

CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Axes B et Y - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
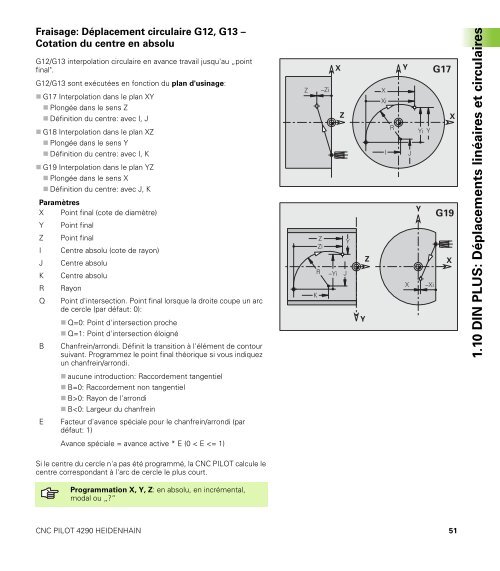
Fraisage: Déplacement circulaire G12, G13 –<br />
Cotation du centre en absolu<br />
G12/G13 interpolation circulaire en avance travail jusqu'au „point<br />
final".<br />
G12/G13 sont exécutées en fonction du plan d'usinage:<br />
G17 Interpolation dans le plan XY<br />
Plongée dans le sens Z<br />
Définition du centre: avec I, J<br />
G18 Interpolation dans le plan XZ<br />
Plongée dans le sens Y<br />
Définition du centre: avec I, K<br />
G19 Interpolation dans le plan YZ<br />
Plongée dans le sens X<br />
Définition du centre: avec J, K<br />
Paramètres<br />
X Point final (cote de diamètre)<br />
Y Point final<br />
Z Point final<br />
I Centre absolu (cote de rayon)<br />
J Centre absolu<br />
K Centre absolu<br />
R Rayon<br />
Q Point d'intersection. Point final lorsque la droite coupe un arc<br />
de cercle (par défaut: 0):<br />
Q=0: Point d'intersection proche<br />
Q=1: Point d'intersection éloigné<br />
B Chanfrein/arrondi. Définit la transition à l'élément de contour<br />
suivant. Programmez le point final théorique si vous indiquez<br />
un chanfrein/arrondi.<br />
aucune introduction: Raccordement tangentiel<br />
B=0: Raccordement non tangentiel<br />
B>0: Rayon de l'arrondi<br />
B














