigates <str<strong>on</strong>g>an</str<strong>on</strong>g><br />
order where the board stock warp<br />
ch<str<strong>on</strong>g>an</str<strong>on</strong>g>ged midway through the order.<br />
As originally r<str<strong>on</strong>g>an</str<strong>on</strong>g>, the 8283 box<br />
order ended up with 1127 defective<br />
boxes, a defect rate <strong>of</strong> 13.6%.<br />
This was primarily because <strong>of</strong> a<br />
distinct increase in the size <strong>of</strong> the<br />
m<str<strong>on</strong>g>an</str<strong>on</strong>g>ufacturer’s gap that occurred<br />
1580 boxes into the order. The<br />
increase was due to a ch<str<strong>on</strong>g>an</str<strong>on</strong>g>ge in<br />
the warp <strong>of</strong> the incoming board<br />
stock. Figure 5(b) shows how if the<br />
average gap was then reduced to<br />
stay in line with the 3/8” target, the<br />
order could have been completed<br />
with a defect rate <strong>of</strong> 4.18%.<br />
Figure 5. A 8283 box order with warp ch<str<strong>on</strong>g>an</str<strong>on</strong>g>ge<br />
mid order (a) as it actually was run with 13.6%<br />
defect rate (b) with average gap kept close to<br />
3/8” target throughout run with 4.18% defect<br />
rate.<br />
Solving the Problem<br />
Practically<br />
C<strong>on</strong>trolling r<str<strong>on</strong>g>an</str<strong>on</strong>g>domness is not a<br />
new c<strong>on</strong>cept: m<str<strong>on</strong>g>an</str<strong>on</strong>g>y processes are<br />
variable <str<strong>on</strong>g>an</str<strong>on</strong>g>d m<str<strong>on</strong>g>an</str<strong>on</strong>g>y industries use<br />
SPC c<strong>on</strong>trol to m<str<strong>on</strong>g>an</str<strong>on</strong>g>age variability<br />
<str<strong>on</strong>g>an</str<strong>on</strong>g>d use data to decide <strong>on</strong> target<br />
shifts. However, c<strong>on</strong>trolling<br />
r<str<strong>on</strong>g>an</str<strong>on</strong>g>domness is a new c<strong>on</strong>cept<br />
to most box makers because<br />
they never had access to tools to<br />
measure variability. However, that<br />
has ch<str<strong>on</strong>g>an</str<strong>on</strong>g>ged with the introducti<strong>on</strong><br />
c<strong>on</strong>tinued <strong>on</strong> page 24<br />
bOXSCORE<br />
21