CNC: Aspectos Básicos de lo Complejo - Revista Metal Actual
CNC: Aspectos Básicos de lo Complejo - Revista Metal Actual
CNC: Aspectos Básicos de lo Complejo - Revista Metal Actual

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
46<br />
AUTOMATIZACIÓN<br />
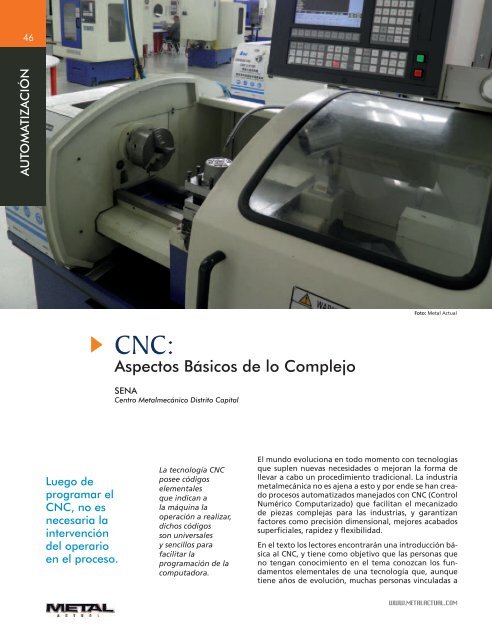
Luego <strong>de</strong><br />
programar el<br />
<strong>CNC</strong>, no es<br />
necesaria la<br />
intervención<br />
<strong>de</strong>l operario<br />
en el proceso.<br />
<strong>CNC</strong>:<br />
<strong>Aspectos</strong> <strong>Básicos</strong> <strong>de</strong> <strong>lo</strong> <strong>Complejo</strong><br />
SENA<br />
Centro <strong>Metal</strong>mecánico Distrito Capital<br />
La tecno<strong>lo</strong>gía <strong>CNC</strong><br />
posee códigos<br />
elementales<br />
que indican a<br />
la máquina la<br />
operación a realizar,<br />
dichos códigos<br />
son universales<br />
y sencil<strong>lo</strong>s para<br />
facilitar la<br />
programación <strong>de</strong> la<br />
computadora.<br />
Foto: <strong>Metal</strong> <strong>Actual</strong><br />
El mundo evoluciona en todo momento con tecno<strong>lo</strong>gías<br />
que suplen nuevas necesida<strong>de</strong>s o mejoran la forma <strong>de</strong><br />
llevar a cabo un procedimiento tradicional. La industria<br />
metalmecánica no es ajena a esto y por en<strong>de</strong> se han creado<br />
procesos automatizados manejados con <strong>CNC</strong> (Control<br />
Numérico Computarizado) que facilitan el mecanizado<br />
<strong>de</strong> piezas complejas para las industrias, y garantizan<br />
factores como precisión dimensional, mejores acabados<br />
superficiales, rapi<strong>de</strong>z y flexibilidad.<br />
En el texto <strong>lo</strong>s lectores encontrarán una introducción básica<br />
al <strong>CNC</strong>, y tiene como objetivo que las personas que<br />
no tengan conocimiento en el tema conozcan <strong>lo</strong>s fundamentos<br />
elementales <strong>de</strong> una tecno<strong>lo</strong>gía que, aunque<br />
tiene años <strong>de</strong> evolución, muchas personas vinculadas a<br />
WWW.METALACTUAL.COM
la industria no poseen una noción<br />
clara <strong>de</strong> <strong>lo</strong> que es realmente. Por<br />
en<strong>de</strong>, no serán profundizados temas<br />
complejos que también conforman<br />
el <strong>CNC</strong>, y pue<strong>de</strong>n tener mayor<br />
relevancia para industriales que <strong>lo</strong><br />
manejan y han adquirido conocimientos<br />
profundos en la materia.<br />
En las máquinas <strong>CNC</strong>, a diferencia <strong>de</strong><br />
las convencionales o manuales, una<br />
computadora controla la posición y<br />
la ve<strong>lo</strong>cidad <strong>de</strong> <strong>lo</strong>s motores que accionan<br />
<strong>lo</strong>s ejes <strong>de</strong> estas, hecho por el<br />
cual pue<strong>de</strong>n hacer movimientos que<br />
no se <strong>lo</strong>gran manualmente como<br />
círcu<strong>lo</strong>s, líneas diagonales y figuras<br />
tridimensionales complejas.<br />
Dicha computadora controla el movimiento<br />
<strong>de</strong> la mesa, <strong>lo</strong>s carros y el<br />
husil<strong>lo</strong> <strong>de</strong> la máquina que, una vez<br />
programada, ejecuta las operaciones<br />
autónomamente sin intervención<br />
<strong>de</strong>l operario; acción que permite<br />
aprovechar mejor el tiempo <strong>de</strong>l personal<br />
y aumentar su productividad.<br />
La tecno<strong>lo</strong>gía <strong>CNC</strong> es capaz <strong>de</strong> mover<br />
la herramienta al mismo tiempo en<br />
<strong>lo</strong>s tres ejes (X, Y y Z), explicados más<br />
a<strong>de</strong>lante, para ejecutar trayectorias<br />
tridimensionales como las requeridas<br />
para el maquinado <strong>de</strong> complejos<br />
mol<strong>de</strong>s y troqueles.<br />
El origen <strong>de</strong>l <strong>CNC</strong> se dio a principios<br />
<strong>de</strong> <strong>lo</strong>s años cincuenta en el Instituto<br />
<strong>de</strong> Tecno<strong>lo</strong>gía <strong>de</strong> Massachusetts<br />
(MIT), don<strong>de</strong> se automatizo por<br />
primera vez una fresadora. Las computadoras<br />
que ejecutaban el control<br />
Foto: <strong>Metal</strong> <strong>Actual</strong><br />
WWW.METALACTUAL.COM<br />
Fotos: <strong>Metal</strong> <strong>Actual</strong><br />
Máquina <strong>CNC</strong><br />
dotada <strong>de</strong> <strong>lo</strong>s<br />
componentes<br />
CAD-CAM, para<br />
el maquinado<br />
<strong>de</strong> piezas.<br />
eran <strong>de</strong> gran tamaño y ocupaban<br />
mayor espacio que el <strong>de</strong> la máquina<br />
como tal, <strong>de</strong>bido a que era el inicio<br />
<strong>de</strong> su implementación y <strong>de</strong>sarrol<strong>lo</strong>.<br />
En el presente, las computadoras<br />
son cada vez más pequeñas y accesibles,<br />
por <strong>lo</strong> que el uso <strong>de</strong>l <strong>CNC</strong> se<br />
ha extendido e implementado en<br />
maquinaria como: tornos, rectificadoras,<br />
electroerosionadoras, punzonadoras,<br />
dobladoras, que ejecutan<br />
taladrado, doblado, punzonado,<br />
torneado, entre otras funciones.<br />
“El nombre <strong>de</strong> control numérico fue<br />
adoptado <strong>de</strong>bido a que las ór<strong>de</strong>nes<br />
dadas a la máquina son indicadas mediante<br />
códigos numéricos. Por ejem-<br />
Introducción <strong>de</strong><br />
<strong>lo</strong>s códigos a la<br />
máquina para que<br />
elabore la pieza.<br />
AUTOMATIZACIÓN<br />
p<strong>lo</strong>, para or<strong>de</strong>narle a la máquina que<br />
mueva la herramienta <strong>de</strong>scribiendo<br />
un cuadrado <strong>de</strong> 10mm por lado, se<br />
escribirían <strong>lo</strong>s siguientes códigos:<br />
G90 G71: Prepara al sistema para<br />
recibir ór<strong>de</strong>nes en forma <strong>de</strong> códigos<br />
numéricos.<br />
G00 X0 Y0: Posicionamiento <strong>de</strong><br />
la herramienta antes <strong>de</strong> iniciar la<br />
operación.<br />
G1 X10: Ejecución lineal <strong>de</strong>l maquinado.<br />
La X significa el eje horizontal<br />
y el 10 la medida en mm que maquinará<br />
la herramienta en la pieza.<br />
G1 Y10: Ejecución lineal <strong>de</strong>l maquinado.<br />
La Y significa el eje vertical<br />
y el 10 la medida en mm que maquinará<br />
la herramienta en la pieza.<br />
G1 X0: Devolución <strong>de</strong> la herramienta<br />
a la posición inicial, en el eje X.<br />
G1 Y0”: Devolución <strong>de</strong> la herramienta<br />
a la posición inicial, en el eje Y.<br />
El conjunto <strong>de</strong> ór<strong>de</strong>nes que siguen<br />
una secuencia lógica constituyen<br />
un programa <strong>de</strong> maquinado. Ingresando<br />
las ór<strong>de</strong>nes o instrucciones<br />
a<strong>de</strong>cuadas a la máquina, ésta es<br />
capaz <strong>de</strong> maquinar una simple ranura,<br />
una cavidad irregular, la cara <strong>de</strong><br />
una persona en alto o bajo relieve,<br />
un grabado artístico, un mol<strong>de</strong> <strong>de</strong><br />
inyección <strong>de</strong> una cuchara o una botella,<br />
o <strong>lo</strong> que el operador requiera.<br />
47
48<br />
AUTOMATIZACIÓN<br />
Para esto, la tecno<strong>lo</strong>gía <strong>CNC</strong> ofrece<br />
cuatro formas <strong>de</strong> programación:<br />
manual, pseudo asistida por computador,<br />
conversacional y asistida por<br />
computador; para que el operario<br />
utilice la que más se acomo<strong>de</strong> a sus<br />
necesida<strong>de</strong>s.<br />
La programación manual es aquella<br />
en la que, a partir <strong>de</strong>l plano,<br />
se calculan <strong>de</strong> forma manual las<br />
trayectorias <strong>de</strong> las herramientas y,<br />
a continuación, se codifican dichas<br />
trayectorias utilizando un lenguaje<br />
<strong>de</strong> programación.<br />
La Pseudo asistida por computador<br />
es llevada a cabo cuando el operario<br />
dispone <strong>de</strong> un programa <strong>de</strong> diseño<br />
asistido por computador CAD (Computer<br />
Ai<strong>de</strong>d Design), pero no cuenta<br />
con el módu<strong>lo</strong> <strong>de</strong> fabricación asistida<br />
correspondiente, CAM (Computer<br />
Ai<strong>de</strong>d Manufacturing).<br />
En la asistida por computador el<br />
operario utiliza el or<strong>de</strong>nador como<br />
herramienta <strong>de</strong> trabajo CAD-CAM,<br />
hecho que le permite realizar mo<strong>de</strong><strong>lo</strong>s<br />
bidimensionales y tridimensionales<br />
<strong>de</strong> las principales características<br />
<strong>de</strong> la pieza que quiera fabricar como<br />
tamaño, forma, geometría entre<br />
otras, para su posterior elaboración.<br />
Por último, cuando es utilizada la<br />
programación <strong>CNC</strong> conversacional, el<br />
operario es conducido por la máquina<br />
a través <strong>de</strong> preguntas, con el fin<br />
<strong>de</strong> introducir <strong>lo</strong>s programas y códigos<br />
necesarios para realizar la pieza.<br />
Lenguaje <strong>de</strong> Programación<br />
Para evitar inconvenientes operacionales<br />
en el momento en que las<br />
máquinas se utilizaran en países<br />
diferentes a don<strong>de</strong> fueron elaboradas,<br />
se estableció una programación<br />
nativa en la mayoría <strong>de</strong> las máquinas<br />
<strong>CNC</strong>, que se maneja mediante un<br />
lenguaje G y M.<br />
Se trata <strong>de</strong> un lenguaje <strong>de</strong> programación<br />
vectorial mediante el cual<br />
se <strong>de</strong>scriben acciones simples y entida<strong>de</strong>s<br />
geométricas sencillas (básica,<br />
segmentos <strong>de</strong> recta y arcos <strong>de</strong> circunferencia),<br />
junto con sus paráme-<br />
Tabla 1. Códigos <strong>Básicos</strong> <strong>CNC</strong><br />
Códigos Generales Códigos Misceláneos<br />
G00 Posicionamiento rápido (sin maquinar). M00 Parada opcional<br />
G01 Interpolación lineal (maquinando). M03 Giro <strong>de</strong>l husil<strong>lo</strong> en sentido <strong>de</strong> horario<br />
G02 Interpolación circular (horaria). M04 Giro <strong>de</strong>l husil<strong>lo</strong> en sentido anti-horario<br />
G03 Interpolación circular (anti-horario). M05 Detener el husil<strong>lo</strong><br />
G04 Tiempo <strong>de</strong> espera M06 Cambio <strong>de</strong> herramienta<br />
G21 Unida<strong>de</strong>s métricas M08 Abrir el paso <strong>de</strong> refrigerante<br />
G40 Cancelar compensación <strong>de</strong> radio. M09 Cerrar el paso <strong>de</strong> refrigerante<br />
G41<br />
Compensación <strong>de</strong> radio <strong>de</strong> herramienta a la<br />
izquierda<br />
M30 Final <strong>de</strong> programa y volver a la línea <strong>de</strong> inicio<br />
G42<br />
Compensación <strong>de</strong> radio <strong>de</strong> herramienta a la<br />
<strong>de</strong>recha.<br />
G28 Volver al home <strong>de</strong> la máquina<br />
G90 Coor<strong>de</strong>nadas absolutas<br />
G91 Coor<strong>de</strong>nadas incrementales<br />
G94 Avance en mm/minuto<br />
G95 Avance en mm/revolución.<br />
tros <strong>de</strong> maquinado (ve<strong>lo</strong>cida<strong>de</strong>s <strong>de</strong><br />
husil<strong>lo</strong> y avance <strong>de</strong> la herramienta).<br />
El nombre G y M fue establecido por<br />
el hecho <strong>de</strong> que el programa está<br />
constituido por instrucciones Generales<br />
y Misceláneas. Si bien es cierto<br />
que en el mundo aún existen diferentes<br />
lenguajes <strong>de</strong> programación<br />
con códigos G y M; <strong>lo</strong>s fabricantes<br />
dieron un paso a<strong>de</strong>lante a través <strong>de</strong><br />
la estandarización ISO.<br />
Dicha estandarización fue adoptada<br />
por la totalidad <strong>de</strong> fabricantes industriales<br />
<strong>de</strong> <strong>CNC</strong>, y permite utilizar<br />
<strong>lo</strong>s mismos programas en distintas<br />
máquinas <strong>CNC</strong> <strong>de</strong> manera directa<br />
o con adaptaciones menores. En la<br />
tabla 1 son presentados <strong>lo</strong>s códigos<br />
básicos utilizados en <strong>CNC</strong>:<br />
Ejes y Sistemas <strong>de</strong> Referencia<br />
El objetivo <strong>de</strong> un control numérico<br />
es controlar el movimiento y posicionamiento<br />
<strong>de</strong> <strong>lo</strong>s ejes; dicho control<br />
gobernará <strong>lo</strong>s actuadores, generalmente<br />
motores eléctricos rotativos,<br />
que en muchas ocasiones usan convertidores<br />
rotatorios lineales para<br />
producir movimientos lineales.<br />
La posición <strong>de</strong> <strong>lo</strong>s diversos puntos<br />
a alcanzar está <strong>de</strong>terminada en las<br />
coor<strong>de</strong>nadas introducidas en <strong>lo</strong>s<br />
sistemas para tal fin, que pue<strong>de</strong>n<br />
ser fijas en el espacio o programarse<br />
al inicio <strong>de</strong> la operación. Durante<br />
el <strong>de</strong>sarrol<strong>lo</strong> <strong>de</strong> <strong>lo</strong>s programas, es<br />
posible usar coor<strong>de</strong>nadas relativas<br />
o incrementales, que básicamente<br />
permiten iniciar una nueva ubicación<br />
respecto a la última con<strong>de</strong>nada<br />
programada, teniendo en cuenta <strong>lo</strong>s<br />
ejes <strong>de</strong> referencia.<br />
El eje Z coinci<strong>de</strong> con la dirección <strong>de</strong>l<br />
husil<strong>lo</strong> principal, que es el encargado<br />
<strong>de</strong> proporcionar la potencia <strong>de</strong><br />
corte. El sentido positivo <strong>de</strong>l eje Z<br />
aumenta la distancia a la pieza, es<br />
<strong>de</strong>cir, se aleja <strong>de</strong> la misma.<br />
Por otro lado se encuentra el eje<br />
X, que representa la traslación<br />
horizontal y es perpendicular al eje<br />
Z. En las máquinas que generan<br />
superficies <strong>de</strong> revolución por medio<br />
<strong>de</strong> rotación <strong>de</strong>l eje <strong>de</strong> la pieza, el eje<br />
X es radial y parale<strong>lo</strong> a las guías <strong>de</strong>l<br />
carro trasversal, y su sentido positivo<br />
es el que sale hacia el exterior <strong>de</strong>l eje<br />
<strong>de</strong> rotación Z.<br />
El tercer eje es el Y, que <strong>de</strong>scribe la<br />
traslación principal perpendicular al<br />
plano XZ, elegido <strong>de</strong> manera que<br />
forme un triedro -cuerpo geométrico,<br />
poliedro, <strong>de</strong> tres caras- a la<br />
<strong>de</strong>recha con <strong>lo</strong>s ejes X y Z, es <strong>de</strong>cir,<br />
su sentido positivo.<br />
Luego <strong>de</strong> tener claro <strong>lo</strong> básico <strong>de</strong>l<br />
<strong>CNC</strong>, el operario <strong>de</strong>be seguir ciertos<br />
pasos lógicos para la elaboración <strong>de</strong><br />
la pieza sin contratiempos:<br />
WWW.METALACTUAL.COM
• Estudio <strong>de</strong>l plano <strong>de</strong> la pieza a fabricar.<br />
• Análisis <strong>de</strong> las operaciones elementales.<br />
• Selección <strong>de</strong> las máquinas.<br />
• Selección <strong>de</strong> las herramientas.<br />
• Definición <strong>de</strong> las condiciones técnicas <strong>de</strong> mecanizado.<br />
• Diseño <strong>de</strong> utillajes.<br />
• Secuencias <strong>de</strong> las fases <strong>de</strong> trabajo.<br />
• Centros <strong>de</strong> Mecanizado<br />
A continuación, es llevado a cabo un ejercicio básico <strong>de</strong><br />
programación en <strong>CNC</strong> para elaborar una pieza sencilla.<br />
En este ejemp<strong>lo</strong> se muestran <strong>lo</strong>s pasos que el operario<br />
<strong>de</strong>be tener en cuenta para ejecutar <strong>de</strong> forma idónea el<br />
mecanizado <strong>de</strong> la pieza.<br />
Foto: <strong>Metal</strong> <strong>Actual</strong><br />
WWW.METALACTUAL.COM<br />
Elaboración <strong>de</strong> la pieza en el<br />
programa <strong>de</strong> diseño (<strong>de</strong>terminar<br />
medidas y forma)<br />
Escritura<br />
manual <strong>de</strong>l<br />
programa<br />
utilizando <strong>lo</strong>s<br />
códigos G y M,<br />
en el software<br />
WINNC Fanuc<br />
21T, Sistema <strong>de</strong><br />
Coor<strong>de</strong>nadas<br />
Absolutas,<br />
avance en mm/<br />
revolución.
50<br />
Foto: <strong>Metal</strong> <strong>Actual</strong><br />
AUTOMATIZACIÓN<br />
Foto: Sena Centro <strong>Metal</strong> Mecánico Bogotá<br />
Simulación <strong>de</strong><br />
cómo quedará<br />
la pieza.<br />
Realización <strong>de</strong><br />
la pieza por la<br />
máquina <strong>CNC</strong>.<br />
Introducir<br />
<strong>lo</strong>s códigos a<br />
un programa<br />
simulador, para<br />
que realice la<br />
pieza. Esta imagen<br />
correspon<strong>de</strong> a la<br />
pieza en bruto lista<br />
para la ejecución<br />
<strong>de</strong>l mecanizado.<br />
Foto: Sena Centro <strong>Metal</strong> Mecánico Bogotá<br />
Introducción<br />
<strong>de</strong> <strong>lo</strong>s códigos<br />
a la máquina<br />
<strong>CNC</strong> para<br />
realizar la<br />
pieza.<br />
Foto: <strong>Metal</strong> <strong>Actual</strong><br />
Origen y Concepto <strong>de</strong>l Centro <strong>de</strong> Mecanizado<br />
Otro aspecto para tener en cuenta <strong>de</strong> la tecno<strong>lo</strong>gía <strong>CNC</strong><br />
es que ha permitido originar <strong>lo</strong>s centros <strong>de</strong> mecanizado,<br />
que <strong>lo</strong>gran elaborar piezas que <strong>de</strong>mandan diferentes<br />
procedimientos para su conformado, en menor tiempo.<br />
El centro <strong>de</strong> mecanizado ha sido el resultado <strong>de</strong> la evolución<br />
lógica <strong>de</strong> la “máquina-herramienta <strong>de</strong> fresar”,<br />
en un contexto en el cual era necesario aumentar la<br />
productividad, la flexibilidad y la precisión; al tiempo<br />
que se mejoraban las condiciones <strong>de</strong> seguridad <strong>de</strong> <strong>lo</strong>s<br />
trabajadores, todo el<strong>lo</strong> acompañado por la incorporación<br />
<strong>de</strong> la electrónica.<br />
Las características esenciales <strong>de</strong> un centro <strong>de</strong> mecanizado<br />
son que está dotado <strong>de</strong> un control numérico, pue<strong>de</strong><br />
realizar otras operaciones <strong>de</strong> mecanizado a<strong>de</strong>más <strong>de</strong>l<br />
fresado y dispone <strong>de</strong> un cambiador <strong>de</strong> herramientas<br />
automático.<br />
El control numérico permite realizar, al cambiar <strong>de</strong> herramienta,<br />
distintas operaciones <strong>de</strong> mecanizado como<br />
fresado, taladrado y roscado. El sistema <strong>de</strong> cambio <strong>de</strong><br />
herramienta está gobernado por el control numérico <strong>de</strong><br />
la máquina y respon<strong>de</strong> a conceptos estructurales, necesida<strong>de</strong>s<br />
y soluciones <strong>de</strong> diseño distintas, pero, en todos<br />
<strong>lo</strong>s casos, <strong>de</strong>be asegurar la posibilidad <strong>de</strong> efectuar un<br />
cambio <strong>de</strong> herramienta en el transcurso <strong>de</strong> ejecución <strong>de</strong><br />
un programa pieza,<br />
La tecno<strong>lo</strong>gía <strong>CNC</strong> es una alternativa efectiva para <strong>lo</strong>s<br />
industriales que requieran elaborar piezas en poco<br />
tiempo y con la precisión necesaria para evitar <strong>de</strong>fectos<br />
<strong>de</strong> fabricación. A<strong>de</strong>más, brinda mayor seguridad a <strong>lo</strong>s<br />
operarios que manejan las máquinas que tienen dicha<br />
tecno<strong>lo</strong>gía.<br />
Fuentes<br />
Pantalla<br />
máquina<br />
<strong>CNC</strong> sin<br />
códigos<br />
para<br />
ejecutar.<br />
• Car<strong>lo</strong>s Bernal, Instructor CMM Sena Bogotá,<br />
• www.gestiopolis.com - www.wikipedia.com<br />
Fotos: <strong>Metal</strong> <strong>Actual</strong><br />
WWW.METALACTUAL.COM
WWW.METALACTUAL.COM