Aromatici - Treccani
Aromatici - Treccani
Aromatici - Treccani

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
10.6.1 Produzione e uso<br />
degli aromatici<br />
Introduzione<br />
Un complesso per la produzione di aromatici è un<br />
insieme di unità di processo in grado di convertire la<br />
naphtha di petrolio e la benzina di pirolisi (pygas) negli<br />
intermedi petrolchimici fondamentali: Benzene Toluene<br />
e Xileni (BTX). Il benzene è un ‘mattone’ petrolchimico<br />
molto versatile utilizzato nella fabbricazione di<br />
oltre 250 differenti prodotti. I più importanti derivati del<br />
benzene sono l’etilbenzene, il cumene e il cicloesano. Il<br />
gruppo degli xileni, noti anche come xileni misti, è presente<br />
nella frazione C 8 , formata da quattro diversi isomeri<br />
aromatici: il p-xilene, l’o-xilene, il m-xilene e l’etilbenzene.<br />
Gli xileni misti sono impiegati in piccole<br />
quantità per la produzione di solventi, ma la maggior<br />
parte di essi è sottoposta a ulteriori processi all’interno<br />
del complesso, allo scopo di ottenere uno o più singoli<br />
isomeri. Il più importante isomero aromatico C 8 è il<br />
p-xilene, utilizzato quasi esclusivamente per la produzione<br />
di fibre, resine e pellicole a base di poliesteri. Negli<br />
ultimi anni, il mercato delle fibre poliesteri ha registrato<br />
tassi di crescita del 5-6% l’anno e quello delle resine<br />
tassi tra il 10 e il 15% l’anno, in seguito alla diffusione<br />
dei contenitori in PET (polietilentereftalato). Una piccola<br />
percentuale del toluene prodotto viene recuperato<br />
per la fabbricazione di solventi e derivati, ma la maggior<br />
parte di questa sostanza è utilizzata per produrre benzene<br />
e xileni. Il toluene sta assumendo un ruolo sempre<br />
più importante nella produzione di xileni, attraverso i<br />
processi di disproporzionamento del toluene e di transalchilazione<br />
con gli aromatici C 9 .<br />
I complessi per la produzione di aromatici possono<br />
avere diverse configurazioni. Il complesso più semplice<br />
produce solo benzene, toluene e xileni misti ed è composto<br />
dalle seguenti unità di processo principali: trattamento<br />
con idrogeno della naphtha per rimuovere zolfo<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
10.6<br />
<strong>Aromatici</strong><br />
e azoto; reforming catalitico per la produzione di aromatici<br />
dalla naphtha; estrazione degli aromatici per la<br />
produzione di BTX.<br />
Tuttavia, i complessi per la produzione di aromatici<br />
più moderni sono progettati in modo da massimizzare<br />
la resa di benzene, p-xilene e, a volte, o-xilene. Circa<br />
la metà dei complessi della UOP (Universal Oil Products)<br />
esistenti è configurata per produrre sia p-xilene<br />
sia o-xilene. I più recenti sono dotati, in aggiunta alle<br />
unità già menzionate, dei seguenti impianti principali:<br />
estrazione del p-xilene per separarlo dai suoi isomeri;<br />
isomerizzazione degli xileni per la produzione di una<br />
miscela equilibrata di isomeri; transalchilazione degli<br />
aromatici C 9 e del toluene per la produzione di xileni e<br />
benzene.<br />
Un complesso per la produzione di aromatici può<br />
essere configurato in molti modi diversi, a seconda dei<br />
tipi di alimentazione disponibili, dei prodotti che si desidera<br />
ottenere e dell’ammontare del capitale disponibile.<br />
Questa ampia flessibilità consente di variare la gamma<br />
di prodotti per venire incontro alle esigenze di lavorazione<br />
a valle.<br />
Considerazioni sulla carica<br />
Un complesso per la produzione di aromatici può<br />
essere alimentato con una qualsiasi di queste correnti:<br />
naphtha di prima distillazione; naphtha da hydrocracking;<br />
xileni misti; benzina di pirolisi; olio leggero di coking;<br />
condensato; Gas di Petrolio Liquefatti (GPL).<br />
La naphtha di petrolio è di gran lunga l’alimentazione<br />
più utilizzata per la produzione di aromatici. La<br />
naphtha da reforming, o riformato, incide per il 70% sul<br />
totale della produzione mondiale dei BTX. Il pygas sottoprodotto<br />
nella fabbricazione dell’etilene costituisce la<br />
seconda fonte per importanza, con il 23%. I liquidi da<br />
carbone prodotti nei forni da coke coprono il restante<br />
7%. Il pygas e i liquidi da carbone sono fonti importanti<br />
di benzene, che è possibile utilizzare direttamente per<br />
591
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
produrre benzene oppure mescolare al riformato per alimentare<br />
un complesso integrato per la produzione di<br />
aromatici. Anche gli xileni misti sono molto richiesti dall’industria,<br />
dove vengono utilizzati per alimentare un circuito<br />
Parex-Isomar autonomo o come carica supplementare<br />
per un complesso integrato.<br />
Processo Platforming CCR<br />
Il processo Platforming CCR (Continuous Catalytic<br />
Reformer, unità di reforming catalitico continuo) è<br />
utilizzato attualmente dalle industrie petrolifere e petrolchimiche<br />
di tutto il mondo per produrre aromatici<br />
dai nafteni e dalle paraffine, da utilizzare come carburante<br />
per motori o come fonte di componenti aromatici<br />
specifici. Nella produzione di aromatici, la carica<br />
di naphtha è ristretta in genere alla frazione C 6 -C 9 ,<br />
per favorire al massimo la produzione di benzene, toluene<br />
e xileni.<br />
La distribuzione delle classi di idrocarburi (paraffine,<br />
nafteni e aromatici) determina la possibilità di riformare<br />
più o meno facilmente i diversi tipi di benzina. I<br />
componenti aromatici attraversano l’unità di reforming<br />
relativamente inalterati. I nafteni si trasformano rapidamente<br />
ed efficacemente in aromatici, mentre le paraffine<br />
reagiscono in un tempo più lungo e con minore<br />
selettività.<br />
Chimica del processo<br />
Le principali reazioni che consentono di ottenere i<br />
prodotti desiderati sono quattro: deidrociclizzazione<br />
delle paraffine e loro trasformazione in anelli a 5 atomi;<br />
isomerizzazione degli anelli a 5 atomi, con la formazione<br />
di anelli a 6 atomi; deidrogenazione degli anelli<br />
a 6 atomi e loro trasformazione in aromatici; hydrocracking<br />
degli idrocarburi più pesanti e formazione di<br />
idrocarburi più leggeri. La funzione dell’unità di reforming<br />
è quella di convertire efficacemente le paraffine e<br />
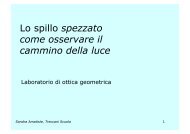
rigeneratore<br />
CCR<br />
catalizzatore<br />
rigenerato<br />
catalizzatore<br />
esausto<br />
reattori<br />
sovrapposti<br />
fig. 1. Processo Platforming CCR.<br />
forni<br />
carica di<br />
naphtha trattata<br />
scambiatore<br />
termico della<br />
miscela di<br />
alimentazione<br />
i nafteni in aromatici, riducendo al minimo gli episodi<br />
di rottura dell’anello o di cracking.<br />
Descrizione del processo<br />
La carica di naphtha trattata con idrogeno è mescolata<br />
al gas di riciclo ricco in H 2 e riscaldata mediante<br />
scambio termico con l’effluente del reattore (fig. 1). La<br />
miscela di alimentazione viene quindi portata alla temperatura<br />
di reazione nel forno di riscaldamento e inviata<br />
alla sezione di reazione, composta generalmente da<br />
quattro reattori adiabatici a flusso radiale disposti in serie<br />
in senso verticale. Mentre il catalizzatore fluisce verticalmente<br />
verso il basso lungo la pila dei reattori per forza<br />
di gravità, la carica fluisce radialmente lungo i letti catalitici<br />
anulari. Data la predominanza di reazioni endotermiche,<br />
prima del passaggio al reattore successivo è necessario<br />
riportare la carica a temperatura di reazione in appositi<br />
forni intermedi. Il gas dei forni è utilizzato di solito<br />
per produrre vapore ad alta pressione, ma sono possibili<br />
anche altre forme di integrazione termica.<br />
L’effluente dall’ultimo reattore è sottoposto a scambio<br />
termico con la miscela di alimentazione, raffreddato<br />
e scomposto in prodotti liquidi e vapore in un separatore.<br />
La fase vapore è ricca di idrogeno, una parte del<br />
quale viene compressa e inviata di nuovo ai reattori per<br />
essere riciclata. Il rimanente gas ricco in H 2 viene compresso<br />
e mescolato alla fase liquida da separatore, per<br />
essere trasferito alla sezione di recupero del prodotto.<br />
Una progettazione ottimale di questa sezione consente<br />
di ottenere le prestazioni desiderate. Il prodotto liquido<br />
dalla sezione di recupero è inviato poi a uno stabilizzatore,<br />
dove i componenti saturi leggeri vengono<br />
separati dal riformato ricco in aromatici. Dopo un certo<br />
tempo di attività alle condizioni di reazione, sul catalizzatore<br />
Platforming si formano dei depositi di coke.<br />
Il catalizzatore parzialmente disattivato è estratto in<br />
continuazione dal fondo dell’ultimo reattore e inviato<br />
compressore<br />
del gas di rete<br />
gas di rete ricco in H 2 gas<br />
combustibile<br />
residui leggeri<br />
stabilizzatore<br />
riformato<br />
ricco in aromatici<br />
592 ENCICLOPEDIA DEGLI IDROCARBURI<br />
separatore
al rigeneratore CCR. Il catalizzatore scende attraverso<br />
il rigeneratore, dove i depositi carboniosi sono bruciati<br />
e i livelli di umidità e di cloruri ricondotti nella norma.<br />
Il catalizzatore rigenerato è sollevato con idrogeno alla<br />
sommità del reattore. Dato che le sezioni di reazione e<br />
di rigenerazione sono separate tra loro, ognuna di esse<br />
è in grado di operare alle proprie condizioni ottimali.<br />
Inoltre è possibile arrestare temporaneamente la sezione<br />
di rigenerazione per interventi di manutenzione,<br />
senza compromettere l’operatività delle sezioni di reazione<br />
e di recupero.<br />
Prestazioni del processo<br />
La conoscenza della chimica del processo consente<br />
di comprendere le cause della perdita di resa liquida volumetrica<br />
che si verifica nella zona di reazione. La perdita<br />
di resa dipende da due fattori: una contrazione naturale,<br />
causata dalla maggiore densità del prodotto aromatico,<br />
e la formazione di prodotti leggeri e meno pregiati,<br />
dovuta al verificarsi di reazioni di cracking.<br />
La conversione in aromatici di nafteni e paraffine<br />
causa un incremento della densità del materiale di reazione.<br />
La fig. 2 mostra la conversione volumetrica di<br />
una naphtha povera e di una ricca nel corso del processo<br />
Platforming. La naphtha povera è quella con un elevato<br />
contenuto di paraffina della carica, di solito superiore<br />
al 65%. La naphtha ricca presenta un contenuto di<br />
paraffina più basso e una minore differenza di densità<br />
tra la carica e il riformato. Il sistema catalitico non è in<br />
grado di controllare la diminuzione volumetrica delle<br />
rese causata dalla maggiore densità degli aromatici. Tuttavia,<br />
diminuendo le reazioni di hydrocracking, i sistemi<br />
catalici selettivi riescono a limitare drasticamente la<br />
perdita di resa. Abbinando a un sistema catalitico selettivo<br />
condizioni di reazione ottimali è possibile migliorare<br />
la selettività della reazione catalitica e impedire le<br />
reazioni di hydrocracking, due premesse fondamentali<br />
per raggiungere il livello massimo delle rese di idrogeno<br />
e di aromatici.<br />
naphtha<br />
povera riformato<br />
P<br />
N<br />
A<br />
N<br />
da P<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
P<br />
A<br />
perdita<br />
da N<br />
da A<br />
fig. 2. Reazioni del processo Platforming.<br />
P, paraffina; N, nafteni; A, aromatici.<br />
naphtha<br />
ricca riformato<br />
perdita<br />
P<br />
N<br />
A<br />
P<br />
A<br />
N<br />
da P<br />
da N<br />
da A<br />
AROMATICI<br />
È ben noto che le rese di un sistema di reforming<br />
catalitico sono favorite dalle basse pressioni operative.<br />
A partire dalla metà degli anni Ottanta la composizione<br />
dei catalizzatori e l’abbassamento delle pressioni operative<br />
hanno registrato notevoli passi in avanti. A pressioni<br />
operative effettive del reattore di 3,510 5 Pa (50<br />
psi), tipiche degli ultimi progetti e delle più recenti iniziative<br />
industriali della UOP, il livello di selettività delle<br />
reazioni più difficili è migliorato in modo evidente. In<br />
tali condizioni, le selettività di reazione per le classi di<br />
paraffine più pesanti e per quelle di nafteni con anelli a<br />
5 e 6 atomi vanno dall’80 al 100%. Grazie all’abbassamento<br />
delle pressioni operative e all’impiego delle più<br />
avanzate tecnologie nel campo dei catalizzatori, si è riusciti<br />
a ridurre drasticamente il divario tra rese reali e rese<br />
teoriche.<br />
Le basse pressioni operative aumentano tuttavia la<br />
velocità di formazione di depositi di coke sul catalizzatore<br />
e alla fine possono causare un calo delle prestazioni.<br />
Questo problema è stato risolto nel 1971 con l’avvio<br />
della prima unità di rigenerazione CCR del mondo, progettata<br />
e realizzata dalla UOP. Negli anni trascorsi dall’avvio<br />
di questa prima unità, la UOP ha continuato a<br />
migliorare e a espandere le capacità di rigenerazione dei<br />
suoi impianti per mantenere il sistema di rigenerazione<br />
CCR al passo con le esigenze della sezione di reazione.<br />
Processo Cyclar<br />
Il processo Cyclar converte direttamente i GPL in un<br />
prodotto liquido aromatico, con un’unica operazione. La<br />
UOP ha sviluppato, in collaborazione con un’altra società,<br />
il processo Cyclar, espandendo l’uso dei GPL alla produzione<br />
di aromatici petrolchimici pregiati. I GPL sono<br />
costituiti principalmente dalla frazione propano e butano<br />
ricavata dai giacimenti di olio e di gas e dai processi<br />
di raffinazione del petrolio. Il prezzo relativamente basso<br />
dei GPL e la loro abbondanza ne fanno un’alimentazione<br />
ideale per le applicazioni petrolchimiche. La produzione<br />
di benzene, toluene e xileni avviene oggi principalmente<br />
attraverso il reforming catalitico della naphtha<br />
di petrolio. Tuttavia, la forte domanda di naphtha da parte<br />
dei produttori di benzina e delle industrie petrolchimiche,<br />
abbinata alle crescenti difficoltà di approvvigionamento,<br />
fa prevedere un aumento di prezzo di questa fonte.<br />
Il processo Cyclar offre un’opportunità unica di produrre<br />
BTX con un grado di purezza petrolchimico da una carica<br />
meno pregiata e può essere utilizzato sui luoghi di<br />
produzione per convertire i GPL in eccesso in un prodotto<br />
liquido trasportabile in oleodotto.<br />
Chimica del processo<br />
Il processo Cyclar converte direttamente i GPL in<br />
prodotto liquido aromatico con una singola operazione.<br />
Questa reazione, termodinamicamente favorita da temperature<br />
superiori a 425 °C, è chiamata generalmente<br />
593
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
deidrociclodimerizzazione. Lo stadio che limita la velocità<br />
del processo è la deidrogenazione delle paraffine<br />
leggere (propano e butani) a olefine. Una volta create,<br />
le olefine, estremamente reattive, oligomerizzano formando<br />
intermedi a maggior numero di atomi di C, che<br />
a loro volta si convertono rapidamente in componenti<br />
ciclici, i nafteni. Tutte queste reazioni – deidrogenazione,<br />
oligomerizzazione e ciclizzazione – richiedono un<br />
catalizzatore con proprietà acide.<br />
Le fasi conclusive della reazione sono la deidrogenazione<br />
dei nafteni e la loro conversione nei corrispondenti<br />
aromatici. Le condizioni operative del processo<br />
Cyclar sono estremamente favorevoli a questa<br />
reazione, che si conclude con una conversione virtualmente<br />
completa dei nafteni. Gli intermedi possono anche<br />
subire una reazione collaterale di hydrocracking con<br />
formazione di metano ed etano e conseguente perdita<br />
di resa. La carica può comprendere anche paraffine più<br />
pesanti, come i pentani. Le unità Cyclar operano una<br />
conversione quasi completa di olefine e pentani, purché<br />
siano state progettate a questo scopo, tenendo conto<br />
che questo tipo di carica comporta un’accelerazione<br />
nell’accumulo di coke sul catalizzatore rispetto a una<br />
carica formata esclusivamente di butano e propano.<br />
Anche se la sequenza di reazione include alcuni passaggi<br />
esotermici, la preponderanza delle reazioni di deidrogenazione<br />
rende complessivamente questo processo<br />
altamente endotermico, come si può facilmente intuire<br />
dal fatto che, per ogni mole di aromatici formata<br />
dalla conversione di propano o butano, vengono prodotte<br />
cinque moli di idrogeno.<br />
Descrizione del processo<br />
Il processo Cyclar è diviso in tre sezioni principali<br />
(fig. 3). La sezione di reazione è formata da una pila di<br />
reattori a flusso radiale, uno scambiatore per il riscaldamento<br />
della miscela di alimentazione, un forno di riscaldamento<br />
della carica e alcuni forni intermedi.<br />
La sezione di rigenerazione CCR comprende una<br />
colonna di rigenerazione e un sistema di trasferimento<br />
del catalizzatore. La sezione di recupero del prodotto<br />
è composta dalle colonne di separazione, compressione<br />
e stripping e dagli impianti di recupero del gas. Lo<br />
schema di flusso è simile a quello del processo Platforming<br />
CCR, ampiamente utilizzato in tutto il mondo per<br />
il reforming della naphtha di petrolio. La carica fresca<br />
e la corrente di riciclo sono miscelate tra loro e sottoposte<br />
a scambio termico con l’effluente del reattore. La<br />
carica viene portata poi alla temperatura di reazione nel<br />
forno di riscaldamento e inviata alla sezione di reazione,<br />
composta da quattro reattori adiabatici a flusso radiale,<br />
disposti l’uno sull’altro in una o più pile. Il flusso di<br />
catalizzatore scende per gravità lungo la pila, mentre la<br />
carica scorre in senso radiale attraverso i letti catalitici<br />
anulari. Durante il passaggio da un reattore a quello<br />
successivo, la carica è riportata alla temperatura di reazione<br />
in un forno intermedio. L’effluente dall’ultimo<br />
reattore è inviato a un separatore, dove è suddiviso in<br />
prodotti liquidi e in vapore. Il liquido è trasferito in una<br />
colonna di stripping in cui i componenti saturi leggeri<br />
vengono rimossi dal prodotto aromatico C 6 . Il vapore<br />
in uscita dal separatore è compresso e inviato alla<br />
sezione di recupero del gas, in genere un’unità criogenica,<br />
dove è suddiviso in un flusso di idrogeno puro al<br />
95%, un flusso di gas combustibile formato da saturi<br />
leggeri e un flusso di GPL di riciclo non convertiti.<br />
Dopo un certo periodo operativo, le prestazioni del<br />
catalizzatore Cyclar sono ridotte dalla formazione di depositi<br />
di coke. Il catalizzatore parzialmente disattivato è<br />
estratto in continuo dal fondo della pila di reazione e inviato<br />
all’unità di rigenerazione CCR. Il catalizzatore scende<br />
lungo la colonna di rigenerazione, dove i depositi di<br />
carbonio sono eliminati per combustione. Il catalizzatore<br />
rigenerato è sollevato con idrogeno sulla cima della<br />
pila di reazione. Poiché le sezioni di reazione e di rigenerazione<br />
sono separate, ciascuna di esse può operare alle<br />
proprie condizioni ottimali. Inoltre, è possibile arrestare<br />
temporaneamente la sezione di rigenerazione per interventi<br />
di manutenzione, senza compromettere l’operatività<br />
delle sezioni di reazione e di recupero del prodotto.<br />
Le principali variabili operative del processo Cyclar<br />
sono la temperatura, la velocità spaziale, la pressione e<br />
la composizione della carica. La temperatura deve essere<br />
abbastanza alta da assicurare una conversione quasi<br />
completa degli intermedi di reazione, in modo da ottenere<br />
un prodotto liquido praticamente privo di impurità<br />
non aromatiche, ma abbastanza bassa da minimizzare le<br />
reazioni termiche non selettive. La velocità spaziale è<br />
regolata in modo da ottimizzare la conversione entro questa<br />
gamma di temperature, per ottenere alte rese di prodotto<br />
riducendo al minimo i costi operativi. La pressione<br />
di reazione ha un impatto determinante sulle prestazioni<br />
del processo. Attualmente la UOP offre due versioni<br />
alternative del processo Cyclar. La versione a bassa pressione<br />
è consigliabile nei casi in cui sia necessaria la massima<br />
resa di aromatici. La versione ad alta pressione<br />
richiede la metà del catalizzatore rispetto all’altra ed è<br />
la più indicata quando prevalga l’esigenza di limitare al<br />
minimo gli investimenti e i costi operativi.<br />
Rese e qualità del prodotto<br />
I principali prodotti liquidi ottenibili dal processo<br />
Cyclar sono benzene, toluene, xileni e aromatici più<br />
pesanti. In linea generale, la resa di aromatici aumenta<br />
con il numero di atomi di carbonio della carica. Nelle<br />
operazioni a bassa pressione la resa totale di aromatici<br />
va dal 61% in peso della carica fresca con una carica di<br />
propano puro, al 66% con una di butano puro, con una<br />
corrispondente diminuzione della produzione di gas combustibile.<br />
Per le alimentazioni miste propano-butano ci<br />
594 ENCICLOPEDIA DEGLI IDROCARBURI
igeneratore<br />
CCR<br />
catalizzatore<br />
rigenerato<br />
fig. 3. Processo Cyclar.<br />
catalizzatore<br />
esausto<br />
reattori<br />
sovrapposti<br />
si può basare su un’interpolazione lineare di queste percentuali<br />
di resa. La distribuzione delle specie di butano<br />
nella carica non produce effetti sulla resa. La composizione<br />
della carica non influisce neppure sulla distribuzione<br />
delle specie aromatiche nel prodotto liquido. Dalle<br />
cariche di butano si ottiene un prodotto più povero di<br />
benzene e più ricco di xileni di quello che si ricava dal<br />
propano. Con entrambe le cariche (propano o butano),<br />
il prodotto liquido contiene circa il 91% di BTX e il 9%<br />
di aromatici più pesanti.<br />
Il processo Cyclar fornisce prodotti aromatici di alta<br />
qualità. È possibile ottenere toluene e xileni con un<br />
grado di purezza petrolchimico mediante il semplice<br />
frazionamento, senza che sia necessario ricorrere a una<br />
successiva estrazione. Il sottoprodotto costituito dalle<br />
componenti leggere contiene quantità non trascurabili<br />
di idrogeno, che è possibile recuperare in diversi modi,<br />
secondo il grado di purezza richiesto. Un sistema di<br />
assorbimento/stripping fornisce un flusso con una percentuale<br />
di idrogeno del 65% in moli; una cold box produce<br />
il 95% in moli di idrogeno; un sistema di assorbimento/stripping<br />
abbinato a un’unità di adsorbimento<br />
a fluttuazione di pressione (PSA, Pressure Swing<br />
Adsorption) produce il 99% in moli di idrogeno; infine<br />
una cold box combinata con un’unità PSA può produrre<br />
una corrente di idrogeno con una purezza superiore<br />
al 99% in moli, se necessario.<br />
Processo Platforming RZ<br />
Il processo Platforming RZ è un sistema a letto fisso<br />
particolarmente indicato per la produzione di aromatici,<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
forni<br />
carica fresca di GPL<br />
dagli essiccatori<br />
scambiatore<br />
della<br />
miscela di<br />
alimentazione<br />
separatore<br />
colonna di<br />
stripping<br />
idrogeno<br />
gas<br />
combustibile<br />
residui leggeri<br />
inviati al gas<br />
combustibile<br />
aromatici C 6+<br />
AROMATICI<br />
soprattutto per i produttori interessati a ottenere grandi<br />
quantità di benzene. Nel processo Platforming RZ<br />
viene utilizzato il catalizzatore RZ-100. Con la sua capacità<br />
di convertire in aromatici anche le componenti più<br />
refrattarie dell’alimentazione (le paraffine C 6 e C 7 ), il<br />
catalizzatore RZ-100 ha segnato un netto progresso<br />
rispetto alle tecniche di reforming catalitico convenzionali.<br />
Il processo Platforming RZ è utilizzato in primo luogo<br />
nei casi in cui si vogliano ottenere rese più elevate di aromatici<br />
BT (benzene e toluene) e di idrogeno. Le caratteristiche<br />
di selettività del catalizzatore RZ-100 favoriscono<br />
in particolare la produzione di benzene. La superiore<br />
capacità del processo RZ Platforming nel convertire<br />
le cariche leggere paraffiniche e la sua flessibilità nel<br />
processare le frazioni di naphtha di prima distillazione<br />
offrono molte opportunità per migliorare la produzione<br />
di aromatici e il recupero dell’idrogeno necessario, sia<br />
nelle unità già operanti sia in quelle in via di realizzazione.<br />
Chimica del processo<br />
Il processo Platforming è progettato per convertire<br />
efficacemente paraffine e nafteni in aromatici, riducendo<br />
al minimo gli episodi di rottura dell’anello o di<br />
cracking.<br />
Pur presentando molte affinità con i tradizionali catalizzatori<br />
di reforming, l’RZ-100 se ne distacca nettamente<br />
per ciò che riguarda la produzione di aromatici<br />
leggeri (benzene e toluene). La selettività per il benzene<br />
e il toluene dei tradizionali catalizzatori di reforming<br />
595
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
è significativamente più bassa di quella per gli aromatici<br />
C 8 . In confronto ai catalizzatori tradizionali, l’RZ-100<br />
presenta una selettività per gli aromatici leggeri molto<br />
più accentuata.<br />
Descrizione del processo<br />
La configurazione di un’unità Platforming RZ è simile<br />
a quelle delle altre unità Platforming a letto fisso<br />
(fig. 4). La carica di naphtha trattata con H 2 è mescolata<br />
all’idrogeno di riciclo e sottoposta a scambio termico<br />
con l’effluente del reattore. La miscela di alimentazione<br />
è quindi portata alla temperatura di reazione nel forno<br />
di riscaldamento e inviata alla sezione di reazione, composta<br />
da una serie di reattori a flusso radiale affiancati<br />
tra loro, secondo la disposizione tradizionale. Poiché la<br />
maggior parte delle reazioni è di tipo endotermico, occorre<br />
riportare la carica di alimentazione alla temperatura<br />
di reazione trasferendola in un forno intermedio prima<br />
del passaggio al reattore successivo.<br />
Il gas dei forni è utilizzato di solito per produrre vapore<br />
ad alta pressione, ma sono possibili anche altre forme<br />
di integrazione termica. L’effluente dall’ultimo reattore<br />
è sottoposto a scambio termico con la miscela di alimentazione,<br />
raffreddato e scomposto in prodotti liquidi<br />
e vapore in un separatore. La fase vapore è ricca in gas<br />
di idrogeno, una parte del quale viene compressa e inviata<br />
di nuovo ai reattori per essere riciclata. Il rimanente<br />
gas ricco in H 2 viene compresso e mescolato alla fase<br />
liquida dal separatore, per essere trasferito alla sezione<br />
di recupero del prodotto. Una corretta progettazione di<br />
questa sezione consente di ottenere prestazioni ottimali<br />
in funzione delle diverse richieste locali. Il prodotto liquido<br />
dalla sezione di recupero è inviato poi a uno stabilizzatore,<br />
dove i componenti saturi leggeri vengono rimossi<br />
dal riformato ricco in aromatici C 6 . Dopo un certo<br />
tempo di funzionamento, il catalizzatore si disattiva. La<br />
durata media del ciclo operativo va dagli otto ai dodici<br />
reattori<br />
fig. 4. Processo Platforming RZ.<br />
forni<br />
carica di<br />
naphtha trattata<br />
scambiatore<br />
della<br />
miscela di<br />
alimentazione<br />
mesi. Esistono efficaci impianti esterni per la rigenerazione<br />
del catalizzatore RZ-100.<br />
Prestazioni del processo<br />
Anche se il processo Platforming CCR rappresenta<br />
attualmente il sistema più efficace per produrre xileni a<br />
partire dalle frazioni di benzina più pesanti, il suo tasso<br />
di conversione in aromatici delle paraffine C 6 e C 7 è in<br />
genere inferiore al 50%, anche a basse pressioni operative.<br />
Il processo Platforming RZ offre invece una selettività<br />
per gli aromatici costante, con un tasso nell’ordine<br />
dell’80% o superiore, anche nel trattamento delle componenti<br />
di alimentazione più refrattarie, come le paraffine<br />
C 6 e C 7 .<br />
L’alimentazione di un’unità Platforming RZ può essere<br />
costituita da un’ampia gamma di prodotti, dal raffinato<br />
proveniente dalle unità di estrazione alla naphtha<br />
BTX. Una delle applicazioni più efficaci del catalizzatore<br />
RZ-100 è la produzione di aromatici e idrogeno da<br />
cariche di paraffine leggere, come il raffinato BT. È anche<br />
possibile utilizzare il catalizzatore RZ-100 in parallelo<br />
con un’unità di reforming tradizionale, per ottimizzare<br />
la produzione degli aromatici ricercati, processando le<br />
diverse frazioni della carica trattata con H 2 . In questi<br />
casi, l’unità di reforming tradizionale può essere incaricata<br />
di processare la frazione più pesante dell’alimentazione,<br />
per trarre vantaggio dalla sua superiore capacità<br />
di produrre xileni. La naphtha leggera, ricca in componenti<br />
C 6 e C 7 , può essere invece inviata all’unità Platforming<br />
RZ, dotata di una migliore selettività per la conversione<br />
delle paraffine leggere in benzene e toluene.<br />
Processo Parex<br />
Il processo Parex è un metodo innovativo di separazione<br />
per adsorbimento, finalizzato al recupero del<br />
p-xilene dagli xileni misti, che garantisce un elevato<br />
grado di purezza, un alto tasso di recupero del prodotto,<br />
compressore<br />
del gas di rete<br />
gas di rete ricco in H 2gas<br />
combustibile<br />
residui leggeri<br />
stabilizzatore<br />
596 ENCICLOPEDIA DEGLI IDROCARBURI<br />
separatore<br />
aromatici C 6+
un’elevata efficienza di esercizio e una lunga vita produttiva<br />
dell’adsorbente. Con l’espressione ‘xileni misti’<br />
si intende una miscela di isomeri aromatici C 8 che comprende<br />
l’etilbenzene, il p-xilene, il m-xilene e l’o-xilene.<br />
I punti di ebollizione di questi isomeri sono così ravvicinati<br />
da rendere poco praticabile la separazione con i<br />
metodi di distillazione convenzionali. Il processo Parex<br />
permette di recuperare efficacemente il p-xilene per<br />
mezzo di un adsorbente zeolitico solido molto selettivo<br />
per questo isomero. A differenza della consueta cromatografia<br />
discontinua, il processo Parex simula la presenza<br />
di un letto mobile di adsorbente mediante un flusso continuo<br />
in controcorrente di carica liquida sopra l’adsorbente.<br />
La carica e i prodotti entrano ed escono in continuo<br />
dal letto di adsorbente, con composizioni quasi<br />
costanti. Questa tecnica è chiamata separazione a letto<br />
mobile simulato.<br />
Nei complessi per la produzione di aromatici, l’unità<br />
Parex è collocata a valle della colonna degli xileni ed è<br />
integrata con un’unità Isomar. L’alimentazione della colonna<br />
degli xileni consiste negli aromatici C 8 prodotti da<br />
un’unità Platforming CCR e negli xileni prodotti da un’unità<br />
Tatoray. La frazione di testa C 8 della colonna degli<br />
xileni è alimentata all’unità Parex dove, nell’estratto, viene<br />
recuperato p-xilene con un elevato grado di purezza. Il<br />
raffinato dell’unità Parex è inviato all’unità Isomar, dove<br />
gli altri isomeri aromatici C 8 sono convertiti in nuovo<br />
p-xilene e riciclati alla colonna degli xileni. Il processo<br />
Parex è progettato per recuperare oltre il 97% in peso del<br />
p-xilene dalla carica in un singolo passaggio, fornendo<br />
un prodotto puro al 99,9% in peso e più.<br />
Il p-xilene con un elevato grado di purezza recuperato<br />
nel processo Parex è utilizzato per produrre fibre,<br />
resine e film poliesteri. Il p-xilene è convertito inizialmente<br />
in acido tereftalico (TPA, terephthalic acid) o in<br />
dimetiltereftalato (DMT), che vengono poi fatti reagire<br />
con glicole etilenico per formare polietilentereftalato<br />
(PET), che costituisce la materia prima della maggior<br />
parte dei poliesteri.<br />
Descrizione del processo<br />
La separazione si effettua nelle camere di adsorbimento.<br />
Ciascuna camera di adsorbimento è suddivisa in<br />
un certo numero di letti di adsorbente. Ogni letto di adsorbente<br />
è sostenuto dal basso da apposite griglie, progettate<br />
in modo da garantire una distribuzione del flusso<br />
estremamente efficiente. Ogni assemblaggio delle griglie<br />
è collegato alla valvola rotatoria da un tubo di letto.<br />
Le griglie tra i letti di adsorbente servono a iniettare o<br />
estrarre liquido dalla camera di adsorbimento, raccogliendo<br />
al tempo stesso il liquido dal letto soprastante e<br />
ridistribuendolo su quello sottostante. Una tipica unità<br />
Parex è dotata di 24 letti di adsorbente, di 26 griglie di<br />
camera e di 24 tubi che collegano i letti alla valvola rotatoria.<br />
Per motivi di praticità di costruzione, la maggior<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
AROMATICI<br />
parte delle unità Parex è formata da due camere di adsorbimento<br />
in serie con 12 letti ciascuna. Nel processo Parex,<br />
sono presenti quattro flussi principali distribuiti nella<br />
camera di adsorbimento attraverso la valvola rotatoria.<br />
I flussi in questione sono: a) l’alimentazione in entrata<br />
(carica di xileni misti); b) l’estratto diluito in uscita<br />
(p-xilene diluito nell’eluente); c) il raffinato diluito in<br />
uscita (etilbenzene, m-xilene e o-xilene diluiti nell’eluente);<br />
d ) l’eluente in entrata (eluente riciclato dalla<br />
sezione di frazionamento).<br />
A ogni istante, sono attive solo quattro condotte di<br />
letto, che trasportano i flussi dentro e fuori la camera di<br />
adsorbimento. La valvola rotatoria serve a spostare periodicamente<br />
le posizioni di ingresso della carica liquida e<br />
i punti di estrazione, a mano a mano che il profilo di<br />
composizione si muove verso il basso all’interno della<br />
camera. Una pompa consente la circolazione del liquido<br />
dal fondo della prima camera di adsorbimento alla<br />
sommità della seconda, mentre un’altra pompa fa circolare<br />
il liquido dal fondo della seconda camera alla sommità<br />
della prima. In questo modo, le due camere di adsorbimento<br />
funzionano come un singolo circuito continuo<br />
di letti adsorbenti. L’estratto diluito è inviato alla colonna<br />
dell’estratto per la separazione dell’estratto dall’eluente.<br />
Il prodotto di testa della colonna dell’estratto è<br />
inviato a una colonna di rifinitura dove il p-xilene con<br />
un elevato grado di purezza è separato da ogni traccia di<br />
toluene eventualmente presente nella carica.<br />
Il raffinato diluito proveniente dalla valvola rotatoria<br />
è inviato alla colonna del raffinato, dove viene separato<br />
dall’eluente. Il prodotto di testa della colonna del<br />
raffinato contiene i componenti aromatici C 8 non estratti:<br />
etilbenzene, m-xilene, o-xilene e qualunque componente<br />
non aromatico eventualmente presente nella carica.<br />
Il raffinato prodotto viene poi inviato all’unità Isomar<br />
per la formazione di nuovo p-xilene e quindi riciclato<br />
all’unità Parex.<br />
Il desorbente proveniente dal fondo delle colonne<br />
dell’estratto e del raffinato è riciclato alle camere di<br />
adsorbimento attraverso la valvola rotatoria. Allo scopo<br />
di evitarne l’accumulo, si provvede a inviare un flusso<br />
di desorbente di riciclo in una piccola colonna di ridistillazione,<br />
per liberarlo da ogni traccia di componenti<br />
pesanti. In condizioni operative normali, gli xileni misti<br />
sono sottoposti a stripping, trattati con argilla e ridistillati<br />
prima di essere inviati all’unità Parex. Di conseguenza,<br />
la quantità di componenti pesanti che occorre<br />
rimuovere dal fondo della colonna di ridistillazione del<br />
desorbente è molto limitata.<br />
Processo Isomar<br />
Il processo Isomar permette di ottimizzare il recupero<br />
di un particolare isomero dello xilene da una miscela<br />
di isomeri aromatici C 8 . Tale processo è utilizzato in<br />
genere per il recupero del p-xilene, ma può essere usato<br />
597
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
anche per aumentare il recupero di o-xilene e m-xilene.<br />
Nel caso del p-xilene, si processa una carica di xileni<br />
misti in un’unità Parex, dove avviene l’estrazione dell’isomero<br />
p-xilene. Il raffinato proveniente dall’unità<br />
Parex, quasi interamente privo di p-xilene, è trasferito<br />
quindi all’unità Isomar. Quest’ultima ristabilisce la distribuzione<br />
di equilibrio degli isomeri, principalmente creando<br />
nuovo p-xilene dall’o-xilene e dal m-xilene non recuperati.<br />
L’effluente dall’unità Isomar è quindi trasferito di<br />
nuovo all’unità Parex per il recupero del nuovo p-xilene.<br />
In questo modo è possibile riciclare l’o-xilene, il<br />
m-xilene e l’etilbenzene fino al totale esaurimento. L’etilbenzene<br />
è convertito in xileni o in benzene, a seconda<br />
del tipo di catalizzatore utilizzato.<br />
Chimica del processo<br />
I catalizzatori di isomerizzazione degli xileni si dividono<br />
in due grandi categorie: i catalizzatori di isomerizzazione<br />
dell’etilbenzene (EB), che convertono l’etilbenzene<br />
in xileni misti, e i catalizzatori di dealchilazione<br />
dell’etilbenzene, che convertono l’etilbenzene in<br />
benzene, coprodotto di un certo valore.<br />
L’offerta attuale della UOP comprende il catalizzatore<br />
di isomerizzazione I-400 EB e il catalizzatore di<br />
dealchilazione I-300 EB. La scelta del catalizzatore di<br />
isomerizzazione dipende dalla configurazione del complesso<br />
per la produzione di aromatici, dalla composizione<br />
delle cariche e dalla gamma di prodotti che si desidera<br />
ottenere. In genere la scelta cade sul catalizzatore<br />
I-400 quando lo scopo primario del complesso è quello<br />
di produrre la massima quantità possibile di p-xilene. In<br />
alternativa, si può utilizzare il catalizzatore I-300 per<br />
decongestionare un’unità Parex o un cristallizzatore già<br />
esistenti, aumentando la quantità di EB convertito a ogni<br />
passaggio attraverso l’unità di isomerizzazione ed eliminando<br />
l’esigenza della circolazione dei nafteni intermedi<br />
attraverso il circuito di riciclo Parex-Isomar. La<br />
reazione di isomerizzazione dell’EB presenta un limite<br />
termodinamico in quanto la conversione di EB all’equilibrio<br />
è pari a circa il 30% in peso a passaggio. La reazione<br />
di dealchilazione dell’EB, invece, non avendo limitazioni<br />
termodinamiche, consente di ottenere percentuali<br />
di conversione dell’EB di almeno il 70% in peso a passaggio.<br />
La riduzione delle dimensioni del circuito Parex-<br />
Isomar per mezzo di una ricarica di I-300 avviene a spese<br />
della resa di p-xilene, dato che tutto l’EB presente nella<br />
carica viene convertito in benzene e non in nuovo p-xilene.<br />
Tutti i catalizzatori di isomerizzazione degli xileni<br />
causano una certa perdita di componenti aromatici durante<br />
la reazione, con la formazione di sottoprodotti. Un’ampia<br />
percentuale della carica complessiva proveniente<br />
dall’unità Isomar va alla colonna dello xilene. Un tipico<br />
circuito Parex-Isomar presenta un rapporto di alimentazione<br />
combinata di circa 3,5. Di conseguenza, anche<br />
una piccola riduzione della quantità di sottoprodotti che<br />
si formano a ogni passaggio attraverso l’unità Isomar si<br />
traduce in un forte aumento della resa. Nel processo Isomar<br />
la formazione di sottoprodotti è ridotta al minimo,<br />
ma il livello esatto può variare in funzione della composizione<br />
della carica, del tipo di catalizzatore e della<br />
severità operativa. Nel caso dei catalizzatori di isomerizzazione<br />
EB, la formazione di sottoprodotti dipende<br />
dalle perdite a passaggio di componenti ciclici C 8 (EB,<br />
xileni e nafteni C 8 ). Per quanto riguarda il catalizzatore<br />
I-400, la perdita di anelli è compresa tra l’1,5 e il 2% in<br />
moli a passaggio. Con il catalizzatore I-9, la perdita di<br />
anelli C 8 va dal 3 al 5% in moli a passaggio. Nel caso<br />
dei catalizzatori di dealchilazione dell’EB, la formazione<br />
di sottoprodotti dipende dalle perdite a passaggio di<br />
xileni. Con il catalizzatore I-300, queste ultime sono<br />
comprese tra l’1 e il 2% in peso. L’EB è convertito in<br />
benzene con un livello di selettività generalmente superiore<br />
al 90% in moli. Il livello di conservazione degli<br />
anelli aromatici è nel complesso molto alto, oltre il 99%<br />
in moli per i catalizzatori di dealchilazione dell’EB. La<br />
maggior parte dei sottoprodotti dei catalizzatori Isomar<br />
(eccetto il benzene prodotto con lo I-300) può essere<br />
riconvertita in xileni quando nello schema di flusso sia<br />
compresa un’unità di transalchilazione Tatoray.<br />
Il catalizzatore I-300 offre il vantaggio della semplicità<br />
di un sistema a catalizzatore singolo. Lo I-300 consente<br />
di dimezzare la quantità di catalizzatore richiesta<br />
dal processo Isomar rispetto ai catalizzatori della generazione<br />
precedente e di eliminare l’uso di letti multipli<br />
di diversi catalizzatori, con le relative e complicate operazioni<br />
di carico e di distribuzione. A differenza di altri<br />
catalizzatori di dealchilazione dell’etilbenzene, il catalizzatore<br />
I-300 non necessita di aggiunte continue di<br />
ammoniaca per mantenere un adeguato livello di attività<br />
e di selettività.<br />
Descrizione del processo<br />
Un’unità Isomar è sempre collegata con un’unità di<br />
recupero di uno o più isomeri dello xilene. In genere, si<br />
tratta di un’unità Parex per il recupero del p-xilene. Nello<br />
schema di flusso Parex-Isomar (fig. 5), la carica fresca<br />
di xileni misti è inviata alla colonna dello xilene, che può<br />
essere progettata sia per il recupero dell’o-xilene nei residui<br />
di distillazione, sia semplicemente per eliminare i<br />
composti aromatici C 9 , al fine di adeguare la carica alle<br />
specifiche richieste dall’unità Parex. Il prodotto di testa<br />
della colonna dello xilene è inviato quindi all’unità Parex,<br />
dove viene estratto il 99,9% in peso del p-xilene. Il raffinato<br />
dell’unità Parex, contenente meno dell’1% in peso<br />
di p-xilene, è inviato all’unità Isomar.<br />
Prestazioni del processo<br />
Il modo migliore per mettere a confronto tra loro i<br />
catalizzatori di isomerizzazione dello xilene è quello<br />
di misurare la resa totale di p-xilene dal circuito Parex-<br />
598 ENCICLOPEDIA DEGLI IDROCARBURI
affinato<br />
dall’unità Parex<br />
forno<br />
idrogeno<br />
di reintegro<br />
gas di<br />
spurgo<br />
fig. 5. Processo Isomar.<br />
Isomar. La resa di p-xilene, ottenuta da una carica fresca<br />
di xileni misti inviata al circuito Parex-Isomar, è caratterizzata<br />
dalle seguenti considerazioni.<br />
La base per il confronto è lo schema di flusso della<br />
resa di un circuito Parex-Isomar, ottenuta processando<br />
una carica di xileni misti composta per il 17% in peso<br />
da etilbenzene, per il 18% in peso da p-xilene, per il 40%<br />
in peso da m-xilene e per il 25% in peso da o-xilene. La<br />
severità operativa per i catalizzatori I-9 e I-400 è del<br />
22,1% in peso di p-xilene sul totale degli xileni dall’unità<br />
Isomar. La severità operativa per il catalizzatore<br />
I-300 è una conversione dell’etilbenzene pari al 65% in<br />
peso a passaggio. Con il catalizzatore I-9, la resa totale<br />
di p-xilene è pari all’84% in peso della carica fresca di<br />
xileni misti. Grazie all’elevato livello complessivo della<br />
conservazione degli anelli aromatici, e della conversione<br />
dell’etilbenzene in benzene, il catalizzatore I-300 permette<br />
una resa di benzene più p-xilene complessivamente<br />
più elevata, benché la resa del p-xilene sia solo del 76,5%<br />
in peso. Questo significa che per produrre una data quantità<br />
di p-xilene con il catalizzatore I-300 è necessaria una<br />
quantità maggiore di xileni misti. Il catalizzatore I-400<br />
si basa sullo stesso tipo di reazioni chimiche dei catalizzatori<br />
I-9, ma è più selettivo e produce minori perdite<br />
di componenti ciclici. Con il catalizzatore I-400, la<br />
resa totale di p-xilene è del 7% in peso più alta di quella<br />
dei catalizzatori I-9 e si attesta sul 91% in peso della<br />
carica fresca di xileni misti.<br />
Processo Tatoray<br />
Il processo Tatoray permette di convertire in modo<br />
selettivo il toluene e gli aromatici C 9 (A 9 ) in benzene e<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
colonna di trattamento<br />
con argilla<br />
gas<br />
combustibile<br />
al debutanizzatore<br />
dell’unità<br />
Platforming<br />
vapore<br />
alla colonna di<br />
splitting degli xileni<br />
AROMATICI<br />
xileni. In un moderno complesso per la produzione di<br />
aromatici, questo processo è inserito tra la sezione di<br />
estrazione degli aromatici e quella di recupero dello xilene.<br />
Il toluene estratto è alimentato all’unità di processo<br />
Tatoray, invece di essere aggiunto alla miscela di benzine<br />
o venduto per la produzione di solventi.<br />
Se si desidera aumentare al massimo la produzione<br />
di p-xilene, è possibile inviare all’unità di processo<br />
Tatoray anche il sottoprodotto A 9 . In questo modo si<br />
sposta l’equilibrio chimico dalla produzione di benzene<br />
a quella di xileni. Negli ultimi tempi, la domanda di<br />
p-xilene ha superato l’offerta di xileni misti. Il processo<br />
Tatoray offre una soluzione ideale per produrre nuovi<br />
xileni misti dal toluene e dagli aromatici pesanti. L’inclusione<br />
di un’unità di processo Tatoray in un complesso<br />
di produzione di aromatici può più che raddoppiare<br />
la resa di p-xilene da una data carica di naphtha.<br />
Chimica del processo<br />
Le due principali reazioni che si verificano nel processo<br />
Tatoray sono quelle di disproporzionamento e di<br />
transalchilazione. La conversione di toluene in benzene<br />
e xileni è detta disproporzionamento del toluene. La transalchilazione<br />
è invece la conversione di una miscela di<br />
toluene e di A 9 in xileni.<br />
Il processo è progettato per funzionare a un tasso di<br />
conversione a passaggio molto più elevato degli altri processi<br />
di disproporzionamento del toluene. Con un tipico<br />
rapporto di alimentazione 50:50 tra toluene e aromatici<br />
C 9 , la conversione totale è di circa il 50% a passaggio.<br />
Questo elevato livello di conversione riduce al minimo<br />
la quantità di materiale non convertito che deve essere<br />
riciclata attraverso la sezione di frazionamento dei BT.<br />
Un piccolo flusso di riciclo permette di ridurre al minimo<br />
le dimensioni delle colonne di benzene e di toluene,<br />
quelle dell’unità di processo Tatoray e i consumi di tutte<br />
queste unità.<br />
Le reazioni del processo Tatoray sono condotte in un’atmosfera<br />
di idrogeno per ridurre al minimo la formazione<br />
di coke sul catalizzatore. A causa della trascurabile distruzione<br />
di anelli aromatici in questo processo, il consumo<br />
di idrogeno è molto contenuto. I gruppi metile sono estremamente<br />
stabili nelle condizioni di reazione e pertanto<br />
rimangono sostanzialmente inalterati nel corso del processo.<br />
La maggior parte del consumo di idrogeno deve<br />
essere attribuita al cracking delle impurezze non aromatiche<br />
presenti nell’alimentazione dell’unità Tatoray.<br />
Descrizione del processo<br />
Il processo Tatoray utilizza uno schema di flusso<br />
molto semplice, costituito da un reattore a letto fisso e<br />
da una sezione di separazione del prodotto (fig. 6). La<br />
carica fresca inviata all’unità Tatoray è mescolata con gas<br />
di riciclo ricco in idrogeno, preriscaldata mediante scambio<br />
termico con l’effluente del reattore e vaporizzata in<br />
599
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
fig. 6.<br />
Processo Tatoray.<br />
serbatoio<br />
di accumulo<br />
dell’alimentazione<br />
toluene<br />
dalla colonna<br />
del toluene<br />
aromatici C 9<br />
dalla colonna<br />
degli A 9<br />
toluene<br />
dall’unità<br />
Parex<br />
un forno di riscaldamento, dove è portata alla temperatura<br />
di reazione. Il vapore caldo di alimentazione entra<br />
nel reattore, dove fluisce verso il basso su un letto fisso<br />
di catalizzatore.<br />
L’effluente del reattore è raffreddato mediante scambio<br />
termico con la miscela di alimentazione, mescolato<br />
con gas di reintegro per reintegrare la piccola quantità<br />
di idrogeno consumata nel reattore e infine inviato a un<br />
separatore di prodotto. Il gas ricco di idrogeno è recuperato<br />
dalla sommità del separatore e inviato di nuovo<br />
al reattore per essere riciclato. Una piccola percentuale<br />
del gas di riciclo viene spurgata per rimuovere dal circuito<br />
del gas di riciclo i residui leggeri accumulati. Il<br />
prodotto liquido è recuperato dal fondo del separatore e<br />
inviato a una colonna di stripping.<br />
Il prodotto di testa C 5 dell’unità di stripping è raffreddato<br />
e separato in prodotti liquidi e gas. Il gas di testa<br />
dello stripping è inviato al sistema del gas combustibile.<br />
Il liquido di testa è inviato di nuovo alla colonna di<br />
debutanizzazione dell’unità Platforming per consentire<br />
il recupero di tutto il benzene contenuto in questa corrente<br />
nell’unità di estrazione solfolano. Il benzene e il<br />
toluene prodotti, insieme al toluene e agli A 9 non coinvolti<br />
nella reazione, sono recuperati dalla sommità della<br />
colonna di stripping e inviati di nuovo alla sezione di frazionamento<br />
dei BT del complesso.<br />
Prestazioni del processo<br />
Un’unità di processo Tatoray è in grado di processare<br />
tutte le cariche comprese tra quelle composte per<br />
il 100% in peso da toluene e quelle composte per il<br />
100% in peso da A 9 . La concentrazione ottimale degli<br />
A 9 nella carica è di solito del 40-60% in peso. La capacità<br />
di processare gli A 9 amplia la gamma delle cariche<br />
da destinare alla produzione degli xileni e diminuisce<br />
drasticamente la selettività dell’unità per il benzene.<br />
Le cariche possono contenere fino al 10% di<br />
aromatici C 10 .<br />
gas di riciclo<br />
Un complesso per la produzione di aromatici privo<br />
di un’unità Tatoray può produrre approssimativamente<br />
200.000 tonnellate metriche per anno, (MTA, Metric<br />
Tons per Annum) di p-xilene da 25.000 barili per giorno<br />
di funzionamento (BPSD, Barrels Per Stream Day)<br />
di naphtha Light Arabian (frazione 160-300 °F). Se si<br />
aggiunge al complesso un’unità Tatoray A 7 (alimentazione<br />
di solo toluene), la stessa quantità di naphtha può<br />
produrre 280.000 MTA di p-xilene, con un incremento<br />
del 40%. Quando al complesso viene aggiunta un’unità<br />
Tatoray A 7 /A 9 , il punto finale della naphtha passa da<br />
300 a 340 °F, in modo da includere nella carica il maggior<br />
numero possibile di precursori A 9 . La naphtha più<br />
pesante produrrà circa 420.000 MTA di p-xilene, con un<br />
incremento del 110% rispetto al complesso di base.<br />
Il processo Tatoray produce benzene di purezza petrolchimica<br />
e xileni. Il grado di purezza del benzene ottenuto<br />
con una carica composta al 100% di toluene risponde<br />
facilmente alle specifiche ASTM per il benzene raffinato<br />
di grado commerciale 545. Con una carica<br />
composta al 50% da toluene e al 50% da aromatici C 9 ,<br />
la purezza del benzene prodotto risponde alle specifiche<br />
per il benzene raffinato di grado commerciale 535. Lo<br />
xilene prodotto da un’unità Tatoray presenta una distribuzione<br />
equilibrata degli isomeri e contiene una percentuale<br />
molto bassa di etilbenzene. La bassa concentrazione<br />
di etilbenzene rende gli xileni prodotti con il<br />
processo Tatoray una carica ideale per un’unità Parex o<br />
per un’unità di cristallizzazione del p-xilene.<br />
Processo PX-Plus<br />
Il processo PX-Plus consente di operare il disproporzionamento<br />
selettivo del toluene a benzene e xileni.<br />
Il processo è paraselettivo e permette di ottenere un prodotto<br />
con una concentrazione del p-xilene nella frazione<br />
degli xileni di circa il 90%, molto al di sopra del valore<br />
di equilibrio del 25% raggiungibile con le tecnologie<br />
di transalchilazione degli aromatici C 9 e del toluene,<br />
600 ENCICLOPEDIA DEGLI IDROCARBURI<br />
forno<br />
gas di spurgo<br />
all’unità<br />
Isomar<br />
gas<br />
combustibile<br />
prodotto liquido di<br />
testa al debutanizzatore<br />
dell’unità Platforming
come il processo Tatoray. Il processo PX-Plus offre una<br />
soluzione economica per espandere gli impianti per la<br />
produzione di p-xilene già esistenti.<br />
Incrementare la concentrazione di p-xilene nei flussi<br />
di un complesso per la produzione di aromatici mediante<br />
l’aggiunta di un’unità PX-Plus può produrre importanti<br />
benefici. La percentuale di recupero da un cristallizzatore<br />
a stadio singolo può passare dal 65% a oltre<br />
l’80%, in seguito all’aumento della concentrazione di<br />
p-xilene nell’alimentazione. Poiché le condizioni di temperatura<br />
e di pressione utilizzate in questo processo sono<br />
simili a quelle dei sistemi di reazione di molte raffinerie<br />
e di molti impianti petrolchimici, spesso può risultare conveniente<br />
riutilizzare le apparecchiature dismesse per realizzare<br />
una nuova unità PX-Plus. Il processo PX-Plus può<br />
essere anche utilizzato negli impianti nuovi di grandi<br />
dimensioni laddove sia disponibile un approvvigionamento<br />
sufficiente di toluene e si sia interessati a ottenere, oltre<br />
al p-xilene, anche significative quantità di benzene.<br />
Chimica del processo<br />
Il disproporzionamento del toluene a benzene e xileni<br />
avviene attraverso un intermedio bimolecolare. Dopo<br />
che quest’ultimo si è scisso in benzene e xilene, può verificarsi<br />
un certo riarrangiamento dei gruppi metile nella<br />
molecola di xilene. La struttura porosa del catalizzatore<br />
permette la fuoriuscita di benzene e p-xilene, ma inibisce<br />
la diffusione dell’o-xilene e del m-xilene.<br />
Descrizione del processo<br />
Nell’unità PX-Plus (fig. 7), la carica di toluene fresco<br />
è mescolata con gas di riciclo ricco di idrogeno e<br />
preriscaldata per scambio termico con l’effluente del<br />
reattore, poi vaporizzata e portata alla temperatura di reazione<br />
in un forno di riscaldamento. Il reattore può essere<br />
a flusso verticale o radiale, a seconda delle dimensioni<br />
dell’unità. La corrente uscente dal reattore attraversa lo<br />
fig. 7. Processo<br />
PX-Plus.<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
serbatoio<br />
di accumulo<br />
dell’alimentazione<br />
toluene<br />
forno<br />
gas di riciclo<br />
AROMATICI<br />
scambiatore termico carica-effluente, viene condensata<br />
e inviata al separatore del prodotto (gas-liquido), dove<br />
viene rimosso l’idrogeno di riciclo. Il liquido dal separatore<br />
è inviato alla colonna di stripping, dove i sottoprodotti<br />
leggeri sono rimossi dalla frazione di testa. Il<br />
flusso di residui di stripping è inviato all’unità di frazionamento<br />
benzene-toluene, dove nella frazione di testa<br />
viene recuperato benzene di elevata purezza, mentre il<br />
toluene è inviato di nuovo al reattore per essere riciclato.<br />
Il concentrato di p-xilene può essere quindi alimentato<br />
direttamente a un cristallizzatore a stadio singolo o<br />
inviato all’unità Parex attraverso la colonna di ridistillazione<br />
dello xilene insieme alla carica fresca di xileni<br />
misti e agli isomeri di riciclo.<br />
Prestazioni del processo<br />
In un’unità di processo PX-Plus tipica, la concentrazione<br />
di p-xilene nel prodotto xileni misti è il 90%, la<br />
percentuale di conversione di toluene è il 30% per passaggio,<br />
il rapporto molare benzene/xileni è 1,32 e la qualità<br />
del benzene è elevata. Con una conversione di toluene<br />
del 30%, la produzione di sottoprodotti leggeri per<br />
passaggio è inferiore al 2% in peso. La resa di p-xilene<br />
rispetto al toluene convertito è circa il 41% in peso e<br />
quella di benzene il 46% in peso.<br />
Processo TAC9<br />
Il processo TAC9 permette di convertire in modo<br />
selettivo gli aromatici C 9 -C 10 in xileni misti. Nei moderni<br />
complessi per la produzione di aromatici, le tecnologie<br />
di transalchilazione, come i processi Tatoray e<br />
TAC9, sono inserite tra la sezione di estrazione o di<br />
frazionamento degli aromatici e quella di recupero<br />
dello xilene. Gli aromatici pesanti frazionati possono<br />
essere alimentati all’unità TAC9, invece di essere<br />
aggiunti alla miscela di benzine o venduti per la produzione<br />
di solventi.<br />
idrogeno<br />
di riciclo<br />
alla colonna<br />
di frazionamento<br />
B-T<br />
gas di spurgo<br />
gas<br />
combustibile<br />
prodotto liquido di<br />
testa al debutanizzatore<br />
dell’unità Platforming<br />
vapore<br />
601
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
L’inclusione in un complesso di produzione di aromatici<br />
delle tecnologie di transalchilazione, per processare<br />
il toluene e gli aromatici C 9 -C 10 , consente una resa<br />
di p-xilene più che doppia da una data carica di naphtha.<br />
Il processo TAC9 fornisce un modo più efficiente per<br />
ottenere nuovi xileni misti dalla frazione più pesante<br />
degli aromatici. La valorizzazione dei flussi di sottoprodotti<br />
permette agli operatori di ottenere prodotti più<br />
pregiati dagli aromatici pesanti.<br />
Chimica del processo<br />
Il processo TAC9 include diversi tipi di reazioni degli<br />
aromatici C 9 -C 10 , tra cui il disproporzionamento (ridistribuzione<br />
dei gruppi alchilici tra due molecole identiche,<br />
come nel caso del toluene), la transalchilazione (trasferimento<br />
di gruppi tra molecole diverse) e la dealchilazione<br />
(rimozione completa o parziale di un gruppo alchilico).<br />
Nel processo TAC9 la dealchilazione dei gruppi alchilici<br />
avviene in modo tale da trattenere i gruppi metile.<br />
I componenti interessati sono in primo luogo i composti<br />
aromatici contenenti alchilici o alchilbenzeni. Per<br />
esempio, i gruppi etile coinvolti nelle reazioni sarebbero<br />
quelli degli aromatici contenenti almeno un gruppo<br />
sostituente etile, come il dietilbenzene, il metiletilbenzene<br />
(etiltoluene) o il dimetiletilbenzene (etilxilene). Inoltre,<br />
i gruppi metile coinvolti sarebbero quelli dei componenti<br />
aromatici dotati solo di sostituenti metile, come<br />
il toluene, lo xilene o il trimetilbenzene. Il catalizzatore<br />
TAC9, molto attivo, converte quasi tutti i gruppi etile,<br />
propile e butile presenti sugli anelli aromatici in frazioni<br />
leggere attraverso la dealchilazione. I gruppi metile<br />
sono oggetto delle reazioni di disproporzionamento e di<br />
transalchilazione. È possibile realizzare un riequilibrio<br />
dei gruppi metile per la produzione di xileni attraverso<br />
il controllo della composizione della carica.<br />
La resa in xilene ottenuta è una funzione sia del rapporto<br />
tra metile e fenile (aromatici), sia di quello tra<br />
gruppi etile e gruppi metile nella carica fresca. Un rapporto<br />
tra gruppi metile e gruppi etile più alto si traduce<br />
in rese di xilene più elevate. In alcuni casi, per ottimizzare<br />
la resa può essere necessario un leggero spurgo<br />
di benzene verso un’unità di estrazione. È possibile<br />
ottenere xileni misti con concentrazioni molto basse di<br />
etilbenzene. Questa bassa concentrazione favorisce le<br />
operazioni delle unità Isomar e Parex di un complesso<br />
integrato.<br />
L’alimentazione tipo è una combinazione di aromatici<br />
C 9 e C 10 derivati da riformati o da benzina di pirolisi<br />
(un sottoprodotto ricco di aromatici dei processi di cracking<br />
dell’etilene), sottoposta a trattamento con idrogeno. La<br />
distribuzione dei gruppi alchilici e il rapporto C 9 a C 10<br />
delle cariche varierà con la fonte di provenienza e con le<br />
modalità del frazionamento preliminare a monte.<br />
Le tradizionali tecniche di transalchilazione possiedono<br />
una capacità limitata di processare il materiale<br />
C 10 , principalmente a causa del suo impatto sfavorevole<br />
sulla vita operativa del catalizzatore. Alti livelli di<br />
C 10 si riflettono in intervalli più brevi tra gli interventi<br />
di rigenerazione del catalizzatore, con una conseguente<br />
riduzione dell’efficienza di esercizio. La spiccata<br />
attività del catalizzatore TAC9 consente invece di convertire<br />
efficacemente gli aromatici pesanti in prodotti<br />
di maggior pregio, assicurando al tempo stesso una resa<br />
del catalizzatore vantaggiosa dal punto di vista economico.<br />
Le reazioni del processo TAC9 sono condotte in un’atmosfera<br />
di idrogeno per ridurre quanto più possibile la<br />
formazione di coke sul catalizzatore. La perdita di aromatici<br />
è contenuta al minimo. I gruppi metile sono estremamente<br />
stabili nelle condizioni di reazione e pertanto<br />
rimangono sostanzialmente inalterati nel corso del processo.<br />
La maggior parte del consumo di idrogeno deve<br />
essere attribuita alle reazioni di dealchilazione e al<br />
cracking delle impurezze non aromatiche presenti nell’alimentazione.<br />
La Toray Industries ha introdotto sul mercato l’attuale<br />
generazione di catalizzatori TAC9 nel 1996. L’esperienza<br />
sul campo ne ha dimostrato la capacità di<br />
operare per diversi anni senza bisogno di rigenerazione.<br />
Sono state documentate durate del ciclo operativo<br />
superiori ai cinque anni. La rigenerazione avviene per<br />
mezzo di una semplice procedura di combustione del<br />
carbonio.<br />
Descrizione del processo<br />
Il processo TAC9 usa uno schema di flusso molto<br />
semplice, identico a quello del processo Tatoray e consistente<br />
in un reattore a letto fisso integrato con una<br />
sezione di separazione del prodotto. La carica fresca<br />
è mescolata al materiale di riciclo e inviata all’unità<br />
TAC9. Il materiale di alimentazione è combinato con<br />
il gas di riciclo ricco di idrogeno, sottoposto a preriscaldamento<br />
mediante scambio termico con l’effluente<br />
del reattore e poi vaporizzato in un forno di riscaldamento,<br />
dove è portato alla temperatura di reazione.<br />
Il vapore caldo di alimentazione passa quindi nel reattore,<br />
dove fluisce verso il basso su un letto fisso di<br />
catalizzatore.<br />
L’effluente del reattore è raffreddato dapprima<br />
mediante scambio termico con la miscela di alimentazione<br />
e poi ulteriormente in un condensatore, quindi<br />
viene raccolto nel separatore. Il gas ricco di idrogeno è<br />
estratto dalla sommità del separatore e riciclato al reattore<br />
con l’aggiunta di idrogeno di reintegro. Una piccola<br />
parte del gas di riciclo è spurgata dal circuito del<br />
gas di riciclo. Il liquido dal fondo del separatore è inviato<br />
a una colonna di stabilizzazione. La frazione di testa<br />
C 5 dalla colonna di stabilizzazione è raffreddata e separata<br />
in gas e prodotti liquidi. Il gas di testa è trasferito<br />
al sistema del gas combustibile, mentre il prodotto<br />
602 ENCICLOPEDIA DEGLI IDROCARBURI
stabilizzato TAC9 è inviato all’unità di frazionamento<br />
del prodotto.<br />
Le condizioni operative (temperatura e pressione) del<br />
processo sono simili a quelle del processo Tatoray. La<br />
conversione totale è molto vicina al 50%. Ciò consente<br />
di adattare il processo alle esigenze di riutilizzo delle<br />
apparecchiature esistenti in occasione del rammodernamento<br />
degli impianti.<br />
Processo al solfolano<br />
Il processo al solfolano abbina l’estrazione liquido-liquido<br />
alla distillazione estrattiva, per recuperare<br />
aromatici con elevato grado di purezza da diverse<br />
miscele di idrocarburi, quali la naphtha di petrolio<br />
riformata (riformato), la benzina di pirolisi (pygas) o<br />
l’olio leggero di coking (COLO, Coke Oven Light<br />
Oil). I contaminanti più difficili da rimuovere nella<br />
sezione di estrazione sono quelli più facili da eliminare<br />
nella sezione di distillazione estrattiva e viceversa.<br />
Questa combinazione di tecniche ibride permette<br />
alle unità solfolano di processare materiali di<br />
alimentazione con una gamma di punti di ebollizione<br />
molto più ampia di quella che sarebbe possibile adottando<br />
una sola delle due tecniche. Una stessa unità<br />
solfolano può essere impiegata per il recupero simultaneo<br />
di aromatici C 6 -C 9 di elevata purezza, consentendo<br />
il recupero a valle dei singoli componenti aromatici<br />
mediante un semplice processo di frazionamento.<br />
In genere, quando la produzione riguarda solo<br />
benzene o toluene, è possibile realizzare l’unità solfolano<br />
solo come unità di distillazione estrattiva (ED,<br />
Extractive Distillation), eliminando l’unità di estrazione<br />
e semplificando il progetto.<br />
Il processo al solfolano prende nome dal solvente utilizzato:<br />
il tetraidrotiofene 1, 1-diossido, o solfolano, che<br />
è il più efficace tra i solventi per il recupero degli aromatici<br />
attualmente in uso. Nella maggior parte delle unità<br />
di estrazione si possono migliorare purezza del prodotto<br />
e percentuali di recupero aumentando la quantità di<br />
solvente in circolazione. Dato che il solfolano presenta<br />
una selettività e una capacità per gli aromatici superiori<br />
a quelle di qualsiasi altro solvente di estrazione disponibile,<br />
le unità solfolano sono in grado di operare con il<br />
più basso rapporto solvente/carica per qualunque carica<br />
di riformato. Di conseguenza, per quanto riguarda la<br />
lavorazione del riformato, le unità solfolano presentano<br />
minori costi di costruzione e di operazione rispetto alle<br />
unità di estrazione di altro tipo.<br />
Un’unità solfolano è inserita di solito all’interno<br />
di un complesso per la produzione di aromatici, per<br />
consentire il recupero dal riformato di benzene e toluene<br />
con elevato grado di purezza. Nei complessi più<br />
moderni, totalmente integrati, l’unità solfolano è collocata<br />
a valle della colonna di splitting del riformato.<br />
La frazione C 6 -C 7 dalla testa della colonna di splitting<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
AROMATICI<br />
del riformato è alimentata all’unità solfolano. L’estratto<br />
aromatico dall’unità solfolano è trattato con argilla per<br />
rimuovere eventuali tracce di olefine, poi benzene e<br />
toluene sono recuperati singolarmente mediante un<br />
semplice frazionamento. Il raffinato dall’unità solfolano<br />
è aggiunto in genere alla miscela di benzine o utilizzato<br />
per la produzione di solventi alifatici. Il benzene<br />
deve sempre essere recuperato mediante estrazione<br />
o distillazione estrattiva, per rispondere alle<br />
specifiche di purezza richieste nelle applicazioni petrolchimiche.<br />
Il toluene deve essere estratto per l’uso diretto<br />
nelle applicazioni petrolchimiche e ciò avviene quasi<br />
sempre prima che sia inviato a un’unità di dealchilazione<br />
o di disproporzionamento per la produzione di<br />
altro benzene o xileni. Le moderne unità Platforming<br />
CCR operano a una tale severità che la frazione C 8<br />
del riformato contiene solo tracce irrilevanti di impurezze<br />
non aromatiche e può essere inviata direttamente<br />
alla sezione di recupero degli xileni, senza estrazione.<br />
Quantità non trascurabili di impurezze non aromatiche<br />
sono invece presenti nella frazione C 8 dei<br />
flussi di pygas e di COLO, ed è quindi necessario procedere<br />
alla loro estrazione prima del recupero sotto<br />
forma di xileni misti commerciabili, oppure dell’invio<br />
alla sezione recupero dello xilene.<br />
Descrizione del processo<br />
Come mostra la fig. 8, la carica fresca è immessa<br />
nell’estrattore e fluisce verso l’alto, in controcorrente<br />
rispetto a un flusso di solvente povero. A mano a<br />
mano che la carica fluisce nell’estrattore, gli aromatici<br />
vengono dissolti selettivamente dal solvente. Un<br />
flusso di raffinato, con un bassissimo contenuto di<br />
aromatici, esce dalla sommità dell’estrattore. Il solvente<br />
arricchito, carico di aromatici, esce invece dal<br />
fondo dell’estrattore e passa nella colonna di stripping.<br />
I componenti non aromatici dotati di volatilità<br />
superiore a quella del benzene vengono separati completamente<br />
dal solvente per distillazione estrattiva e<br />
rimossi dalla sommità della colonna insieme a una<br />
piccola quantità di aromatici. Questo flusso di testa è<br />
riciclato di nuovo all’estrattore, dove i componenti<br />
non aromatici leggeri spiazzano i non aromatici pesanti<br />
dalla fase solvente in uscita dal fondo dell’estrattore.<br />
Il prodotto di fondo della colonna di stripping,<br />
sostanzialmente privo di impurezze non aromatiche,<br />
è inviato alla colonna di recupero, per la separazione<br />
degli aromatici dal solvente.<br />
A causa della notevole differenza tra il punto di<br />
ebollizione del solfolano e quello dei componenti aromatici<br />
più pesanti, la separazione può essere effettuata<br />
facilmente, con un minimo impiego di energia. Per<br />
abbassare al minimo la temperatura del solvente, la<br />
colonna di recupero opera sotto vuoto. Il solvente purificato<br />
esce dal fondo della colonna di recupero ed è<br />
603
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
fig. 8. Processo<br />
al solfolano.<br />
serbatoio<br />
di accumulo<br />
della<br />
alimentazione<br />
raffinato<br />
allo<br />
stoccaggio<br />
inviato di nuovo all’estrattore. L’estratto è recuperato<br />
dalla sommità della colonna e inviato alle colonne di<br />
distillazione a valle per il recupero individuale di benzene<br />
e toluene. Il raffinato esce dalla sommità dell’estrattore<br />
ed è inviato alla colonna di lavaggio, dove<br />
viene lavato con acqua allo scopo di rimuovere il solvente<br />
che vi è disciolto. L’acqua ricca di solvente è<br />
fatta evaporare nella colonna di stripping dell’acqua<br />
mediante scambio termico con il solvente caldo in circolazione<br />
e quindi utilizzata come vapore di stripping<br />
nella colonna di recupero. Il solvente accumulato sul<br />
fondo della colonna di stripping dell’acqua è pompato<br />
di nuovo alla colonna di recupero. Il raffinato esce<br />
dalla sommità della colonna di lavaggio. La quantità<br />
di solfolano ancora rimasta nel raffinato è trascurabile.<br />
Il raffinato è aggiunto in genere alla miscela di<br />
benzine o viene utilizzato per la produzione di solventi<br />
alifatici. In condizioni operative normali, il solfolano<br />
subisce solo un degrado ossidativo molto contenuto.<br />
Il progetto dell’unità include un piccolo rigeneratore<br />
del solvente per premunirsi contro il rischio di<br />
infiltrazioni d’aria nell’unità. Nel corso delle normali<br />
operazioni, una piccola parte del solvente circolante<br />
è diretta al rigeneratore per la rimozione del solvente<br />
ossidato.<br />
L’estratto prodotto da un’unità solfolano può contenere<br />
tracce di olefine e di altre impurezze che potrebbero<br />
influenzare negativamente le prove colorimetriche<br />
di lavaggio acido dei prodotti finali di benzene e toluene.<br />
Per eliminare ogni traccia di impurità, prima del frazionamento<br />
l’estratto è sottoposto a trattamento con argilla,<br />
effettuato in condizioni molto blande e con un consumo<br />
minimo.<br />
Dopo il trattamento, l’estratto è inviato alla sezione<br />
di frazionamento degli aromatici, per il recupero di benzene,<br />
toluene e, a volte, xileni misti con elevato grado di<br />
purezza. La configurazione della sezione di frazionamento<br />
degli aromatici può variare a seconda delle particolari<br />
esigenze operative del cliente.<br />
Prestazioni del processo<br />
Le elevate prestazioni del processo al solfolano sono<br />
state dimostrate in oltre 130 unità operative. Il recupero<br />
del benzene supera il 99,9% in peso, mentre il toluene è<br />
recuperato in genere per oltre il 99,8% in peso. Il processo<br />
al solfolano consente anche un efficiente recupero<br />
degli aromatici pesanti, se necessario. Il recupero<br />
medio degli xileni supera il 98% in peso e nell’industria<br />
sono stati documentati casi di recupero del 99% con alimentazioni<br />
molto ricche.<br />
Le unità solfolano producono usualmente benzene con<br />
un punto di solidificazione di 5,5 °C come minimo e molte<br />
unità commerciali danno benzene con un contenuto di<br />
impurezze non aromatiche inferiore a 100 ppm. Anche il<br />
toluene e gli aromatici C 8 prodotti da un’unità solfolano<br />
presentano un grado di purezza elevatissimo e superano in<br />
molti casi le specifiche sul grado di nitrazione. In effetti,<br />
la purezza finale dei prodotti aromatici nel loro complesso<br />
dipende in genere più dalla configurazione e dall’uso<br />
corretto della sezione di frazionamento a valle che dall’efficacia<br />
estrattiva dell’unità di solfolano vera e propria.<br />
Le prestazioni di un’unità di estrazione degli aromatici in<br />
termini di purezza e di tasso di recupero del prodotto sono<br />
in gran parte dipendenti dal consumo di energia.<br />
In generale, tassi di circolazione del solvente più<br />
alti corrispondono a prestazioni più elevate, ma al costo<br />
604 ENCICLOPEDIA DEGLI IDROCARBURI<br />
vapore<br />
rigeneratore<br />
del solvente<br />
colonna di<br />
recupero<br />
vapore<br />
vapore<br />
all’eiettore<br />
estratto al<br />
trattamento con<br />
argilla nell’unità<br />
di frazionamento<br />
BT
di un maggiore consumo di energia. Il processo al solfolano<br />
può vantare il più basso consumo di energia tra<br />
tutte le tecnologie di estrazione industriale degli aromatici.<br />
Un’unità solfolano media consuma 275-300<br />
kcal di energia per kg di estratto prodotto, anche con<br />
un tasso di purezza del benzene del 99,99% in peso e<br />
un tasso di recupero del 99,95% in peso. La progettazione<br />
delle unità solfolano prevede anche un efficace<br />
recupero del solvente e il suo riciclo nella stessa unità.<br />
Le perdite prevedibili di solfolano in soluzione non<br />
superano 5 ppm della velocità di alimentazione fresca<br />
all’unità.<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
Bibliografia generale<br />
Gary J.H., Handwerk G.E. (1984) Petroleum refining.<br />
Technology and economics, New York-Basel, Marcel<br />
Dekker.<br />
Johnson J.A. (1986) Aromatics complexes, in: Meyers R.A.<br />
(editor in chief) Handbook of petroleum refining processes,<br />
New York-London, McGraw-Hill, Chapter 2.1.<br />
Vladas Zukauskas<br />
Copyright 2004 UOP LLC<br />
Tutti i diritti sono riservati a norma di legge<br />
L’uso è autorizzato dalla UOP<br />
AROMATICI<br />
605
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
10.6.2 Intermedi aromatici di uso<br />
petrolchimico<br />
Introduzione<br />
La reazione di alchilazione dei composti aromatici è<br />
largamente impiegata nell’industria chimica per la produzione<br />
di importanti intermedi tra cui l’etilbenzene e il<br />
cumene. La fig. 1 riporta le principali alchilazioni applicate<br />
industrialmente per trasformare benzene, toluene e<br />
xilene, per reazione con olefine, in isopropilbenzene<br />
(cumene), diisopropilbenzene, etilbenzene, dietilbenzene,<br />
C 10 -C 14 alchilbenzeni lineari (LAB), cimene, isobutilbenzene,<br />
orto-tolilpentene. Nella fig. 1 sono indicati<br />
anche i derivati principali di questi intermedi. Le alchilazioni<br />
riportate sono di due tipi: l’alchilazione sull’anello<br />
aromatico catalizzata da acidi e quella su catena<br />
laterale catalizzata da basi.<br />
Dal punto di vista dei volumi di produzione, le alchilazioni<br />
acido-catalizzate del benzene sono le più importanti:<br />
nel 2004 circa il 75% del benzene prodotto nel mondo<br />
(36,5 milioni di t) è stato alchilato con olefine, il 71% del<br />
quale per produrre etilbenzene e cumene (tab. 1).<br />
Alchilazione di idrocarburi aromatici con olefine<br />
La reazione di alchilazione degli idrocarburi aromatici<br />
può essere condotta utilizzando diversi agenti alchilanti:<br />
alogenuri alchilici, alcoli, alchilsolfati, olefine. Le olefine<br />
fig. 1. Principali reazioni<br />
di alchilazione<br />
dei composti aromatici<br />
con olefine di interesse<br />
industriale.<br />
SO 3Na<br />
CH 3<br />
ibuprofen<br />
OH<br />
CH 3<br />
CH 2<br />
H3CCCH3 H<br />
sono quelli utilizzati più estensivamente nella petrolchimica.<br />
La reazione di alchilazione dell’anello aromatico<br />
con olefine è una reazione esotermica e pertanto è favorita,<br />
dal punto di vista termodinamico, dalla bassa temperatura.<br />
Infatti la costante di equilibrio diminuisce all’aumentare<br />
della temperatura, come illustrato nella fig. 2 per<br />
l’alchilazione del benzene con etilene e propilene. L’entalpia<br />
di reazione a 25 °C in fase gassosa è di –105,51 e<br />
–99,65 kJ/mol, per la formazione rispettivamente di etilbenzene<br />
e cumene. Quindi la formazione di questi alchilaromatici<br />
è accompagnata da una liberazione di energia,<br />
sotto forma di calore, di cui si deve tener conto nella progettazione<br />
degli impianti di produzione.<br />
Catalisi acida<br />
Gli acidi utilizzati come catalizzatori per l’alchilazione<br />
di idrocarburi aromatici sono di diversa natura:<br />
a) alogenuri metallici, come il cloruro di alluminio e<br />
di gallio e il fluoruro di boro; b) ossidi misti e zeoliti;<br />
c) acidi protici, come gli acidi solforico, fluoridrico e<br />
fosforico; d) resine solfoniche. Quelli più attivi sono gli<br />
acidi di Brönsted che contengono un protone acido. Gli<br />
alogenuri metallici, che sono acidi di Lewis, sono poco<br />
attivi in alchilazione se usati allo stato puro e devono<br />
essere attivati tramite addizione di piccole quantità di un<br />
cocatalizzatore, come un acido alogenidrico. Il cocatalizzatore<br />
reagisce con l’acido di Lewis generando un<br />
CHCH 2 C 2H 5<br />
606 ENCICLOPEDIA DEGLI IDROCARBURI<br />
CH 3<br />
C 2H 5<br />
C 2H 5<br />
OH<br />
H3CCHCH3 H3CCHCH3 CH3 CH3 H 3CCHCH 3<br />
CH 3<br />
H 3C<br />
OH<br />
OH<br />
CH 3
acido di Brönsted. Questi catalizzatori sono noti anche<br />
come catalizzatori di Friedel-Crafts e vengono ancora<br />
usati estensivamente nell’alchilazione, anche se i nuovi<br />
processi utilizzano catalizzatori acidi solidi. I catalizzatori<br />
di Friedel-Crafts e gli acidi minerali in genere sono<br />
tossici e altamente corrosivi e quindi difficili da manipolare<br />
e conservare, in quanto corrodono i contenitori,<br />
le tubazioni e le apparecchiature in cui vengono utilizzati.<br />
Al termine della reazione sono mescolati con i prodotti<br />
e devono essere separati con operazioni dispendiose<br />
anche da un punto di vista energetico. Spesso si ricorre<br />
alla loro neutralizzazione con basi e i sali ottenuti vengono<br />
poi separati per lavaggio con acqua. In questo modo<br />
il catalizzatore acido non viene recuperato e le acque<br />
saline prodotte devono essere smaltite, con i relativi problemi<br />
di impatto ambientale. Per tutte queste ragioni i<br />
log K<br />
Derivato Milioni di t di benzene %<br />
Etilbenzene 19,5 53,4<br />
Cumene 6,3 17,3<br />
LAB 1,3 3,5<br />
Cicloesano 5,0 13,8<br />
Nitrobenzene 2,3 6,3<br />
Altro 2,1 5,7<br />
Totale 36,5 100<br />
12<br />
8<br />
4<br />
0<br />
4<br />
tab. 1. Suddivisione degli usi del benzene<br />
nell’industria chimica<br />
3,5 2,5<br />
1.000/T (K)<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
etilbenzene<br />
cumene<br />
1,5 0,5<br />
fig. 2. Dipendenza delle costanti di equilibrio<br />
delle reazioni di alchilazione del benzene con etilene<br />
e propilene per produrre etilbenzene e cumene.<br />
AROMATICI<br />
catalizzatori acidi solidi, e in particolare le zeoliti, sono<br />
preferiti nelle tecnologie di nuova generazione (Perego<br />
e Ingallina, 2004).<br />
Le zeoliti sono allumino-silicati cristallini a elevata<br />
porosità, con pori regolari aventi un diametro compreso<br />
tra 0,3 e 1 nm. In funzione dell’architettura atomica<br />
di una data zeolite, fino al 50% del suo volume<br />
può essere costituito dalle cavità porose. L’unità fondamentale<br />
del reticolo zeolitico è il tetraedro, costituito<br />
da Si 4 e Al 3 legati a quattro atomi di ossigeno.<br />
I tetraedri sono legati insieme attraverso la condivisione<br />
di un atomo di ossigeno a formare catene polimeriche.<br />
La formazione della struttura tridimensionale<br />
è dovuta al fatto che tutti e quattro gli atomi di ossigeno<br />
di ogni tetraedro sono condivisi con altri tetraedri.<br />
In base al numero di tetraedri che formano l’apertura<br />
del canale zeolitico, le zeoliti vengono così classificate:<br />
a pori piccoli (8 tetraedri), a pori medi (10 tetraedri),<br />
a pori larghi (12 tetraedri) e a pori extralarghi<br />
(12 tetraedri). Un’altra caratteristica della porosità<br />
zeolitica è rappresentata dalla presenza di interconnessioni<br />
fra i suoi sistemi di canali, che possono essere<br />
monodimensionali, bidimensionali o tridimensionali.<br />
La presenza di alluminio in coordinazione tetraedrica<br />
genera cariche negative che sono localmente<br />
neutralizzate da cationi presenti nei canali zeolitici;<br />
scambiando questi cationi con il protone si ottiene una<br />
zeolite acida.<br />
La catalisi delle zeoliti è caratterizzata dalla shape<br />
selectivity (selettività di forma; Csicsery, 1995). Questo<br />
principio è abbastanza semplice: il sistema poroso di una<br />
zeolite può regolare l’accesso delle molecole reagenti e<br />
determinare le dimensioni degli intermedi e dei prodotti.<br />
Le zeoliti di interesse per l’achilazione degli aromatici<br />
sono prevalentemente a pori medi o larghi, come<br />
riportato in tab. 2 insieme alle più importanti caratteristiche<br />
strutturali.<br />
Meccanismo di reazione. Il meccanismo di alchilazione<br />
prevede dapprima la formazione di un elettrofilo<br />
E per interazione dell’olefina con l’acido; segue poi<br />
l’attacco elettrofilo all’anello aromatico (ArH) con<br />
la formazione di un intermedio [EArH] , noto<br />
anche come intermedio di Wheland o ione arenio. Da<br />
questo, per eliminazione di un H , cioè di un protone,<br />
si forma un alchilaromatico. Nel caso dell’alchilazione<br />
del benzene con etilene, catalizzata da un acido HA, la<br />
sequenza di reazione è:<br />
CH 2 CH 2HA<br />
H<br />
<br />
CH 2 CH 3<br />
CH 3CH 2 A <br />
A HA <br />
CH 2CH 3<br />
607
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
Zeolite<br />
Codice IZA Struttura<br />
(International Zeolite dimensionale<br />
Association) dei canali<br />
Beta BEA 3D larghi<br />
La specie attivata CH 3 CH 2 A è spesso rappresentata<br />
come un carbocatione libero CH 3 CH 2 . Questa<br />
però è una rappresentazione qualitativa, infatti il carbocatione<br />
completamente libero non viene mai ottenuto:<br />
la protonazione dell’etilene produce un solo carbocatione<br />
primario. Nel caso di olefine superiori la protonazione<br />
può formare due carbocationi; per es. dal propilene<br />
si possono formare un carbocatione secondario<br />
(i-propilico, CH 3 CH CH 3 ) e uno primario (n-propilico,<br />
CH 3 CH 2 CH 2 ). La stabilità relativa dei carbocationi cresce<br />
nell’ordine primariosecondarioterziario e influenza<br />
la velocità e la selettività della reazione di alchilazione.<br />
Cinetica. L’effetto della natura del gruppo alchilico<br />
sulla velocità di reazione è riportato in tab. 3. L’isopropilazione<br />
è circa 1.460 volte più veloce dell’etilazione<br />
del toluene, usando GaBr 3 come catalizzatore e bromuro<br />
di alchile come alchilante. Dati analoghi sono stati<br />
riportati per l’alchilazione del benzene con olefine, con<br />
catalizzatore zeolitico (REY, zeolite Y scambiata con<br />
terre rare): a 100 °C il propilene è circa 300 volte più<br />
veloce dell’etilene (Beck e Haag, 1997). Questi dati sono<br />
in accordo con l’affinità protonica (Vogel, 1985), cioè<br />
la tendenza di una olefina a protonarsi formando il corrispondente<br />
carbocatione:<br />
etilene a etile 672 kJ/mol<br />
propilene a i-propile 755 kJ/mol<br />
i-butene a t-butile 810 kJ/mol<br />
Selettività. I prodotti delle alchilazioni catalizzate<br />
dagli acidi sono quelli derivati dai carbocationi più stabili.<br />
Per esempio, nel caso dell’alchilazione con propilene<br />
l’i-propilbenzene (cumene) è praticamente l’unico<br />
prodotto di monoalchilazione, perché la formazione del<br />
carbocatione i-propilico è favorita rispetto a quella dell’n-propilico:<br />
la differenza tra le entalpie di formazione<br />
in fase gas dei due carbocationi è di 67 kJ/mol. Oltre ad<br />
alchilare l’anello aromatico, l’olefina può seguire altri<br />
cammini di reazione: può reagire con se stessa formando<br />
oligomeri superiori, come nel caso della produzione<br />
di cumene accompagnata dalla formazione di oligomeri<br />
del propilene (per esempio nonene), oppure può isomerizzare<br />
formando olefine diverse che a loro volta<br />
potranno produrre altri prodotti di alchilazione, come<br />
nel caso di alchilazione del benzene con 1-dodecene<br />
dove, accanto al 2-fenildodecano, si formano anche gli<br />
altri isomeri (3-,4-,5-,6-fenildodecano).<br />
Oligomerizzazione e isomerizzazione sono reazioni<br />
parallele dell’alchilazione e ne riducono la selettività.<br />
Entrambe sono reazioni catalizzate dagli acidi e possono<br />
essere limitate attraverso l’utilizzo di catalizzatori di<br />
alchilazione molto selettivi o con opportune condizioni<br />
operative. La selettività è anche influenzata dalle reazioni<br />
consecutive. Dopo la prima alchilazione il substrato<br />
aromatico può subire alchilazioni successive, formando<br />
dei sottoprodotti polialchilati. La presenza di sostituenti<br />
alchilici sull’anello aromatico ne aumenta la reattività,<br />
grazie alla loro capacità di favorire la delocalizzazione<br />
della carica positiva sull’intermedio di Wheland. Infatti,<br />
la presenza di sostituenti alchilici come etile o i-propile<br />
sull’anello aromatico aumenta la velocità di alchilazione<br />
di Friedel-Crafts da 1,4 a 3,2 volte rispetto al benzene<br />
non sostituito (Olah, 1973). Al fine di massimizzare<br />
la resa di monoalchilato sono utilizzati diversi approcci.<br />
Il più ovvio è quello di operare con un largo eccesso<br />
molare, ovvero con un alto rapporto aromatico/olefina.<br />
Ciò permette di contenere anche la sottoproduzione di<br />
608 ENCICLOPEDIA DEGLI IDROCARBURI<br />
Pori<br />
Dimensione<br />
pori (nm)<br />
0,660,67<br />
0,560,56<br />
Mordenite MOR 1D larghi 0,650,70<br />
Y FAU 3D larghi 0,740,74<br />
MCM-22 MWW 3D medi<br />
ZSM-5 MFI 3D medi<br />
tab. 3. Velocità relative nella alchilazione del toluene<br />
(Allen e Yats, 1961)<br />
Gruppo achilico Velocità relativa<br />
Metile 1,0<br />
Etile 13,7<br />
i-propile 20.000<br />
tab. 2. Zeoliti rilevanti nell’alchilazione catalitica<br />
0,550,40<br />
0,510,41<br />
0,530,56<br />
0,510,55
oligomeri (Norris Shreve e Albright, 1958). Lo svantaggio<br />
è costituito dalla necessità di separare l’eccesso<br />
di aromatico e di riciclarlo, con elevati costi energetici.<br />
Un altro accorgimento consiste nell’applicazione di catalizzatori<br />
molto selettivi come quelli zeolitici, in grado di<br />
ridurre la formazione dei più ingombranti polialchilati<br />
e di favorire la formazione di monoalchilato. Per esempio,<br />
nell’alchilazione del benzene con propilene catalizzata<br />
da zeolite Beta:<br />
CH 2CHCH 3<br />
k 2<br />
CH 2CHCH 3<br />
il rapporto tra le costanti di velocità per la formazione<br />
dei prodotti di- e mono- alchilati è pari a 0,54 (Perego et<br />
al., 1999).<br />
Alchilazione del benzene<br />
Etilbenzene<br />
Nel 2004 la produzione mondiale di etilbenzene (EB)<br />
è stata di circa 26 milioni di t, con una domanda che cresce<br />
mediamente del 4-5% all’anno. La quasi totalità dell’EB<br />
è usata per la produzione di stirene, materia prima<br />
per polimeri termoplastici ed elastomeri.<br />
fig. 3. Principali<br />
reazioni durante<br />
l’alchilazione<br />
del benzene<br />
con etilene.<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
k 1<br />
CH 3CHCH 3<br />
CH 3CHCH 3<br />
CH 3CHCH 3<br />
CH 2 = CH 2 CH 3CH 2 <br />
alchilbenzeni superiori<br />
alchilbenzeni superiori<br />
H <br />
H <br />
H <br />
AROMATICI<br />
Alchilazione del benzene a EB. Le principali reazioni<br />
che avvengono durante l’alchilazione del benzene con<br />
etilene, catalizzata da acidi, sono riassunte in fig. 3.<br />
Il primo stadio è rappresentato dalla formazione del<br />
carbocatione etilico, che segue poi due principali vie di<br />
reazione: reagisce col benzene per dare EB, che in seguito,<br />
per alchilazioni successive, forma dietil- e trietilbenzene<br />
(DEB e TEB); oppure reagisce con un’altra molecola<br />
di etilene per formare un carbocatione C 4 , che può<br />
successivamente alchilare, oligomerizzare, isomerizzare<br />
e crackizzare, dando altri alchilbenzeni e olefine. In<br />
misura molto limitata l’EB può alchilare il benzene a<br />
1,1-difeniletano. È importante sottolineare che DEB e<br />
TEB possono reagire con il benzene per dare EB. Questa<br />
reazione, nota con il nome di transalchilazione, è una<br />
reazione di equilibrio:<br />
e in opportune condizioni può avvenire già durante l’alchilazione.<br />
Il processo tradizionale per la produzione di<br />
EB venne sviluppato intorno al 1930. Il catalizzatore<br />
impiegato era AlCl 3 -HCl e tutte le operazioni erano eseguite<br />
in un reattore agitato, in condizioni piuttosto blande:<br />
170 °C e 0,7 MPa. All’uscita del reattore, dopo la<br />
separazione, i polietilbenzeni (prevalentemente DEB e<br />
TEB) venivano riciclati nel reattore di alchilazione, dove<br />
si convertivano in presenza di un eccesso di benzene<br />
per transalchilazione, fino a una conversione prossima<br />
C 4H 9 <br />
C 2H 4<br />
C 2H 4<br />
<br />
C 6H 13<br />
H <br />
C 2H 5<br />
H <br />
C 2H 5<br />
CH<br />
H <br />
C 4 olefine<br />
C 6 olefine<br />
2<br />
CH 2CH 3<br />
CH 3<br />
H <br />
C 2H 5 <br />
cracking<br />
C 2H 5<br />
CH 2CH 3<br />
CH 2CH 3<br />
C 2, C 4, C 5, C 7 olefine<br />
altri alchilati<br />
609
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
all’equilibrio termodinamico. La composizione di equilibrio<br />
è funzione del rapporto etilene/benzene; tale rapporto<br />
è tipicamente compreso tra 0,35 e 0,55 (Franck e<br />
Stadelhofer, 1988).<br />
Per superare i problemi connessi con l’utilizzo dell’AlCl<br />
3 , a partire dalla metà degli anni Sessanta del 20°<br />
secolo, diversi catalizzatori zeolitici sono stati sperimentati<br />
in questa reazione. Nel 1976 la Mobil-Badger<br />
avviò il primo impianto industriale per la produzione di<br />
EB in fase gassosa, con reattore a letto fisso, caricato<br />
con un catalizzatore a base di ZSM-5. Il reattore operava<br />
in condizioni di alta temperatura (390-450 °C) e di<br />
pressione elevata (1,5-2 MPa). Come nel processo ad<br />
AlCl 3 , dopo separazione, i polialchilati venivano riciclati<br />
nel reattore per essere transalchilati. A causa della<br />
disattivazione dovuta al deposito di residui carboniosi<br />
(coke) nei pori zeolitici, il catalizzatore doveva essere<br />
rigenerato ogni 40-60 giorni. La rigenerazione era condotta<br />
in situ, insufflando aria per permettere la combustione<br />
del coke. La frequenza elevata di questa operazione<br />
rendeva necessario disporre di due reattori, uno<br />
per la rigenerazione e uno per la reazione, per garantire<br />
una produzione continua. Questo processo, commercializzato<br />
a partire dal 1980, venne in seguito migliorato<br />
con l’aggiunta di un reattore dedicato alla transalchilazione<br />
dei polietilbenzeni, ottenendo in questo modo un<br />
miglioramento sia delle rese sia della vita del catalizzatore<br />
(Wang, 1993).<br />
Un sensibile miglioramento venne in seguito ottenuto<br />
da UOP/Lummus/Unocal con lo sviluppo di un processo<br />
in fase liquida. Il vantaggio della fase liquida è<br />
rappresentato da un miglior controllo termico che si riflette<br />
in un allungamento della vita del catalizzatore. In questo<br />
modo le rigenerazioni sono meno frequenti e possono<br />
essere condotte sul catalizzatore scaricato dal reattore<br />
in forni dedicati. Per problemi di controllo diffusivo<br />
le zeoliti a pori medi, come la ZSM-5, non erano adatte<br />
a operare in fase liquida. Per questo motivo nel nuovo<br />
processo si utilizzò la zeolite Y, una zeolite a pori larghi.<br />
Il processo venne commercializzato per la prima volta<br />
in Giappone nel 1990 (Narsolis et al., 1997).<br />
Altre zeoliti a pori larghi si sono dimostrate adatte per<br />
l’alchilazione in fase liquida del benzene con l’etilene (per<br />
esempio L, Omega, ZSM-12, Beta). In particolare la zeolite<br />
Beta è risultata più selettiva di una zeolite Y ultrastabilizzata<br />
(USY), con una selettività globale (EB<br />
DEBTEB) del 99,3%, contro il 91,1% della Y. Entrambe<br />
le zeoliti hanno un sistema di canali tridimensionale,<br />
ma la presenza di larghe cavità (diametro di 1,2 nm) all’intersezione<br />
dei canali di quella Y è probabilmente la causa<br />
della formazione di sottoprodotti voluminosi che, oltre a<br />
ridurre la selettività, determinano una più veloce disattivazione<br />
del catalizzatore (Bellussi et al., 1995).<br />
Prestazioni molto interessanti sono state ottenute anche<br />
con la MCM-22, una zeolite a pori medi, caratterizzata<br />
da due sistemi di canali indipendenti, di cui uno dotato<br />
di larghe cavità aperte sulla superficie esterna, con aperture<br />
di 12 tetraedri e dimensioni di 0,710,71 nm. Grazie<br />
a questa peculiarità, la MCM-22 mostra un’attività<br />
catalitica comparabile alla USY, ma inferiore rispetto<br />
alla Beta. Comunque, la selettività è più elevata rispetto<br />
sia a USY sia a Beta, in quanto la formazione di DEB e<br />
TEB è particolarmente contenuta (Cheng et al., 1999).<br />
L’MCM-22 è stata applicata in un processo in fase liquida<br />
chiamato EBMax e commercializzato da Exxon/Mobil<br />
a partire dal 1995.<br />
La zeolite Beta è il catalizzatore del processo sviluppato<br />
da Polimeri Europa per la produzione di EB.<br />
Dopo alcuni anni di valutazione in un impianto pilota, il<br />
catalizzatore è stato valutato in un reattore industriale di<br />
un’unità EB esistente a partire dal 2001. Il catalizzatore<br />
a base di zeolite Beta ha mostrato prestazioni eccezionali<br />
sia dal punto di vista dei consumi specifici di<br />
materie prime sia da quello della qualità dell’EB prodotto.<br />
Lo schema di flusso del processo di Polimeri Europa<br />
è riportato in fig. 4 (Girotti et al., 2004). Il catalizzatore<br />
viene distribuito nel reattore su più letti e l’alimentazione<br />
dell’etilene viene ripartita su di essi in modo da<br />
realizzare localmente un rapporto benzene/etilene più<br />
elevato di quello globale, per le ragioni precedentemente<br />
descritte. Questo è un accorgimento utilizzato in tutti<br />
i processi di alchilazione con reattori a letti catalitici.<br />
Dal 1990 UOP/Lummus ha migliorato il proprio processo<br />
in fase liquida (Narsolis et al., 1997), che viene<br />
ora commercializzato con il nome EBOne. Il catalizzatore,<br />
originariamente una zeolite Y, ora è costituito da<br />
una zeolite Beta modificata. I miglioramenti apportati<br />
al catalizzatore sono stati estesi anche al processo sviluppato<br />
da CDTECH (un consorzio tra ABB Lummus e<br />
Chemical Research and Licensing), basato sulla distillazione<br />
catalitica che combina reazione e distillazione<br />
in una sola operazione. Il catalizzatore, confezionato in<br />
‘balle’, viene posizionato sui piatti della colonna di distillazione<br />
(fig. 5). Su ogni singolo piatto il rapporto benzene/etilene<br />
risulta molto elevato (>1.000), per effetto<br />
della resistenza al trasferimento di massa e dell’equilibrio<br />
liquido-vapore, con i conseguenti vantaggi sulla<br />
selettività. Inoltre il calore di reazione viene sfruttato per<br />
distillare il benzene, realizzando un risparmio energetico.<br />
Tale processo, denominato CDTECH EB, è particolarmente<br />
adatto per correnti diluite di etilene (Cho e Zhu,<br />
2003). Delle oltre 70 unità industriali di EB nel mondo,<br />
nel 2002 solo il 24% impiegava ancora come catalizzatore<br />
AlCl 3 -HCl; le altre utilizzavano catalizzatori zeolitici:<br />
il 40% in fase gassosa e il 36% in fase liquida (Perego<br />
e Ingallina, 2002).<br />
Isopropilbenzene (cumene)<br />
La produzione mondiale di cumene nel 2004 è stata<br />
di 9,5 milioni di t; esso è utilizzato quasi esclusivamente<br />
610 ENCICLOPEDIA DEGLI IDROCARBURI
enzene<br />
etilene<br />
compressione<br />
etilene<br />
sezione di<br />
alchilazione<br />
per la produzione di acetone e fenolo e per il consumo<br />
di fenolo è prevista una crescita del 5 % all’anno.<br />
Alchilazione del benzene con propilene. La reazione<br />
di alchilazione del benzene con il propilene è molto simile<br />
a quella con l’etilene (fig. 6).<br />
Il carbocatione i-propilico reagisce con il benzene<br />
per dare cumene e per alchilazioni successive di- e triisopropilbenzene.<br />
Di- e tri-isopropilbenzene possono<br />
transalchilare a cumene in presenza di un eccesso di<br />
benzene. Il carbocatione può inoltre reagire con propilene<br />
producendo carbocationi C 6 che evolvono attraverso<br />
oligomerizzazione, cracking e alchilazione, dando<br />
oligomeri superiori e altri alchilbenzeni. Piccole quantità<br />
di n-propilbenzene sono anche ottenute per isomerizzazione<br />
del cumene. Questo rappresenta un aspetto<br />
molto critico, in quanto l’n-propilbenzene non può<br />
essere separato per semplice distillazione e quindi la<br />
sua formazione incide direttamente sulla qualità finale<br />
del cumene.<br />
La domanda di cumene come additivo alto-ottanico<br />
per gli aerei militari nella Seconda Guerra Mondiale<br />
portò allo sviluppo del primo processo basato sull’impiego<br />
di acido solforico. I problemi legati all’uso di un<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
colonna recupero<br />
benzene<br />
trattamento<br />
con argilla<br />
sezione di<br />
transalchilazione<br />
benzene<br />
colonna benzene<br />
PEB<br />
fig. 4. Schema di flusso del processo in fase liquida per la produzione di EB.<br />
colonna EB<br />
colonna PEB<br />
AROMATICI<br />
spurgo<br />
acqua oleosa<br />
EB<br />
al sistema<br />
da vuoto<br />
olio<br />
flussante<br />
acido libero furono superati già negli anni Quaranta, con<br />
l’introduzione da parte di UOP di un catalizzatore a base<br />
di acido fosforico supportato (SPA, Supported Phosphoric<br />
Acid). Questa tecnologia è ancora oggi ampiamente diffusa:<br />
il catalizzatore è caricato in un reattore a letto fisso<br />
che opera in fase liquida (180-240 °C; 3-4 MPa). La formazione<br />
di polialchilati, che non vengono transalchilati<br />
dal SPA, e degli oligomeri del propilene è minimizzata<br />
operando con un alto rapporto benzene/propilene (da<br />
5 a 10). Anche in questo caso il rapporto viene ulteriormente<br />
aumentato suddividendo l’alimentazione del propilene<br />
sui singoli letti catalitici. Il catalizzatore SPA, pur<br />
essendo supportato, genera comunque problemi di corrosione,<br />
dovuti a un rilascio di acido libero; inoltre, alla<br />
fine del ciclo di vita non può essere rigenerato.<br />
Negli anni Settanta, Monsanto-Lummus introdusse<br />
una nuova tecnologia basata sull’impiego di AlCl 3 -HCl,<br />
molto simile a quella dell’EB. Il vantaggio dell’AlCl 3<br />
consiste nella capacità di catalizzare la transalchilazione<br />
dei polialchilati, che possono quindi essere riciclati<br />
nel reattore di alchilazione, diversamente dal catalizzatore<br />
SPA. Comunque solo pochi impianti sono stati realizzati<br />
con questa tecnologia.<br />
611
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
etilene<br />
leggeri<br />
benzene<br />
sezione distillazione catalitica<br />
sezione distillazione<br />
etilbenzene e pesanti<br />
fig. 5. Schema di funzionamento di una colonna di<br />
distillazione con catalizzatore per la produzione di EB.<br />
fig. 6. Reazione<br />
di alchilazione<br />
del benzene<br />
con il propilene.<br />
CH 2 = CHCH 3 CH 3CH CH 3<br />
alchilbenzeni superiori<br />
alchilbenzeni superiori<br />
H <br />
H <br />
H <br />
C 3H 6<br />
C 3H 6<br />
La ricerca di catalizzatori zeolitici per la produzione<br />
di cumene è stata per molti versi simile a quella<br />
dell’EB, anche se, rispetto a quest’ultimo, sono stati<br />
necessari molti più anni per giungere a un risultato di<br />
rilievo. Ciò si deve prevalentemente al fatto che la zeolite<br />
ZSM-5, il catalizzatore del processo EB della Mobil,<br />
evidenziò un grosso limite nella reazione a cumene,<br />
rappresentato dalla elevata coproduzione di n-propilbenzene.<br />
D’altra parte la ZSM-5, essendo a pori medi,<br />
non è sufficientemente attiva in fase liquida (Bellussi<br />
et al., 1995). Anche per il cumene un sensibile miglioramento<br />
si ottenne quindi operando in fase liquida con<br />
zeoliti a pori larghi. Con catalizzatori basati su queste<br />
zeoliti, intorno alla metà degli anni Novanta furono<br />
pubblicizzati nuovi processi ed effettuate le prime marce<br />
industriali da parte di Dow-Kellogg, Mobil-Raytheon,<br />
CDTech, EniChem e UOP. In tutti i casi, si trattò di<br />
interventi migliorativi in impianti esistenti, mediante<br />
la sostituzione del SPA con un catalizzatore zeolitico.<br />
In fig. 7 vengono riportati il tipo di reattore e le zeoliti<br />
utilizzate in questi processi.<br />
A partire dal marzo 1996 Enichem (ora Polimeri<br />
Europa) sperimentò su un reattore dell’impianto per la<br />
produzione di cumene di Porto Torres un nuovo catalizzatore<br />
a base di zeolite Beta. I risultati furono molto<br />
positivi per quanto riguarda sia i consumi specifici di<br />
materie prime, sia la qualità del cumene. La fig. 8 confronta<br />
la qualità del cumene ottenuto con il catalizzatore<br />
zeolitico e con il catalizzatore SPA, in termini di concentrazione<br />
delle impurità. Sulla base di questi risultati<br />
tutto l’impianto fu convertito a zeolite Beta. Dopo anni<br />
di esercizio il nuovo catalizzatore ha evidenziato anche<br />
CH3 CH3 CH<br />
CH 2CH 2CH 3<br />
612 ENCICLOPEDIA DEGLI IDROCARBURI<br />
C6H13 C9H19 H <br />
H <br />
H <br />
C 6 olefine<br />
C 6 olefine<br />
C <br />
3H7 H CH 3<br />
cracking<br />
CH<br />
CH 3<br />
CH 3<br />
CH<br />
CH 3<br />
C 2, C 4, C 5, C 7 olefine<br />
altri alchilati
società ExxonMobil UOP CD-Tech Dow-Kellog Polimeri Europa<br />
processo Q-max CDCumene 3-DDM<br />
zeolite MCM-22 Beta Y Mordenite Beta<br />
reattore<br />
letto fisso<br />
con riciclo<br />
un’elevata stabilità, arrivando a produrre più di 30.000 t<br />
di cumene per tonnellata di catalizzatore, da confrontare<br />
con le 1.500 t ottenute per tonellata di SPA. Lo schema<br />
a flusso del processo di produzione del cumene di<br />
Polimeri Europa è riportato in fig. 9 (Girotti et al., 2004).<br />
VOLUME II / RAFFINAZIONE E PETROLCHIMICA<br />
letto fisso<br />
fig. 7. Processi per la produzione di cumene con catalizzatori zeolitici.<br />
ppm<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
non aromatici a-metilstirene n-propilbenzene<br />
t-butilbenzene indice bromo<br />
zeolite<br />
SPA<br />
fig. 8. Confronto delle prestazioni del catalizzatore<br />
a base di zeolite Beta e del catalizzatore SPA.<br />
distillazione<br />
catalitica<br />
Nel 2001, su circa quaranta impianti di cumene esistenti<br />
nel mondo, già quattordici operavano con catalizzatore<br />
zeolitico (Degnan et al., 2001).<br />
Bibliografia citata<br />
letto fisso letto fisso<br />
AROMATICI<br />
Allen R.H., Yats L.D. (1961) Kinetics of three compound<br />
equilibrations. V: Concurrent alkylation and isomerization,<br />
«Journal of the American Chemical Society», 83, 2799-2805.<br />
Beck J.S., Haag W.O. (1997) Alkylation of aromatics, in: G.<br />
Ertl et al. (edited by) Handbook of heterogeneous catalysis,<br />
Weinheim, VCH, 2123-2139.<br />
Bellussi G. et al. (1995) Liquid-phase alkylation of benzene<br />
with light olefins catalyzed by b zeolites, «Journal of<br />
Catalysis», 157, 227-234.<br />
Cheng J. C. et al. (1999) A comparison of zeolites MCM-22,<br />
Beta and USY for liquid phase alkylation of benzene with<br />
ethylene, in: Studies in surface science and catalysis, 121,<br />
Amsterdam, Elsevier, 53-60.<br />
Cho S., Zhu W. (2003) Ethylbenzene/styrene monomer<br />
technological advancements enable dramatic improvements<br />
in unit capacities and project economics, in: Proceedings<br />
of the ERTC petrochemical conference, Paris (France), 3-5<br />
March.<br />
Csicsery S.M. (1995)The future of shape selective catalysis,<br />
in: Studies in surface science and catalysis, 94, Amsterdam,<br />
Elsevier, 1-12.<br />
Degnan T.F. et al. (2001) Alkylation of aromatics with ethylene<br />
and propylene. Recent developments in commercial<br />
processes, «Applied Catalysis A. General», 221, 283-294.<br />
Franck H.G., Stadelhofer J.W. (1988) Industrial aromatic<br />
chemistry, Berlin, Springer, 134.<br />
613
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE<br />
benzene<br />
fresco<br />
colonna recupero<br />
benzene<br />
propilene fresco<br />
trattamento<br />
con argilla<br />
catalizzatore zeolitico<br />
reattore di alchilazione<br />
depropanizzatore<br />
Girotti G. et al. (2004) Zeolite catalysts the way forward,<br />
«Hydrocarbon Engineering», November.<br />
Narsolis F. et al. (1997) High performance catalyst for liquid<br />
phase EB technology, «Petroleum Technology Quarterly»,<br />
Summer, 77-81.<br />
Norris Shreve R., Albright L.F. (1958) Alkylation, in:<br />
Groggins P.H. (editor in chief) Unit processes in organic<br />
synthesis, New York, McGraw-Hill, 804-855.<br />
Olah G.A. (1973) Friedel-crafts chemistry, New York, John<br />
Wiley, 35-36.<br />
Perego C., Ingallina P. (2002) Recent advances in the<br />
industrial alkylation of aromatics. New catalysts and new<br />
processes, «Catalysis Today» , 73, 3-22.<br />
Perego C., Ingallina P. (2004) The combining alkylation<br />
riciclo benzene<br />
fig. 9. Schema di flusso del processo in fase liquida per la produzione di cumene.<br />
and transalkylation for alkylaromatic production, «Green<br />
Chemistry», 6, 274-279.<br />
Perego C. et al. (1999) Development and industrial application<br />
of a new b zeolite catalyst for the production of benzene,<br />
in: Proceedings of 12 th International zeolite conference,<br />
Warrendale (PA), Material Reasearch Society, 4v.; v. I, 575.<br />
Vogel P. (1985) Carbocation chemistry, Amsterdam, Elsevier, 74.<br />
Wang S.-H. (1993) Styrene, Process Economics Program<br />
Report 33C, Supplement C, SRI Consulting.<br />
Carlo Perego<br />
EniTecnologie<br />
San Donato Milanese, Milano, Italia<br />
614 ENCICLOPEDIA DEGLI IDROCARBURI<br />
colonna benzene<br />
colonna cumene<br />
polialchilbenzeni<br />
colonna di<br />
diisopropilbenzene<br />
reattore di<br />
transalchilazione<br />
spurgo<br />
acqua oleosa<br />
GPL<br />
cumene puro<br />
catalizzatore<br />
zeolitico<br />
pesanti a olio<br />
combustibile