

CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
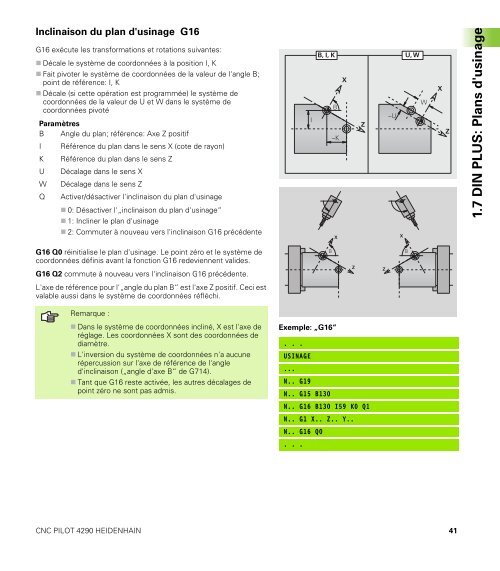
Inclinaison du plan d'usinage G16<br />
G16 exécute les transformations <strong>et</strong> rotations suivantes:<br />
Décale le système de coordonnées à la position I, K<br />
Fait pivoter le système de coordonnées de la valeur de l'angle B;<br />
point de référence: I, K<br />
Décale (si c<strong>et</strong>te opération est programmée) le système de<br />
coordonnées de la valeur de U <strong>et</strong> W dans le système de<br />
coordonnées pivoté<br />
Paramètres<br />
B Angle du plan; référence: Axe Z positif<br />
I Référence du plan dans le sens X (cote de rayon)<br />
K Référence du plan dans le sens Z<br />
U Décalage dans le sens X<br />
W Décalage dans le sens Z<br />
Q Activer/désactiver l'inclinaison du plan d'usinage<br />
0: Désactiver l'„inclinaison du plan d'usinage“<br />
1: Incliner le plan d'usinage<br />
2: Commuter à nouveau vers l'inclinaison G16 précédente<br />
G16 Q0 réinitialise le plan d'usinage. Le point zéro <strong>et</strong> le système de<br />
coordonnées définis avant la fonction G16 redeviennent valides.<br />
G16 Q2 commute à nouveau vers l'inclinaison G16 précédente.<br />
L'axe de référence pour l'„angle du plan B“ est l'axe Z positif. Ceci est<br />
valable aussi dans le système de coordonnées réfléchi.<br />
Remarque :<br />
Dans le système de coordonnées incliné, X est l'axe de<br />
réglage. Les coordonnées X sont des coordonnées de<br />
diamètre.<br />
L'inversion du système de coordonnées n'a aucune<br />
répercussion sur l'axe de référence de l'angle<br />
d'inclinaison („angle d'axe B“ de G714).<br />
Tant que G16 reste activée, les autres décalages de<br />
point zéro ne sont pas admis.<br />
Exemple: „G16“<br />
<strong>CNC</strong> <strong>PILOT</strong> <strong>4290</strong> HEIDENHAIN 41<br />
. . .<br />
USINAGE<br />
...<br />
N.. G19<br />
N.. G15 B130<br />
N.. G16 B130 I59 K0 Q1<br />
N.. G1 X.. Z.. Y..<br />
N.. G16 Q0<br />
. . .<br />
I<br />
B, I, K<br />
B<br />
B<br />
–K<br />
X<br />
X<br />
Z<br />
Z<br />
Z<br />
–U<br />
X<br />
U, W<br />
B<br />
W<br />
X<br />
Z<br />
1.7 DIN PLUS: Plans d'usinage














