Zoficol: Primera Planta de Estampado de CarrocerÃas en el PaÃs
Zoficol: Primera Planta de Estampado de CarrocerÃas en el PaÃs
Zoficol: Primera Planta de Estampado de CarrocerÃas en el PaÃs

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
6<br />
ENTREVISTA<br />
<strong>Zoficol</strong>: <strong>Primera</strong><br />
<strong>Planta</strong> <strong>de</strong> <strong>Estampado</strong> <strong>de</strong><br />
Carrocerías <strong>en</strong> <strong>el</strong> País<br />
Metal Actual<br />
La era <strong>de</strong> la fabricación <strong>de</strong> automóviles <strong>en</strong> Colombia, inicia con la<br />
producción <strong>de</strong> 11 pan<strong>el</strong>es <strong>de</strong> acero que conformarán la carrocería <strong>de</strong> dos<br />
<strong>de</strong> los mo<strong>de</strong>los más repres<strong>en</strong>tativos <strong>de</strong> Chevrolet: El Sail y <strong>el</strong> Cobalt.<br />
Después <strong>de</strong> 57 años; <strong>de</strong>s<strong>de</strong> los primeros pasos <strong>de</strong> la<br />
industria automotriz nacional, cuando la Fábrica<br />
Colombiana <strong>de</strong> Automotores puso <strong>en</strong> marcha su<br />
planta, con un costo <strong>de</strong> $5.000.000, <strong>el</strong> pasado 10 <strong>de</strong> julio,<br />
la hoy G<strong>en</strong>eral Motors Colmotores S.A., dio inició a<br />
la fabricación y estampado <strong>de</strong> carrocerías <strong>en</strong> Colombia.<br />
Efectivam<strong>en</strong>te, luego <strong>de</strong> ext<strong>en</strong>sos estudios que iniciaron<br />
<strong>en</strong> <strong>el</strong> 2010, la firma empezó a realizar <strong>el</strong> estampado y<br />
grafado (nuevos procesos industriales hasta <strong>el</strong> mom<strong>en</strong>to<br />
no <strong>de</strong>sarrollados <strong>en</strong> <strong>el</strong> país) <strong>de</strong> varios <strong>de</strong> los pan<strong>el</strong>es para<br />
las carrocerías <strong>de</strong> los Chevrolet Sail y Cobalt, <strong>en</strong> una nueva<br />
factoría que opera bajo <strong>el</strong> nombre <strong>de</strong> <strong>Zoficol</strong>, Zona<br />
Franca Industrial <strong>de</strong> Colmotores, y que significó una inversión<br />
<strong>de</strong> US$200 millones.<br />
En las nuevas instalaciones <strong>de</strong> <strong>Zoficol</strong> se instalaron dos<br />
pr<strong>en</strong>sas troqu<strong>el</strong>adoras <strong>de</strong> alto ton<strong>el</strong>aje para <strong>el</strong> conformado<br />
metalmecánico; adicionalm<strong>en</strong>te, <strong>en</strong> la planta <strong>en</strong>sambladora<br />
se realizó un proceso <strong>de</strong> reconversión industrial,<br />
<strong>en</strong> la que se incorporó seis robots que realizan soldadura<br />
<strong>de</strong> punto, y otros diez para <strong>el</strong> s<strong>el</strong>lado y grafado <strong>de</strong> las<br />
cabinas, así como una nueva línea <strong>de</strong> movimi<strong>en</strong>to, colocación<br />
y ajuste <strong>de</strong> motores, <strong>en</strong>tre otros <strong>de</strong>sarrollos.<br />
Sin duda, este proyecto repres<strong>en</strong>ta un gran logro para<br />
GM Colmotores, ya que le permitirá fortalecer su capacidad<br />
industrial, obt<strong>en</strong>er mayor efici<strong>en</strong>cia y reducir<br />
costos <strong>de</strong> producción. A<strong>de</strong>más <strong>de</strong> ser muy importante<br />
para la industria manufacturera nacional, que se verá<br />
directam<strong>en</strong>te b<strong>en</strong>eficiada pues se espera un aum<strong>en</strong>to<br />
WWW.METALACTUAL.COM
ENTREVISTA<br />
7<br />
significativo <strong>en</strong> <strong>el</strong> número <strong>de</strong> proveedores<br />
<strong>de</strong> la compañía.<br />
El salto <strong>de</strong> <strong>en</strong>samblador a fabricante<br />
g<strong>en</strong>era no sólo más puestos <strong>de</strong> trabajo<br />
directo, sino también una mayor<br />
<strong>de</strong>manda <strong>de</strong> autopartes <strong>de</strong> las<br />
empresas colombianas. Con la <strong>en</strong>trada<br />
<strong>de</strong> <strong>Zoficol</strong>, Colombia se convierte<br />
<strong>en</strong> <strong>el</strong> tercer país <strong>en</strong> Suramérica <strong>en</strong><br />
fabricar piezas para carrocerías, <strong>de</strong>spués<br />
<strong>de</strong> Brasil y Arg<strong>en</strong>tina.<br />
Metal Actual <strong>en</strong>trevistó al Ger<strong>en</strong>te <strong>de</strong><br />
Operaciones Manufactura y <strong>Estampado</strong>,<br />
Ev<strong>el</strong>io Córtes, quién explicó los<br />
porm<strong>en</strong>ores <strong>de</strong>l proyecto y a<strong>de</strong>más,<br />
dio a conocer los nuevos procesos y<br />
la tecnología adquirida para estampar<br />
las primeras piezas <strong>de</strong> carrocería<br />
para automóviles nacionales.<br />
• M.A: ¿Cómo funciona la nueva<br />
planta <strong>de</strong> estampado (<strong>Zoficol</strong>)<br />
<strong>de</strong>ntro <strong>de</strong> la logística g<strong>en</strong>eral <strong>de</strong> la<br />
planta <strong>en</strong>sambladora<br />
• E.C: <strong>Zoficol</strong> es una fábrica aledaña a<br />
la planta <strong>de</strong> <strong>en</strong>samble, que funciona<br />
bajo <strong>el</strong> esquema <strong>de</strong> zona franca<br />
perman<strong>en</strong>te especial uniempesarial,<br />
con los correspondi<strong>en</strong>tes b<strong>en</strong>eficios<br />
tributarios; abarca 41.319 m 2 <strong>de</strong> los<br />
280.00 m 2 que compon<strong>en</strong> <strong>el</strong> área<br />
total <strong>de</strong> la empresa. La obra está<br />
compuesta por tres edificios: dos<br />
<strong>de</strong>stinados a los nuevos procesos <strong>de</strong><br />
Fundada <strong>en</strong> 1911 <strong>en</strong> Detroit, Chevrolet ti<strong>en</strong>e pres<strong>en</strong>cia <strong>en</strong> más<br />
<strong>de</strong> 140 países y un total <strong>de</strong> v<strong>en</strong>tas <strong>de</strong> más <strong>de</strong> 4.5 millones <strong>de</strong><br />
automóviles y camiones al año.<br />
estampado y grafado; un bastidor<br />
<strong>de</strong> vestido para buses y camiones; y<br />
<strong>el</strong> edificio administrativo.<br />
La planta funciona bajo los estándares<br />
internacionales <strong>de</strong> G<strong>en</strong>eral<br />
Motors, <strong>en</strong> un método <strong>de</strong>nominado<br />
Sistema Global <strong>de</strong> Manufactura<br />
(SGM), <strong>en</strong> <strong>el</strong> que hay una ca<strong>de</strong>na<br />
<strong>de</strong> células (áreas básicas <strong>de</strong> manufactura)<br />
integradas <strong>en</strong> una línea <strong>de</strong><br />
producción <strong>en</strong> serie.<br />
La estampación <strong>de</strong> pan<strong>el</strong>es <strong>en</strong> <strong>Zoficol</strong> reduce la<br />
necesidad <strong>de</strong> empaque y <strong>de</strong> transporte tanto<br />
marítimo como terrestre, a<strong>de</strong>más que agiliza<br />
los tiempos y movimi<strong>en</strong>tos <strong>de</strong> la producción.<br />
El SGM exige que allá un superint<strong>en</strong><strong>de</strong>nte<br />
por cada área <strong>de</strong> trabajo<br />
(estampado, armado, <strong>en</strong>samble y<br />
pintura), a<strong>de</strong>más t<strong>en</strong>emos lí<strong>de</strong>res<br />
<strong>de</strong> grupo, qui<strong>en</strong>es están a cargo<br />
<strong>de</strong> aproximadam<strong>en</strong>te 40 personas<br />
distribuidas <strong>en</strong> difer<strong>en</strong>tes equipos<br />
<strong>de</strong> trabajo. Todos cu<strong>en</strong>tan con su<br />
propio plan <strong>de</strong> negocios, <strong>el</strong> cual respon<strong>de</strong><br />
<strong>en</strong> cascada al plan g<strong>en</strong>eral<br />
<strong>de</strong> la compañía y cumpl<strong>en</strong> los parámetros<br />
<strong>de</strong> calidad PHVA (Planear,<br />
Hacer, Verificar, Actuar).<br />
Con la puesta <strong>en</strong> marcha <strong>de</strong> <strong>Zoficol</strong>,<br />
<strong>el</strong> proceso <strong>de</strong> producción inicia<br />
<strong>en</strong> <strong>el</strong> área <strong>de</strong> conformado, <strong>de</strong>spués<br />
vi<strong>en</strong><strong>en</strong> las áreas <strong>de</strong> armada; pintura<br />
y <strong>en</strong>samble. Adicionalm<strong>en</strong>te, se <strong>en</strong>cu<strong>en</strong>tran<br />
todos aqu<strong>el</strong>los procedimi<strong>en</strong>tos<br />
que están directam<strong>en</strong>te r<strong>el</strong>acionados<br />
con <strong>el</strong> proceso, como: las áreas <strong>de</strong><br />
suministro <strong>de</strong> materiales, bancos <strong>de</strong><br />
piezas, pedidos y repuestos.<br />
Así mismo, <strong>de</strong>ntro <strong>de</strong> la planta g<strong>en</strong>eral<br />
están los edificios <strong>de</strong> los <strong>de</strong>partam<strong>en</strong>tos<br />
que brindan apoyo a<br />
los procesos estratégicos y operativos,<br />
para asegurar un bu<strong>en</strong> <strong>de</strong>sempeño<br />
<strong>de</strong> los mismos, <strong>en</strong>tre otros los<br />
laboratorios, <strong>el</strong> <strong>de</strong>partam<strong>en</strong>to <strong>de</strong><br />
ing<strong>en</strong>iería <strong>de</strong>l producto, manejo<br />
<strong>de</strong> materiales y las áreas administrativas,<br />
financiera y <strong>de</strong> recursos<br />
humanos.<br />
WWW.METALACTUAL.COM
8<br />
ENTREVISTA<br />
• Metal Actual: ¿Qué motivó a GM<br />
Colmotores a dar <strong>el</strong> paso <strong>de</strong> <strong>en</strong>samblador<br />
a fabricante<br />
• Ev<strong>el</strong>io Córtes: GM internacionalm<strong>en</strong>te<br />
produce o <strong>en</strong>sambla <strong>en</strong> los<br />
países don<strong>de</strong> ti<strong>en</strong>e planta e importa<br />
<strong>en</strong> aqu<strong>el</strong>los don<strong>de</strong> no hay<br />
ninguna otra alternativa. Así que<br />
GM Colmotores, empr<strong>en</strong>dió la tarea<br />
<strong>de</strong> equiparar y estandarizar sus<br />
procesos al niv<strong>el</strong> internacional, <strong>el</strong><br />
paso natural era avanzar tecnológicam<strong>en</strong>te<br />
más allá <strong>de</strong>l <strong>en</strong>samble<br />
para ser más competitivos, mejorar<br />
la participación a niv<strong>el</strong> nacional<br />
e incursionar <strong>en</strong> mercados <strong>de</strong><br />
exportación.<br />
La i<strong>de</strong>a <strong>de</strong> llevar a cabo este ambicioso<br />
plan, nace <strong>de</strong>s<strong>de</strong> la competitividad,<br />
como un imperativo<br />
para <strong>el</strong> negocio. Des<strong>de</strong> 2010, GM<br />
Colmotores planteó tres estrategias<br />
para su Plan <strong>de</strong> Reconversión<br />
Industrial <strong>en</strong>focadas a ser más sost<strong>en</strong>ibles<br />
y productivos: creación y<br />
puesta <strong>en</strong> marcha <strong>de</strong> la zona franca,<br />
automatización <strong>de</strong> procesos <strong>en</strong><br />
la planta <strong>de</strong> <strong>en</strong>samble ya exist<strong>en</strong>te,<br />
y la mejora continua a través <strong>de</strong>l<br />
Sistema Global <strong>de</strong> Manufactura <strong>de</strong><br />
G<strong>en</strong>eral Motors.<br />
La creación <strong>de</strong> <strong>Zoficol</strong> (nueva planta<br />
<strong>de</strong> estampado) y <strong>el</strong> plan <strong>de</strong><br />
reconversión ti<strong>en</strong><strong>en</strong> como objetivos<br />
fundam<strong>en</strong>tales <strong>el</strong> <strong>de</strong>sarrollo<br />
tecnológico, <strong>el</strong> fortalecimi<strong>en</strong>to <strong>de</strong><br />
la competitividad <strong>de</strong> la compañía<br />
<strong>en</strong> cuanto a la efici<strong>en</strong>cia <strong>de</strong> sus<br />
procesos, la innovación, la g<strong>en</strong>eración<br />
<strong>de</strong> empleos especializados, la<br />
creación <strong>de</strong> nuevos productos y la<br />
búsqueda <strong>de</strong> exportaciones a nuevos<br />
mercados <strong>en</strong> la región.<br />
• M.A: ¿Cómo ha sido canalizada la<br />
inversión <strong>en</strong> <strong>Zoficol</strong> y <strong>en</strong> la reconversión<br />
tecnológica<br />
• E.C: La inversión ejecutada por GM<br />
Colmotores, <strong>de</strong>s<strong>de</strong> 2011 y hasta<br />
2015, incluye <strong>de</strong>sembolsos superiores<br />
a US$200 millones, <strong>de</strong> los<br />
cuales una cuarta parte se <strong>de</strong>stinó<br />
a la planta <strong>de</strong> estampado (<strong>Zoficol</strong>)<br />
y <strong>el</strong> resto, a la introducción <strong>de</strong> tecnologías<br />
que automatizan algunos<br />
<strong>de</strong> los procesos <strong>de</strong> producción,<br />
<strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong> nuevos productos<br />
para <strong>el</strong> mercado colombiano<br />
y diversos ajustes para mejorar la<br />
productividad.<br />
Específicam<strong>en</strong>te, para complem<strong>en</strong>tar<br />
<strong>el</strong> trabajo <strong>de</strong> <strong>Zoficol</strong> se hicieron<br />
inversiones <strong>en</strong> la línea <strong>de</strong> transporte,<br />
acabado y almac<strong>en</strong>ami<strong>en</strong>to<br />
<strong>de</strong> las cabinas, también se mejoró<br />
y automatizó la línea <strong>de</strong> movimi<strong>en</strong>to,<br />
colocación y ajuste <strong>de</strong> los<br />
motores. Adicionalm<strong>en</strong>te, se instaló<br />
la nueva c<strong>el</strong>da automática <strong>de</strong><br />
soldadura <strong>de</strong> punto.<br />
• M.A: ¿Cuáles son las cifras <strong>de</strong> producción<br />
y las proyecciones <strong>de</strong> <strong>Zoficol</strong><br />
• E.C: La planta <strong>de</strong> estampado permitirá<br />
producir piezas para las<br />
carrocerías <strong>de</strong> hasta 60.000 vehículos<br />
anuales, aproximadam<strong>en</strong>te<br />
600.000 pan<strong>el</strong>es estampados <strong>de</strong><br />
orig<strong>en</strong> local al año. A<strong>de</strong>más <strong>de</strong><br />
hacer autopartes y compon<strong>en</strong>tes<br />
para exportar a otras plantas <strong>de</strong> los<br />
países vecinos que los requieran.<br />
En este mom<strong>en</strong>to estamos produci<strong>en</strong>do<br />
147 automóviles por día,<br />
alre<strong>de</strong>dor <strong>de</strong> 17 carros por hora.<br />
Colmotores estima que con esta<br />
inversión mejora su productividad<br />
<strong>en</strong>tre un 5 y 7 por ci<strong>en</strong>to.<br />
A las ya 1.400 personas que<br />
trabajan actualm<strong>en</strong>te <strong>en</strong> la<br />
compañía, se han unido cerca <strong>de</strong><br />
150 nuevos empleos directos, y 850<br />
indirectos <strong>en</strong> la zona franca.<br />
• M.A: ¿Cuál es <strong>el</strong> porc<strong>en</strong>taje <strong>de</strong> compon<strong>en</strong>tes<br />
nacionales <strong>en</strong> un Chevrolet,<br />
y qué empresas los prove<strong>en</strong><br />
• E.C: En promedio, se emplea 35<br />
por ci<strong>en</strong>to <strong>de</strong> compon<strong>en</strong>tes nacionales<br />
<strong>en</strong> los automóviles y 25 por<br />
ci<strong>en</strong>to <strong>en</strong> la línea <strong>de</strong> camiones y<br />
buses. Actualm<strong>en</strong>te, contamos con<br />
proveedores <strong>de</strong> todas las líneas <strong>de</strong><br />
productos y compon<strong>en</strong>tes automotrices:<br />
Chasises <strong>de</strong> Fanalca; llantas<br />
<strong>de</strong> Mich<strong>el</strong>ín y Contin<strong>en</strong>tal; compon<strong>en</strong>tes<br />
<strong>el</strong>éctricos <strong>de</strong> Yazaki Cim<strong>el</strong><br />
Por <strong>el</strong> peso y los impactos <strong>de</strong> las pr<strong>en</strong>sas, <strong>el</strong> edificio requirió<br />
un diseño especial pues <strong>de</strong>be soportar 945 ton<strong>el</strong>adas.<br />
WWW.METALACTUAL.COM
S.A.; los ejes homócinéticos y cardanes, <strong>de</strong> Transejes,<br />
autopartes <strong>de</strong>l Grupo Chain Neme (por ejemplo: rines<br />
<strong>de</strong> Ma<strong>de</strong>al y fr<strong>en</strong>os <strong>de</strong> Incolbestos); baterías <strong>de</strong> MAC; y<br />
asi<strong>en</strong>tos <strong>de</strong> Trimco, <strong>en</strong>tre muchos otros.<br />
• M.A: ¿Cuál es la importancia <strong>de</strong> los proveedores nacionales<br />
<strong>en</strong> los nuevos objetivos <strong>de</strong> GM Colmotores<br />
• E.C: Hoy contamos con una base <strong>de</strong> proveedores sólida,<br />
comprometida con <strong>el</strong> <strong>de</strong>sarrollo, la calidad y la tecnología<br />
para abastecer no sólo <strong>el</strong> mercado local sino también<br />
<strong>el</strong> <strong>de</strong> otros países. En bu<strong>en</strong>a medida, <strong>el</strong> éxito <strong>de</strong> la compañía<br />
también <strong>de</strong>p<strong>en</strong><strong>de</strong> <strong>de</strong> nuestros proveedores.<br />
Con la <strong>en</strong>trada <strong>de</strong> <strong>Zoficol</strong> la int<strong>en</strong>ción es <strong>el</strong>evar sustancialm<strong>en</strong>te<br />
<strong>el</strong> cont<strong>en</strong>ido local. Para ser una fábrica<br />
competitiva <strong>de</strong>bemos llegar a t<strong>en</strong>er 60 por ci<strong>en</strong>to <strong>de</strong> la<br />
proveeduría a niv<strong>el</strong> regional, estoy hablando <strong>de</strong> la zona<br />
andina y por supuesto Colombia.<br />
Entre más cont<strong>en</strong>ido local logremos obt<strong>en</strong>er mayor será<br />
la efici<strong>en</strong>cia <strong>de</strong> la planta. Para esto necesitamos que los<br />
proveedores nos ayu<strong>de</strong>n <strong>de</strong>sarrollándose y que busqu<strong>en</strong><br />
también ser competitivos. No po<strong>de</strong>mos comprar a precios<br />
mayores que los que nos ofrec<strong>en</strong> por fuera.<br />
PUBLICIDAD<br />
ASESCO<br />
• M.A: ¿Qué <strong>de</strong>talles nos pue<strong>de</strong> contar sobre las características<br />
constructivas <strong>de</strong> <strong>Zoficol</strong><br />
• E.C: Ya que la superficie para <strong>el</strong> proceso <strong>de</strong> estampado<br />
exige que soporte <strong>el</strong> peso, <strong>el</strong> accionar <strong>de</strong> las máquinas y<br />
<strong>el</strong> movimi<strong>en</strong>to <strong>de</strong> troqu<strong>el</strong>es y materiales, fue necesario<br />
retirar más <strong>de</strong> 8.500 ton<strong>el</strong>adas <strong>de</strong> tierra, colocar cerca <strong>de</strong><br />
300 pilotes a 16 m <strong>de</strong> profundidad y <strong>de</strong>jar la estructura<br />
<strong>de</strong> la cim<strong>en</strong>tación a 6.0 m <strong>de</strong> profundidad. El cárcamo;<br />
es <strong>de</strong>cir, la estructura don<strong>de</strong> van las pr<strong>en</strong>sas, cu<strong>en</strong>ta con<br />
una placa <strong>de</strong> 1.20 m <strong>de</strong> espesor, muros <strong>de</strong> 0.50 m y columnas<br />
para <strong>el</strong> apoyo <strong>de</strong> las pr<strong>en</strong>sas <strong>de</strong> 0.85 m x 4.0 m.<br />
La construcción exigió un alto grado <strong>de</strong> precisión para<br />
<strong>el</strong> correcto acople <strong>de</strong> las estampadoras <strong>en</strong> la instalación.<br />
Por <strong>el</strong>lo, <strong>en</strong> la planeación y <strong>el</strong> diseño <strong>de</strong> <strong>Zoficol</strong> participaron<br />
60 personas aproximadam<strong>en</strong>te, 15 <strong>de</strong> <strong>el</strong>las prov<strong>en</strong>i<strong>en</strong>tes<br />
<strong>de</strong> Brasil. En todo <strong>el</strong> programa <strong>de</strong> reconversión<br />
industrial se <strong>de</strong>sempeñaron más <strong>de</strong> 100 profesionales <strong>de</strong><br />
nacionalidad brasilera, japonesa, coreana y colombiana.<br />
• M.A: ¿Cuáles son las características <strong>de</strong> los procesos <strong>de</strong><br />
estampado y grafado<br />
• E.C: Básicam<strong>en</strong>te, <strong>el</strong> proceso <strong>de</strong> estampado consiste <strong>en</strong><br />
dar forma a las láminas <strong>de</strong> acero galvanizado que llegan<br />
previam<strong>en</strong>te cortadas al tamaño a<strong>de</strong>cuado, e importadas<br />
<strong>de</strong>s<strong>de</strong> Corea. Tradicionalm<strong>en</strong>te, <strong>el</strong> diseño <strong>de</strong> estampado<br />
<strong>en</strong> G<strong>en</strong>eral Motors a niv<strong>el</strong> mundial se compone <strong>de</strong><br />
cuatro pr<strong>en</strong>sas. Por ahora instalamos un par <strong>de</strong> pr<strong>en</strong>sas,<br />
con capacidad <strong>de</strong> hasta 2.250 Tn y <strong>de</strong> 1.000 Tn, pero ya<br />
está lista la cim<strong>en</strong>tación para montar las otras dos, lo<br />
cual se hará <strong>en</strong> la etapa <strong>de</strong> exportación.<br />
En estos mom<strong>en</strong>tos estamos estampando los pan<strong>el</strong>es <strong>de</strong><br />
las carrocerías <strong>de</strong>l Sail y <strong>el</strong> Cobalt. En <strong>el</strong> proceso básico,<br />
las láminas circularan dos veces por las estampadoras,<br />
que ti<strong>en</strong><strong>en</strong> montados los troqu<strong>el</strong>es progresivos para dar<br />
WWW.METALACTUAL.COM
10<br />
ENTREVISTA<br />
la forma <strong>de</strong> la pieza. En la primera<br />
etapa se hace <strong>el</strong> embutido, y <strong>en</strong><br />
las sigui<strong>en</strong>tes <strong>el</strong> pre-corte, corte y<br />
punzonado es <strong>de</strong>cir, los agujeros y<br />
ranuras que se necesitan para obt<strong>en</strong>er<br />
la pieza final.<br />
Actualm<strong>en</strong>te, estamos fabricando<br />
11 <strong>de</strong> los 33 pan<strong>el</strong>es externos <strong>de</strong> la<br />
carrocería <strong>de</strong> un vehículo (skins pan<strong>el</strong>s),<br />
<strong>en</strong>tre los que se <strong>en</strong>cu<strong>en</strong>tran<br />
los guardabarros, puertas, tapa<br />
baúl, tapa motor, techo y laterales,<br />
<strong>en</strong>tre otros. Es <strong>de</strong>cir, estamos<br />
fabricando <strong>el</strong> 30 por ci<strong>en</strong>to <strong>de</strong> la<br />
carrocería.<br />
Los troqu<strong>el</strong>es <strong>de</strong> conformado, pesan<br />
<strong>en</strong>tre 16 y 40 Tn por <strong>el</strong>lo utilizamos<br />
un sistema <strong>de</strong> transporte<br />
pu<strong>en</strong>te grúa para <strong>el</strong> traslado <strong>de</strong> los<br />
mismos hacia las mesas <strong>de</strong> las pr<strong>en</strong>sas.<br />
Para fabricar una pieza son<br />
necesarios <strong>en</strong>tre tres y cinco troqu<strong>el</strong>es.<br />
El éxito está <strong>en</strong> la efici<strong>en</strong>cia<br />
y rapi<strong>de</strong>z <strong>de</strong>l proceso. El cambio y<br />
recambio <strong>de</strong> troqu<strong>el</strong>es <strong>de</strong>bemos<br />
hacerlo <strong>en</strong> máximo ocho o diez<br />
minutos. Todo <strong>el</strong> proceso, se lleva<br />
a cabo <strong>en</strong> 45 a 60 minutos. Hoy t<strong>en</strong>emos<br />
una capacidad <strong>de</strong> estampar<br />
170 piezas/hora.<br />
Para <strong>el</strong> mant<strong>en</strong>imi<strong>en</strong>to <strong>de</strong> los troqu<strong>el</strong>es<br />
adquirimos un c<strong>en</strong>tro <strong>de</strong><br />
mecanizado <strong>de</strong> doble columna,<br />
<strong>el</strong> más gran<strong>de</strong> que ha llegado al<br />
país, provisto por IMOCOM, qui<strong>en</strong>es<br />
también asesoraron la puesta a<br />
punto <strong>de</strong> la maquinaria y <strong>el</strong> equipami<strong>en</strong>to<br />
<strong>de</strong> todo <strong>el</strong> herram<strong>en</strong>tal<br />
<strong>de</strong> corte.<br />
Por su parte, <strong>el</strong> proceso <strong>de</strong> grafado<br />
consiste <strong>en</strong> tomar dos piezas (pan<strong>el</strong><br />
interior y exterior) <strong>de</strong> una puerta,<br />
<strong>el</strong> capó o tapa baúl ya estampadas<br />
para unirlas mediante <strong>el</strong> doblado<br />
perimetral <strong>de</strong> un pan<strong>el</strong> sobre <strong>el</strong><br />
otro <strong>de</strong> tal forma, que se unan solidariam<strong>en</strong>te<br />
con ayuda <strong>de</strong> robots<br />
diseñados y programados especialm<strong>en</strong>te<br />
para tal fin.<br />
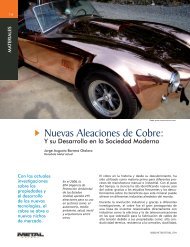
Peso máximo admisible sobre la mesa<br />
Superficie <strong>de</strong> la mesa<br />
Características <strong>de</strong>l c<strong>en</strong>tro <strong>de</strong> mecanizado Hartford<br />
Número <strong>de</strong> ranuras <strong>en</strong> T 28.<br />
Ancho <strong>de</strong> las ranuras<br />
Distancia <strong>en</strong>tre ranuras<br />
Altura <strong>de</strong> la superficie <strong>de</strong> la mesa a la nariz <strong>de</strong>l eje cabezal<br />
Longitudinal (eje X)<br />
Transversal (eje Y)<br />
Vertical (eje Z)<br />
Pot<strong>en</strong>cia <strong>de</strong>l motor principal<br />
V<strong>el</strong>ocidad <strong>de</strong>l cabezal<br />
Avances <strong>de</strong> trabajo<br />
Avances rápidos X/Y/Z<br />
Peso máquina<br />
Mant<strong>en</strong>imi<strong>en</strong>to <strong>de</strong> Troqu<strong>el</strong>es<br />
Para que la transformación <strong>de</strong> la lámina <strong>de</strong><br />
acero <strong>de</strong> una carrocería se <strong>de</strong>sarrolle <strong>de</strong> manera<br />
efici<strong>en</strong>te, se requiere una bu<strong>en</strong>a base <strong>en</strong> la línea<br />
<strong>de</strong> estampado y corte. La clave está <strong>en</strong> abastecer<br />
<strong>de</strong> manera continua las áreas sigui<strong>en</strong>tes y reducir<br />
al mínimo las pérdidas <strong>de</strong> material. La planta <strong>de</strong><br />
estampado <strong>de</strong>be cumplir un requisito <strong>en</strong> particular:<br />
que los distintos segm<strong>en</strong>tos <strong>de</strong> maquinaria<br />
actú<strong>en</strong> perfectam<strong>en</strong>te coordinados <strong>en</strong>tre sí. Para<br />
<strong>el</strong>lo es muy importante contar con un exc<strong>el</strong><strong>en</strong>te<br />
equipo para <strong>el</strong> mant<strong>en</strong>imi<strong>en</strong>to <strong>de</strong> los mol<strong>de</strong>s y<br />
matrices, empleadas <strong>en</strong> las gigantescas pr<strong>en</strong>sas<br />
Foto: Cortesía: IMOCOM<br />
<strong>de</strong> estampado.<br />
En este caso, <strong>Zoficol</strong> utiliza un c<strong>en</strong>tro <strong>de</strong> mecanizado Hartford mo<strong>de</strong>lo Amz-6350SG, único <strong>en</strong> <strong>el</strong> país, <strong>de</strong><br />
doble columna y <strong>de</strong> estructura reforzada para soportar gran<strong>de</strong>s cargas. Este equipo, provisto por la compañía<br />
IMOCOM, pue<strong>de</strong> mover hasta 4 ejes <strong>de</strong> manera simultánea e incorporar difer<strong>en</strong>tes tipos <strong>de</strong> cabezales tales<br />
como angulares a 45 y 90 grados, universales manuales y automáticos. A<strong>de</strong>más, cu<strong>en</strong>ta con un husillo BT<br />
50, que permite fresar con herrami<strong>en</strong>tas <strong>de</strong> gran dim<strong>en</strong>sión.<br />
Su construcción, fuertem<strong>en</strong>te dim<strong>en</strong>sionada y nervada interiorm<strong>en</strong>te con doble columna, permite total confianza<br />
<strong>en</strong> los recorridos transversales superiores a 1200 mm.<br />
25.000 kg.<br />
6.000 mm x 3000 mm.<br />
29 mm.<br />
200 mm.<br />
225 – 1295 mm<br />
6.050 mm<br />
3.560 mm.<br />
1070 mm<br />
30 HP<br />
6.000 rpm.<br />
1 - 5.000 mm/min.<br />
8/15/12 m/min<br />
86.000 Kg.<br />
• M.A: ¿Cuántos operadores <strong>de</strong> estampado<br />
se necesitan y qué tipo<br />
<strong>de</strong> capacitación recibieron<br />
• E.C: Las pr<strong>en</strong>sas y <strong>de</strong>más equipos<br />
<strong>de</strong>l área <strong>de</strong> estampado <strong>de</strong> <strong>Zoficol</strong><br />
se diseñaron para ser trabajadas <strong>en</strong><br />
tres turnos.<br />
Los troqu<strong>el</strong>es progresivos que se emplean para manufacturar los<br />
pan<strong>el</strong>es <strong>de</strong> las carrocerías ti<strong>en</strong><strong>en</strong> un peso <strong>de</strong> <strong>en</strong>tre 6 y 40 ton<strong>el</strong>adas.<br />
WWW.METALACTUAL.COM
ENTREVISTA<br />
11<br />
Personal coreano asiste y realiza control <strong>de</strong> calidad <strong>en</strong> <strong>Zoficol</strong>.<br />
• Actualm<strong>en</strong>te, hay ocho operadores<br />
<strong>en</strong>tr<strong>en</strong>ados, tres <strong>de</strong> <strong>el</strong>los con<br />
cuatro meses <strong>de</strong> <strong>en</strong>tr<strong>en</strong>ami<strong>en</strong>to <strong>en</strong><br />
Brasil. Yo también estuve dos años<br />
<strong>en</strong> la planta <strong>de</strong> São Paulo; <strong>el</strong> primer<br />
año <strong>en</strong> <strong>el</strong> área <strong>de</strong> <strong>en</strong>samble g<strong>en</strong>eral<br />
y <strong>el</strong> sigui<strong>en</strong>te <strong>en</strong> estampado. Así<br />
mismo, t<strong>en</strong>emos personal <strong>en</strong>tr<strong>en</strong>ado<br />
para manipular <strong>el</strong> pu<strong>en</strong>te grúa,<br />
para realizar <strong>el</strong> mant<strong>en</strong>imi<strong>en</strong>to <strong>de</strong><br />
los troqu<strong>el</strong>es y para todo <strong>el</strong> sistema<br />
automatizado. Contamos con<br />
equipos expertos <strong>de</strong> Corea y Brasil,<br />
qui<strong>en</strong>es asist<strong>en</strong> <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong>l<br />
proceso <strong>en</strong> Colombia.<br />
instaló con una inversión <strong>de</strong>l or<strong>de</strong>n<br />
<strong>de</strong> US$2 millones y con una capacidad<br />
<strong>de</strong> soldar 125.000 cabinas al<br />
año. Los programas computarizados<br />
<strong>de</strong> control se hicieron con gran participación<br />
<strong>de</strong> técnicos nacionales.<br />
Los robots provi<strong>en</strong><strong>en</strong> <strong>de</strong> Japón, las<br />
mesas y localizadores <strong>de</strong> soldadura<br />
<strong>de</strong> Brasil, y <strong>el</strong> sistema <strong>de</strong> transporte<br />
ha sido <strong>de</strong>sarrollado por proveedores<br />
locales. La programación <strong>de</strong> la<br />
c<strong>el</strong>da robotizada e integración con<br />
<strong>el</strong> sistema <strong>de</strong> transporte automático<br />
se realizó con ing<strong>en</strong>iería brasilera y<br />
colombiana, todo bajo estándares<br />
corporativos <strong>de</strong> G<strong>en</strong>eral Motors<br />
que garantizan la precisión y calidad<br />
<strong>en</strong> <strong>el</strong> proceso <strong>de</strong> soldadura.<br />
Las nuevas tecnologías tra<strong>en</strong> mayor<br />
confiabilidad r<strong>el</strong>acionadas con la<br />
calidad, mayor productividad y <strong>en</strong><br />
todos los casos más seguridad para<br />
las personas involucradas, ya que se<br />
mejora las ayudas ergonómicas.<br />
Los robots <strong>de</strong> soldadura realizan<br />
procesos GMAW MIG/MAG, con<br />
CO 2 , y soldadura <strong>de</strong> punto, <strong>de</strong><br />
acuerdo al programa computarizado<br />
establecido para cada cabina. El<br />
sistema ti<strong>en</strong>e la v<strong>en</strong>taja <strong>de</strong> no requerir<br />
cambios <strong>de</strong> pistola.<br />
Con una inversión <strong>de</strong> aproximadam<strong>en</strong>te<br />
US$2.7 millones e ing<strong>en</strong>iería<br />
colombiana se diseñó, fabricó<br />
e instaló una línea e pintura con<br />
una capacidad <strong>de</strong> 21 unida<strong>de</strong>s por<br />
hora, don<strong>de</strong> se da <strong>el</strong> acabado metálico<br />
<strong>de</strong> la cabina <strong>de</strong> automóvil y<br />
posteriorm<strong>en</strong>te se almac<strong>en</strong>a <strong>en</strong> un<br />
banco s<strong>el</strong>ectivo automático (63 cabinas)<br />
para secu<strong>en</strong>ciar las unida<strong>de</strong>s<br />
al sigui<strong>en</strong>te proceso, pintura según<br />
<strong>el</strong> programa <strong>de</strong> producción.<br />
• M.A: ¿En <strong>el</strong> marco <strong>de</strong> la reconversión<br />
industrial. Qué otros <strong>de</strong>sarrollos<br />
se han implem<strong>en</strong>tado y <strong>en</strong> qué<br />
áreas<br />
• E.C: La productividad <strong>de</strong> la compañía<br />
<strong>de</strong>p<strong>en</strong><strong>de</strong> <strong>en</strong> gran medida <strong>de</strong> la coordinación<br />
y precisión con las <strong>de</strong>más<br />
áreas <strong>de</strong> la producción (soldadura,<br />
<strong>en</strong>samble y pintura) y <strong>de</strong> su perfecta<br />
interacción. Por esta razón, GM Colmotores<br />
ha iniciado un proceso para<br />
la mo<strong>de</strong>rnización tecnológica <strong>en</strong>caminado<br />
hacia la automatización <strong>de</strong><br />
la planta <strong>en</strong>sambladora.<br />
Por ejemplo, la nueva c<strong>el</strong>da automática<br />
<strong>de</strong> soldadura <strong>de</strong> punto,<br />
está compuesta por seis robots y se<br />
WWW.METALACTUAL.COM
12<br />
ENTREVISTA<br />
A<strong>de</strong>más fue automatizada toda la<br />
línea <strong>de</strong> movimi<strong>en</strong>to, con dispositivos<br />
<strong>el</strong>ectrónicos, posicionadores,<br />
s<strong>en</strong>sores y equipos completam<strong>en</strong>te<br />
automáticos <strong>de</strong> “conveyor” (instalaciones<br />
<strong>de</strong> movimi<strong>en</strong>to continuo<br />
que permit<strong>en</strong> transportar merca<strong>de</strong>ría<br />
<strong>de</strong> un punto a otro). Antes,<br />
para trasladar las cabinas <strong>de</strong> una<br />
línea a otra, las empujábamos nosotros<br />
mismos. En algunos casos,<br />
principalm<strong>en</strong>te <strong>en</strong> <strong>el</strong> área <strong>de</strong> pisos,<br />
estamos implem<strong>en</strong>tando algunos<br />
procesos <strong>de</strong> soldadura semiautomática,<br />
<strong>en</strong> <strong>el</strong> que la unión se realiza<br />
con minipistolas que aplican<br />
puntos <strong>en</strong> secciones específicas.<br />
Aunque todavía hay algunos procesos<br />
manuales, a futuro la i<strong>de</strong>a es<br />
continuar con la automatización.<br />
• M.A: ¿En <strong>el</strong> proceso <strong>de</strong> pintura qué<br />
avances hay<br />
• E.C: Hace un par <strong>de</strong> años, GM Colmotores<br />
realizó inversiones por<br />
US$18 millones <strong>en</strong> nuevos sistemas<br />
<strong>de</strong> pintura para asegurar la<br />
óptima resist<strong>en</strong>cia a la corrosión y<br />
exc<strong>el</strong><strong>en</strong>tes acabados. Con la nueva<br />
tecnología, todos los vehículos<br />
producidos cu<strong>en</strong>tan <strong>el</strong> recubrimi<strong>en</strong>to<br />
con pintura cataforética<br />
aplicada por <strong>el</strong>ectro<strong>de</strong>posición por<br />
<strong>el</strong> método Ro-Dip, lo cual aum<strong>en</strong>ta<br />
<strong>en</strong> 500 por ci<strong>en</strong>to la resist<strong>en</strong>cia a la<br />
corrosión. En los últimos siete años<br />
hemos realizado dos expansiones a<br />
este proceso para ampliar nuestra<br />
capacidad.<br />
La primera fase <strong>de</strong>l proceso consiste<br />
<strong>en</strong> <strong>el</strong> pretratami<strong>en</strong>to <strong>de</strong> la carrocería<br />
por inmersión y aspersión <strong>en</strong><br />
diez baños <strong>de</strong>s<strong>en</strong>grasantes y activadores,<br />
se fosfatiza (fosfato <strong>de</strong> zinc)<br />
y s<strong>el</strong>la <strong>en</strong> su totalidad, incluy<strong>en</strong>do<br />
las partes internas, las secciones<br />
cerradas, etc. Estos baños, a<strong>de</strong>más<br />
<strong>de</strong> preparar la carrocería para los<br />
procesos sigui<strong>en</strong>tes, mejoran las<br />
características anticorrosivas y aseguran<br />
la perfecta adher<strong>en</strong>cia <strong>de</strong> los<br />
procedimi<strong>en</strong>tos posteriores.<br />
En <strong>el</strong> sistema <strong>de</strong> fosfato rotatorio<br />
Ro-Dip, la carrocería <strong>en</strong>tra <strong>en</strong> un<br />
tanque y realiza un movimi<strong>en</strong>to<br />
rotatorio lo que garantiza un lavado<br />
y revestimi<strong>en</strong>to uniformes. La<br />
tecnología Ro-Dip proporciona así<br />
una protección óptima contra la<br />
corrosión y, a<strong>de</strong>más, una efici<strong>en</strong>te<br />
distribución <strong>de</strong> los equipos <strong>en</strong><br />
cuanto a requerimi<strong>en</strong>tos <strong>de</strong> espacio<br />
y consumo <strong>de</strong> materiales, ya<br />
que permite prescindir <strong>de</strong> tanques<br />
<strong>de</strong> inmersión y rampas <strong>de</strong> dr<strong>en</strong>aje,<br />
ahorrando espacios <strong>en</strong> la planta.<br />
A continuación, la carrocería se<br />
procesa <strong>en</strong> <strong>el</strong> sistema ELPO (pintura<br />
cataforética aplicada por Electro<strong>de</strong>posición),<br />
mediante <strong>el</strong> sumergimi<strong>en</strong>to<br />
<strong>en</strong> un baño <strong>de</strong> resinas<br />
epóxicas y pigm<strong>en</strong>tos anticorrosivos<br />
por un procedimi<strong>en</strong>to <strong>el</strong>ectrolítico.<br />
Allí, tanto la carrocería como<br />
la pintura se cargan <strong>el</strong>éctricam<strong>en</strong>te,<br />
con lo que se inicia la reacción<br />
<strong>el</strong>ectroquímica que recubre todas<br />
las superficies, internas y externas,<br />
con otra capa anticorrosiva <strong>de</strong><br />
alta resist<strong>en</strong>cia y uniformidad, que<br />
protegerán <strong>el</strong> vehículo contra los<br />
ag<strong>en</strong>tes corrosivos <strong>de</strong>l ambi<strong>en</strong>te.<br />
Este proceso es totalm<strong>en</strong>te automático<br />
y computarizado, y se controlan<br />
todos los parámetros que<br />
garantizan la calidad. Para que <strong>el</strong><br />
ELPO adquiera la resist<strong>en</strong>cia final,<br />
la cabina se pasa a un horno durante<br />
30 minutos, con lo que se logra<br />
la polimerización <strong>de</strong> los baños <strong>el</strong>ectroquímicos.<br />
Después la carrocería<br />
se <strong>en</strong>juaga con permeato (o ultrafiltrado),<br />
que remueve los exce<strong>de</strong>ntes<br />
<strong>de</strong> resinas o pigm<strong>en</strong>tos y da<br />
una superficie lista para recibir <strong>el</strong><br />
praimer o fondo <strong>de</strong>l color final. Finalm<strong>en</strong>te,<br />
se aplica <strong>el</strong> color (mate)<br />
y <strong>el</strong> barniz.<br />
• M.A: ¿Cuál es la expectativa que<br />
g<strong>en</strong>era este proyecto<br />
• E.C: Tal como lo afirmó, nuestro<br />
presi<strong>de</strong>nte, Jorge Mejía: estamos<br />
orgullosos <strong>de</strong> haber empr<strong>en</strong>dido<br />
este proyecto, para convertirnos <strong>en</strong><br />
<strong>el</strong> primer fabricante <strong>de</strong> piezas para<br />
carrocerías <strong>de</strong> vehículos <strong>de</strong>l país.<br />
Con esto aspiramos a continuar<br />
alcanzando los niv<strong>el</strong>es <strong>de</strong> competitividad<br />
que nos permitan no sólo<br />
respon<strong>de</strong>r al actual mo<strong>de</strong>lo económico<br />
<strong>de</strong>l país, sino buscar posibles<br />
mercados <strong>en</strong> <strong>el</strong> exterior.<br />
Fotografía y edición<br />
• Camilo Marín Villar. Editor Metal Actual<br />
WWW.METALACTUAL.COM