

CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
1.10 DIN PLUS: Déplacements<br />
linéaires <strong>et</strong> circulaires<br />
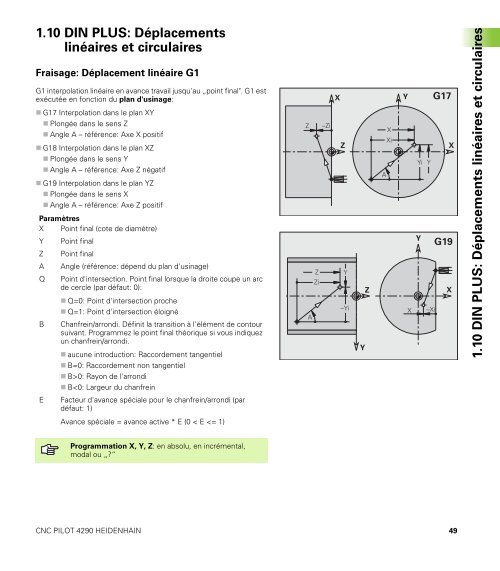
Fraisage: Déplacement linéaire G1<br />
G1 interpolation linéaire en avance travail jusqu'au „point final". G1 est<br />
exécutée en fonction du plan d'usinage:<br />
G17 Interpolation dans le plan XY<br />
Plongée dans le sens Z<br />
Angle A – référence: Axe X positif<br />
G18 Interpolation dans le plan XZ<br />
Plongée dans le sens Y<br />
Angle A – référence: Axe Z négatif<br />
G19 Interpolation dans le plan YZ<br />
Plongée dans le sens X<br />
Angle A – référence: Axe Z positif<br />
Paramètres<br />
X Point final (cote de diamètre)<br />
Y Point final<br />
Z Point final<br />
A Angle (référence: dépend du plan d'usinage)<br />
Q Point d'intersection. Point final lorsque la droite coupe un arc<br />
de cercle (par défaut: 0):<br />
Q=0: Point d'intersection proche<br />
Q=1: Point d'intersection éloigné<br />
B Chanfrein/arrondi. Définit la transition à l'élément de contour<br />
suivant. Programmez le point final théorique si vous indiquez<br />
un chanfrein/arrondi.<br />
aucune introduction: Raccordement tangentiel<br />
B=0: Raccordement non tangentiel<br />
B>0: Rayon de l'arrondi<br />
B














