Idrocarburi da gas naturale - Treccani
Idrocarburi da gas naturale - Treccani
Idrocarburi da gas naturale - Treccani

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
2.6.1 Introduzione<br />
Le riserve di <strong>gas</strong> <strong>naturale</strong> (NG, Natural Gas) sono costantemente<br />
aumentate negli ultimi decenni e hanno ormai<br />
superato le riserve accertate di petrolio. All’inizio del 2002<br />
le riserve mondiali di <strong>gas</strong> <strong>naturale</strong> sono state stimate in<br />
1.080 miliardi di barili di olio equivalenti (boe, barrel of<br />
oil equivalent), mentre alla stessa <strong>da</strong>ta le riserve accertate<br />
di olio erano di 1.032 miliardi di boe. Circa l’80% delle<br />
riserve di <strong>gas</strong> è localizzato in 12 paesi e la somma delle<br />
quote di Russia e Iran arriva a circa il 50% del totale; questa<br />
somma raggiunge circa il 70% se si includono gli altri<br />
stati del Medio Oriente. Altri 10 paesi le cui riserve<br />
complessive arrivano al 30% del totale sono divisi tra<br />
Asia/Oceania (circa 10%), Africa (circa 7%), Europa (circa<br />
5%), America Meridionale (circa 5%) e America Settentrionale<br />
(circa 4%). In molti di questi paesi le riserve di<br />
<strong>gas</strong> hanno una enorme rilevanza strategica; si consideri<br />
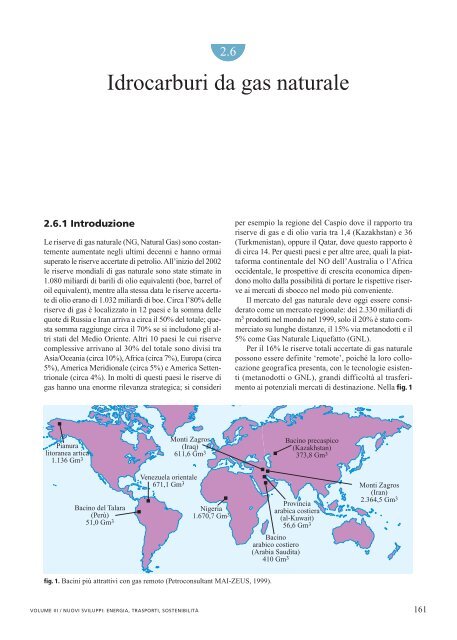
Pianura<br />
litoranea artica<br />
1.136 Gm 3<br />
Bacino del Talara<br />
(Perù)<br />
51,0 Gm 3<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
2.6<br />
<strong>Idrocarburi</strong> <strong>da</strong> <strong>gas</strong> <strong>naturale</strong><br />
Monti Zagros<br />
(Iraq)<br />
611,6 Gm 3<br />
Venezuela orientale<br />
671,1 Gm 3<br />
Nigeria<br />
1.670,7 Gm 3<br />
fig. 1. Bacini più attrattivi con <strong>gas</strong> remoto (Petroconsultant MAI-ZEUS, 1999).<br />
per esempio la regione del Caspio dove il rapporto tra<br />
riserve di <strong>gas</strong> e di olio varia tra 1,4 (Kazakhstan) e 36<br />
(Turkmenistan), oppure il Qatar, dove questo rapporto è<br />
di circa 14. Per questi paesi e per altre aree, quali la piattaforma<br />
continentale del NO dell’Australia o l’Africa<br />
occidentale, le prospettive di crescita economica dipendono<br />
molto <strong>da</strong>lla possibilità di portare le rispettive riserve<br />
ai mercati di sbocco nel modo più conveniente.<br />
Il mercato del <strong>gas</strong> <strong>naturale</strong> deve oggi essere considerato<br />
come un mercato regionale: dei 2.330 miliardi di<br />
m 3 prodotti nel mondo nel 1999, solo il 20% è stato commerciato<br />
su lunghe distanze, il 15% via metanodotti e il<br />
5% come Gas Naturale Liquefatto (GNL).<br />
Per il 16% le riserve totali accertate di <strong>gas</strong> <strong>naturale</strong><br />
possono essere definite ‘remote’, poiché la loro collocazione<br />
geografica presenta, con le tecnologie esistenti<br />
(metanodotti o GNL), grandi difficoltà al trasferimento<br />
ai potenziali mercati di destinazione. Nella fig. 1<br />
Provincia<br />
arabica costiera<br />
(al-Kuwait)<br />
56,6 Gm 3<br />
Bacino<br />
arabico costiero<br />
(Arabia Saudita)<br />
410 Gm 3<br />
Bacino precaspico<br />
(Kazakhstan)<br />
373,8 Gm 3<br />
Monti Zagros<br />
(Iran)<br />
2.364,5 Gm 3<br />
161
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
è riportata una mappa con la stima delle più rilevanti<br />
riserve di <strong>gas</strong> remoto.<br />
Da un punto di vista storico, i metanodotti su lunga<br />
distanza hanno costituito la prima tecnologia utilizzata<br />
per portare riserve di <strong>gas</strong> al mercato, come nel caso dell’Unione<br />
Sovietica e dell’Algeria. I costi di investimento<br />
sono comunque ancora molto elevati e in aggiunta, l’attraversamento<br />
di confini fra nazioni spesso crea, in gran<br />
parte delle aree geografiche, problemi di stabilità geopolitica<br />
tra paesi produttori e paesi consumatori. Infatti,<br />
nuovi progetti per metanodotti sulla lunga distanza<br />
vengono oggi concepiti solo per quelle aree in cui non<br />
esistono alternative alla valorizzazione del <strong>gas</strong>. Si possono<br />
citare per esempio il progetto del metanodotto transcaspico<br />
che dovrebbe trasportare 30 miliardi di m 3 di<br />
<strong>gas</strong> <strong>da</strong>l Turkmenistan all’Europa, attraverso l’Azerbaigian,<br />
la Georgia e la Turchia, con un investimento stimato<br />
dell’ordine di 2,5-2,7 miliardi di dollari e con problemi<br />
geopolitici non ancora risolti, oppure il pionieristico<br />
progetto Blue Stream di posa di metanodotto in<br />
acque profonde, recentemente realizzato <strong>da</strong>ll’Eni nel<br />
Mar Nero.<br />
Il Gas Naturale Liquefatto (GNL) rimane un’ alternativa<br />
interessante per lo sfruttamento del <strong>gas</strong> remoto: i<br />
miglioramenti tecnologici e la ormai consoli<strong>da</strong>ta esperienza<br />
realizzativa hanno abbassato il costo di questa tecnologia,<br />
permettendo delle realizzazioni che fino a tempi<br />
recenti erano considerate impossibili. Il mercato del GNL<br />
appare quindi destinato a un grande sviluppo, in funzione<br />
delle prospettive dell’economia mondiale.<br />
Secondo uno studio del Cambridge Energy Research<br />
Associates study (CERA, 2002), la capacità per GNL<br />
attuale, che è di 119 milioni di t/a, attraverso i progetti<br />
annunciati, dovrebbe salire di 34 milioni di t/a tramite<br />
progetti di espansione e di 111 milioni di t/a attraverso<br />
nuovi progetti, per raggiungere 264 milioni di t/a nel<br />
2020. Questo volume di mercato è già molto vicino alla<br />
capacità installata di terminali di ri<strong>gas</strong>sificazione, che è<br />
prevista per il 2020 tra 260 e 310 milioni di t/a. La costruzione<br />
di nuovi terminali GNL è resa difficile <strong>da</strong>ll’individuazione,<br />
nei mercati di destinazione, di aree geografiche<br />
idonee per la costruzione di questi impianti. Quindi<br />
un’ulteriore espansione del commercio internazionale<br />
del <strong>gas</strong> <strong>naturale</strong> è limitata <strong>da</strong>lla necessità di costruire<br />
infrastrutture costose e complesse (terminali e impianti<br />
GNL e metanodotti su lunga distanza e ad alta pressione)<br />
e di stabilire contratti di lungo termine in aree a elevata<br />
turbolenza geopolitica.<br />
Queste sono le premesse che inquadrano la rilevanza<br />
di tecnologie per la conversione del <strong>gas</strong> <strong>naturale</strong> in<br />
prodotti liquidi. Tra tutte le possibili opzioni tecnologiche<br />
per tale conversione (conversione Fischer-Tropsch,<br />
sintesi di metanolo e sintesi di dimetiletere), solo la prima<br />
non richiede strutture logistiche dedicate e apertura<br />
di nuovi mercati. Probabilmente per questi motivi<br />
le principali compagnie petrolifere hanno mostrato elevato<br />
interesse, a partire <strong>da</strong>ll’inizio degli anni Novanta,<br />
per la sintesi Fischer-Tropsch, che verrà analizzata in<br />
dettaglio nel seguito.<br />
Cenni storici<br />
Il 1923 ha visto la scoperta della reazione di idrogenazione<br />
del monossido di carbonio per la sintesi di idrocarburi;<br />
tale reazione è stata in seguito chiamata sintesi<br />
Fischer-Tropsch <strong>da</strong>l nome dei suoi inventori, Franz Fischer<br />
e Hans Tropsch, ricercatori presso il Kaiser Wilhelm<br />
Institut für Kohlenforschung a Mühlheim-Ruhr, in Germania.<br />
Fischer e Tropsch misero a punto la conversione del<br />
<strong>gas</strong> di sintesi, una miscela <strong>gas</strong>sosa costituita <strong>da</strong> ossido<br />
di carbonio e idrogeno, in idrocarburi liquidi, lavorando<br />
a pressione atmosferica e utilizzando catalizzatori a base<br />
di cobalto precipitato. Successivamente il processo<br />
Fischer-Tropsch fu sviluppato su scala industriale <strong>da</strong><br />
varie compagnie tedesche che utilizzavano ferro fuso<br />
come catalizzatore. Infatti, durante la Secon<strong>da</strong> Guerra<br />
Mondiale, l’obiettivo principale era la produzione di<br />
combustibili sintetici (synfuel), principalmente diesel<br />
per uso motoristico. Il problema energetico che la Germania<br />
dovette affrontare in quel periodo, a causa della<br />
scarsità delle riserve di greggio, creò le condizioni favorevoli<br />
allo sviluppo del processo Fischer-Tropsch, soprattutto<br />
perché vi era disponibilità di grosse riserve di carbone,<br />
utilizzabile come materia prima per la produzione<br />
del <strong>gas</strong> di sintesi. Si può stimare che la massima<br />
produzione, raggiunta nel 1944, fosse intorno a 16.000<br />
barili/giorno, per un totale di 4.500.000 di barili di synfuel<br />
prodotti durante tutto il periodo bellico.<br />
Oltre alla Germania, anche gli Stati Uniti e il Regno<br />
Unito furono attivi nell’ambito dello sviluppo del processo<br />
Fischer-Tropsch, nonostante in questi paesi non<br />
vi fossero congiunture tali <strong>da</strong> rendere il combustibile<br />
sintetico competitivo nei confronti di quelli tradizionali.<br />
Alla fine della Secon<strong>da</strong> Guerra Mondiale alcuni<br />
scienziati tedeschi attivi negli studi sul processo Fischer-<br />
Tropsch (per esempio H. Pichler, collaboratore di F.<br />
Fischer) si trasferirono negli Stati Uniti per continuare<br />
la loro attività presso il Bureau of Mines. Nel 1944 questo<br />
ufficio fu, infatti, incaricato <strong>da</strong>l governo americano<br />
di sviluppare una linea di studio sui carburanti sintetici<br />
(Synthetic Fuels Act); a tale scopo il Bureau of<br />
Mines richiese il trasporto di due impianti Fischer-<br />
Tropsch tedeschi in Louisiana e nel Missouri, considerandoli<br />
come risarcimento di guerra.<br />
Hydrocarbon Research, basandosi sulla tecnologia<br />
tedesca, realizzò alla fine degli anni Quaranta, a<br />
Bronsville (Texas), un nuovo processo Fischer-Tropsch,<br />
chiamato Hydrocol. L’unità entrò in produzione nel<br />
1950: l’alimentazione era costituita <strong>da</strong> <strong>gas</strong> <strong>naturale</strong> e<br />
la produzione era di circa 8.000 barili al giorno di<br />
162 ENCICLOPEDIA DEGLI IDROCARBURI
combustibili. Oltre a problemi di avvio, che portarono a<br />
ridisegnare l’impianto, gli elevati costi di produzione non<br />
resero l’iniziativa economicamente vali<strong>da</strong>. L’impianto<br />
Hydrocol fu in seguito interamente acquistato <strong>da</strong> uno dei<br />
partner, Texaco, la quale aveva iniziato, verso la metà<br />
degli anni Quaranta, la sua attività di ricerca e sviluppo<br />
nel settore della <strong>gas</strong>sificazione, insieme a iniziative sulla<br />
conversione Fischer-Tropsch. Nel 1947 Texaco costruì<br />
il suo primo impianto Fischer-Tropsch <strong>da</strong> 120 barili/giorno,<br />
a Montebello (California). La sfavorevole congiuntura<br />
economica, cioè il calo del prezzo del greggio e la<br />
crescita del costo del <strong>gas</strong> <strong>naturale</strong>, portarono all’abbandono<br />
di tale unità, con l’unica eccezione della sezione<br />
di generazione del <strong>gas</strong> di sintesi, utilizzato per la messa<br />
a punto della tecnologia di <strong>gas</strong>sificazione Texaco.<br />
Sul finire degli anni Quaranta anche Sasol, una industria<br />
del Su<strong>da</strong>frica, iniziò lo studio del processo Fischer-<br />
Tropsch. Il primo impianto, Sasol I, derivato <strong>da</strong>ll’Hydrocol,<br />
fu avviato nel 1955. Negli anni Ottanta entrarono<br />
in produzione il Sasol II e il Sasol III; le tre unità<br />
erano alimentate con carbone e miravano a produrre benzine.<br />
Va rilevato che la scarsa disponibilità di greggio e<br />
il clima politico del momento, che culminò con l’embargo<br />
totale del Su<strong>da</strong>frica, favorirono lo sfruttamento<br />
delle enormi riserve di carbone <strong>da</strong> parte del governo<br />
su<strong>da</strong>fricano, e di conseguenza lo sviluppo del processo<br />
Fischer-Tropsch. Attualmente i tre impianti sono ancora<br />
in produzione insieme a un impianto di conversione<br />
del <strong>gas</strong> <strong>naturale</strong> (Moss<strong>gas</strong>). La produzione complessiva<br />
di prodotti Fischer-Tropsch si può stimare intorno a<br />
160.000 barili/giorno per Sasol I, II e III; mentre l’impianto<br />
Moss<strong>gas</strong>, anche grazie a sussidi del governo su<strong>da</strong>fricano,<br />
attualmente produce 23.000 barili/giorno.<br />
Negli anni Cinquanta va segnalata la prima realizzazione<br />
di un impianto Fischer-Tropsch con tecnologia<br />
basata su un reattore <strong>gas</strong>-liquido-solido con catalizzatore<br />
sospeso, anziché sul reattore tubolare a letto fisso<br />
utilizzato sino ad allora. La tecnologia, applicata <strong>da</strong><br />
Rheinpreussen-Koppers di Homberg-Niederhein, in Germania,<br />
fu sviluppata <strong>da</strong> H. Kolbel e P. Ackermann. L’alimentazione<br />
era costituita <strong>da</strong> <strong>gas</strong> di sintesi prodotto <strong>da</strong><br />
carbone, mentre il sistema catalitico era a base di ferro.<br />
Gli anni Settanta, a causa del rialzo del prezzo del<br />
petrolio, videro la nascita di nuove iniziative nell’ambito<br />
della tecnologia Fischer-Tropsch.<br />
Gulf Oil, insieme a Badger Engineering, iniziò a lavorare<br />
su sistemi catalitici a base di cobalto e nel 1979 giunse<br />
all’avvio un’unità pilota <strong>da</strong> 35 barili/giorno che operò<br />
per parecchi anni. Chevron acquisì poi Gulf e, in seguito<br />
al nuovo calo del prezzo del greggio, nella secon<strong>da</strong><br />
metà degli anni Ottanta, decise di cedere la divisione<br />
R&D Fischer-Tropsch Gulf/Budger a Shell (Royal<br />
Dutch/Shell Group).<br />
Exxon iniziò gli studi sul processo Fischer-Tropsch<br />
nel centro ricerche del New Jersey nel 1973, anno in cui<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
IDROCARBURI DA GAS NATURALE<br />
si verificò l’embargo sul petrolio <strong>da</strong> parte dei paesi arabi.<br />
Il nome della tecnologia messa a punto <strong>da</strong> Exxon è AGC-<br />
21 (Advanced Gas Conversion for the 21 st century). Il<br />
costo della fase di ricerca e sviluppo fu rilevante: circa<br />
300 milioni di dollari. L’unità AGC-21 è stata realizzata<br />
nel 1989 nella raffineria di Baton Rouge, in Lousiana,<br />
e ha una capacità di 200 barili/giorno. La tecnologia<br />
AGC-21 di conversione del <strong>gas</strong> <strong>naturale</strong> in idrocarburi<br />
liquidi è stata sperimentata per un periodo di tre anni,<br />
cioè fino al 1992.<br />
Nel 1980 Mobil iniziò gli studi nell’ambito della conversione<br />
Fischer-Tropsch realizzando una piccola unità<br />
pilota basata su catalizzatori al ferro. Nel 1983 Mobil<br />
decise di interrompere la ricerca sul processo Fischer-<br />
Tropsch, giudicandolo non economico; venne comunque<br />
messa a punto a Montuni, in Nuova Zelan<strong>da</strong>, un’unità<br />
industriale per la conversione del <strong>gas</strong> <strong>naturale</strong> a metanolo<br />
e la successiva trasformazione del metanolo a benzina<br />
(MTG, Methanol to Gasoline) <strong>da</strong> 14.500 barili/giorno.<br />
Il progetto, alternativo alla conversione Fischer-Tropsch,<br />
fu un successo <strong>da</strong>l punto di vista tecnico ma non altrettanto<br />
<strong>da</strong> quello economico, tanto che l’impianto viene<br />
oggi utilizzato per la sola produzione di metanolo. Shell<br />
iniziò lo sviluppo della sua tecnologia nel 1973 presso<br />
il centro ricerche di Amster<strong>da</strong>m. L’attività di ricerca e<br />
sviluppo che portò alla realizzazione della tecnologia<br />
SMDS (Shell Middle Distillate Synthesis) si può considerare<br />
conclusa nel 1990, con un investimento intorno a<br />
1-1,5 miliardi di dollari. Nel 1989 Shell annunciò la realizzazione<br />
di un impianto a Bintulu, in Malaysia, per la<br />
produzione di prodotti Fischer-Tropsch <strong>da</strong> 12.500 barili/giorno<br />
con un costo capitale di 850 milioni di dollari.<br />
L’impianto, capace di processare 2,8 milioni di m 3 di <strong>gas</strong><br />
<strong>naturale</strong> al giorno usando catalizzatori al cobalto, entrò<br />
in produzione nel 1993. L’installazione, seriamente <strong>da</strong>nneggiata<br />
<strong>da</strong>llo scoppio dell’unità criogenica di frazionamento<br />
aria nel dicembre 1997, è stata riavviata nel 2000.<br />
2.6.2 Processo Gas to Liquids<br />
mediante reazione<br />
Fischer-Tropsch<br />
La sintesi Fischer-Tropsch, nella sua versione più moderna,<br />
viene applicata alla valorizzazione del <strong>gas</strong> <strong>naturale</strong><br />
attraverso uno schema di processo in tre stadi che consente<br />
di ottenere combustibili liquidi a partire <strong>da</strong> metano:<br />
• produzione del <strong>gas</strong> di sintesi, cioè della miscela costituita<br />
<strong>da</strong> monossido di carbonio e idrogeno, ottenuta<br />
per reazione del <strong>gas</strong> <strong>naturale</strong> con ossigeno e/o vapore;<br />
• produzione di idrocarburi, mediante sintesi Fischer-<br />
Tropsch, nella quale il <strong>gas</strong> di sintesi, attraverso un<br />
meccanismo di polimerizzazione, è convertito in idrocarburi<br />
lineari saturi costituiti prevalentemente <strong>da</strong><br />
cere (syncrude);<br />
163
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
• trasformazione delle cere in prodotti liquidi (carburanti<br />
diesel, carburanti per aerei e prodotti chimici)<br />
mediante reazioni di hydrocracking e idroisomerizzazione.<br />
Il cuore della tecnologia è rappresentato <strong>da</strong>l secondo<br />
stadio, la sintesi Fischer-Tropsch. Nella tecnologia<br />
utilizzata in Germania nella prima metà del 20° secolo,<br />
la materia prima per la produzione di <strong>gas</strong> di sintesi era<br />
il carbone. La formazione di metano o di paraffine leggere<br />
nella sezione Fischer-Tropsch era accettata, poiché<br />
questi idrocarburi potevano essere utilmente impiegati<br />
nel sistema produttivo. Oggi, avendo come materia prima<br />
il <strong>gas</strong> <strong>naturale</strong>, la produzione di idrocarburi leggeri nello<br />
stadio Fischer-Tropsch costituisce una perdita economica<br />
netta e quindi va evitata. Lo sviluppo della moderna<br />
tecnologia è stato orientato prevalentemente a risolvere<br />
questa problematica e gli interventi più significativi sono<br />
stati la messa a punto di nuovi catalizzatori a base di<br />
cobalto supportato e l’impiego di reattori <strong>gas</strong>-liquidosolido<br />
con catalizzatore sospeso (SBCR, Slurry Bubble<br />
Column Reactor). Queste soluzioni permettono di evitare<br />
la formazione di idrocarburi leggeri, ma il prodotto<br />
principale della reazione è costituito <strong>da</strong> cere paraffiniche,<br />
che in un secondo stadio (processo di hydrocracking)<br />
devono essere convertite nei prodotti desiderati.<br />
Produzione del <strong>gas</strong> di sintesi<br />
Il <strong>gas</strong> di sintesi può essere prodotto <strong>da</strong> varie fonti fossili,<br />
quali <strong>gas</strong> <strong>naturale</strong>, naphtha, oli residui, coke <strong>da</strong> petrolio<br />
e carbone. Tuttavia il <strong>gas</strong> <strong>naturale</strong> è la materia prima<br />
di maggior interesse, soprattutto se disponibile a basso<br />
costo. Lo stadio di generazione del <strong>gas</strong> di sintesi si basa<br />
su tecnologie ben sperimentate a livello industriale, tuttavia<br />
la loro applicazione al processo Fischer-Tropsch<br />
richiede un significativo lavoro di integrazione, ottimizzazione<br />
e modificazioni di processo al fine di ottenere<br />
il giusto rapporto H 2/CO, la massima efficienza e<br />
di minimizzare gli investimenti. Per questo motivo società<br />
diverse, coinvolte nello sviluppo di una tecnologia Fischer-<br />
Tropsch, hanno adottato soluzioni differenti per la produzione<br />
del <strong>gas</strong> di sintesi. La scelta della tecnologia di<br />
produzione del <strong>gas</strong> di sintesi ha un’importanza fon<strong>da</strong>mentale<br />
nell’economia dell’intero processo di conversione<br />
del <strong>gas</strong> in idrocarburi liquidi; infatti le stime economiche<br />
parlano di costi di investimento per la sezione<br />
di produzione del <strong>gas</strong> di sintesi superiori alla metà del<br />
totale del costo per la realizzazione dell’intero impianto.<br />
Nel costo di produzione di un barile di prodotto<br />
Fischer-Tropsch per un impianto <strong>da</strong> 100.000 barili/giorno,<br />
l’unità di produzione del <strong>gas</strong> di sintesi incide per il<br />
33% sul costo del prodotto e per il 60% sul costo dell’impianto<br />
(ADL, 1998).<br />
I metodi utilizzati per la produzione di <strong>gas</strong> di sintesi<br />
<strong>da</strong> <strong>gas</strong> <strong>naturale</strong> possono essere raggruppati in due<br />
tipologie definite <strong>da</strong>lla reazione chimica principale che<br />
porta alla formazione della miscela di CO e H2. L’ossi<strong>da</strong>zione parziale del <strong>gas</strong> <strong>naturale</strong> mediante aria,<br />
aria arricchita o ossigeno è caratterizzata <strong>da</strong>lle seguenti<br />
reazioni:<br />
• reazione principale<br />
CH41/2O2CO2H2 DH°36 kJ/mol<br />
• reazioni secon<strong>da</strong>rie<br />
CO+1/2O 2 CO 2<br />
DH°284 kJ/mol<br />
H 2 +1/2O 2 H 2O DH°242 kJ/mol<br />
Queste reazioni sono molto esotermiche, quindi<br />
avvengono con produzione di rilevanti quantità di calore.<br />
Essendo l’ambiente di reazione ossi<strong>da</strong>nte, la formazione<br />
di un residuo carbonioso non costituisce un problema,<br />
viceversa la sovraossi<strong>da</strong>zione dei prodotti di reazione<br />
che porta alla formazione di biossido di carbonio<br />
e acqua deve essere controllata, sia per non penalizzare<br />
la resa in <strong>gas</strong> di sintesi sia per evitare una eccessiva produzione<br />
di calore. La reazione di ossi<strong>da</strong>zione parziale<br />
fornisce un <strong>gas</strong> di sintesi contenente circa due moli di<br />
idrogeno per mole di monossido di carbonio. Questa<br />
composizione è la migliore quando il <strong>gas</strong> di sintesi è utilizzato<br />
per alimentare un reattore per la produzione di<br />
idrocarburi pesanti, mediante reazione Fischer-Tropsch,<br />
con un catalizzatore a base di cobalto.<br />
In assenza del catalizzatore la temperatura di reazione<br />
deve essere sufficientemente elevata per arrivare<br />
alla conversione totale del metano. Nella ossi<strong>da</strong>zione<br />
parziale, la temperatura dei <strong>gas</strong> in uscita è dell’ordine di<br />
1.000-1.100 °C. A tale stadio si è prossimi alla composizione<br />
di equilibrio termodinamico, e quindi il rapporto<br />
CH 4/O 2 richiesto nell’alimentazione dovrebbe essere<br />
pari a 2; tuttavia, poiché non si possono escludere reazioni<br />
secon<strong>da</strong>rie, tale rapporto è più ricco in ossigeno<br />
(CH 4/O 21,4).<br />
L’ossi<strong>da</strong>zione catalitica diretta del metano a <strong>gas</strong> di<br />
sintesi è un processo in via di sviluppo e rispetto al precedente<br />
è più efficiente, ma al tempo stesso più critico<br />
nella conduzione. La presenza del catalizzatore rende<br />
più difficile controllare la reazione, che per la presenza<br />
di metano e di ossigeno potrebbe attraversare condizioni<br />
di infiammabilità o di esplosività. La necessità di limitare<br />
la concentrazione locale di ossigeno e la presenza<br />
di un solido possono portare alla indesiderata formazione<br />
di depositi carboniosi sulla superficie del catalizzatore.<br />
I sistemi catalitici utilizzati sono a base di nichel, di<br />
ossidi misti di rutenio e terre rare (Ln 2Ru 2O 7), o di elementi<br />
di transizione supportati su allumina, oppure di<br />
ossidi a struttura tipo-perovskite contenenti nichel (per<br />
esempio Ca 0,8Sr 0,2Ti 0,8Ni 0,2O 3), oppure di altri metalli<br />
dell’VIII gruppo del sistema periodico supportati su silice<br />
e/o allumina.<br />
La reazione del <strong>gas</strong> <strong>naturale</strong> con vapore è così descrivibile:<br />
164 ENCICLOPEDIA DEGLI IDROCARBURI
• reazione principale<br />
CH4H2OCO3H2 DH°206 kJ/mol<br />
• reazione di spostamento del <strong>gas</strong> d’acqua (water-<strong>gas</strong><br />
shift reaction)<br />
COH2OCO2H2 DH°41 kJ/mol<br />
• reazioni di formazione del carbone<br />
2COCCO2 DH°=172 kJ/mol<br />
(reazione di Bouduard)<br />
COH2CH2O DH°133 kJ/mol<br />
CH4C2H2 DH°75 kJ/mol<br />
La reazione principale, a differenza della precedente,<br />
avviene con un forte assorbimento di calore. Oltre al<br />
metano, anche l’ossido di carbonio può reagire con il<br />
vapore formando CO2 e altro idrogeno. Questa reazione,<br />
che può essere condotta separatamente in un reattore<br />
distinto, viene in genere utilizzata per regolare il rapporto<br />
H2/CO ed è sempre impiegata nei processi mirati<br />
alla produzione di idrogeno. Una delle criticità dei processi<br />
di reazione del <strong>gas</strong> con vapore è la formazione di<br />
residui carboniosi che può avvenire secondo una delle<br />
reazioni indicate sopra; le tre reazioni sono riportate in<br />
ordine di criticità. Uno dei metodi per limitare la formazione<br />
di un residuo carbonioso è l’utilizzazione di un<br />
rapporto elevato vapore/metano in alimentazione al reattore.<br />
Poiché l’aumento di tale rapporto comporta anche<br />
un aumento dei costi, si cerca di utilizzare il più basso<br />
rapporto vapore/metano compatibile con la necessità di<br />
governare la formazione di residuo carbonioso. Tipici<br />
valori di tale rapporto sono compresi tra 2 e 5. Esistono<br />
poi alcune tecnologie che permettono di arrivare a valori<br />
inferiori a 1 e che sono tra quelle più interessanti per<br />
la produzione di <strong>gas</strong> di sintesi destinato a processi per la<br />
conversione Fischer-Tropsch.<br />
Le conversioni del metano, nella reazione con vapore,<br />
sono tipicamente nell’ordine del 90-92%, con una<br />
composizione del <strong>gas</strong> di sintesi in uscita <strong>da</strong>l reattore simile<br />
a quella prevista <strong>da</strong>ll’equilibrio termodinamico. Il catalizzatore<br />
impiegato è a base di nichel supportato, la temperatura<br />
è di circa 930 °C e la pressione di 15-30 bar.<br />
I processi utilizzati industrialmente per la produzione<br />
di <strong>gas</strong> di sintesi destinato alla conversione Fischer-<br />
Tropsch impiegano sia la ossi<strong>da</strong>zione parziale sia la reazione<br />
con vapore; la soluzione più frequentemente adottata<br />
è una combinazione di entrambi gli approcci in<br />
tecnologie definite come processi di reforming combinato.<br />
Le tecnologie reattoristiche e la combinazione delle<br />
reazioni sono ottimizzate al fine di: minimizzare i costi<br />
di investimento; ottimizzare i cicli energetici; massimizzare<br />
la resa in <strong>gas</strong> di sintesi (ottimizzando al contempo<br />
il rapporto H2/CO nel prodotto finale). Una delle<br />
più moderne tecnologie sviluppate consiste nel cosiddetto<br />
reforming autotermico (ATR, Auto Thermal Reforming)<br />
sviluppato <strong>da</strong>lla società <strong>da</strong>nese Haldor-Topsøe, alla<br />
fine degli anni Cinquanta. Il processo combina in un<br />
unico reattore l’ossi<strong>da</strong>zione parziale e la reazione con<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
vapore. All’ingresso del reattore vengono alimentati il<br />
<strong>gas</strong> <strong>naturale</strong>, l’ossigeno o l’aria arricchita e il vapore. In<br />
un primo stadio del reattore avviene l’ossi<strong>da</strong>zione parziale<br />
non catalitica che, oltre a convertire parzialmente<br />
il <strong>gas</strong>, produce il calore necessario per la reazione con<br />
vapore. I <strong>gas</strong> caldi prodotti nel primo stadio arrivano poi<br />
su un catalizzatore, nel quale si completa la conversione<br />
per reazione del <strong>gas</strong> con il vapor d’acqua.<br />
Sintesi Fischer-Tropsch<br />
IDROCARBURI DA GAS NATURALE<br />
Termodinamica<br />
La reazione Fischer-Tropsch è altamente esotermica<br />
e consiste, principalmente, in una reazione di polimerizzazione<br />
che produce lunghe catene lineari di idrocarburi<br />
secondo lo schema:<br />
nCO2nH 2 [CH 2] nnH 2O DH167,4<br />
kJ/mol CO<br />
Il gruppo CH 2, prodotto intermedio per idrogenazione<br />
del CO, costituisce l’unità base responsabile<br />
della propagazione della catena. La natura e l’insieme<br />
delle reazioni Fischer-Tropsch rappresentano un sistema<br />
complicato ma flessibile, che permette di ottenere<br />
prodotti diversificati. La qualità del prodotto varia sensibilmente<br />
in funzione delle condizioni di reazione e della<br />
natura del catalizzatore utilizzato. La produzione di paraffine<br />
e monolefine può essere rappresentata <strong>da</strong>lle seguenti<br />
reazioni:<br />
(2n1)H 2nCO C nH 2n2nH 2O (A)<br />
(n1)H 22nCO C nH 2n2nCO 2 (B)<br />
2nH 2nCO C nH 2nnH 2O (A)<br />
nH 22nCO C nH 2nCO 2 (B)<br />
Reazioni simili possono essere scritte per la produzione<br />
di altri idrocarburi come per esempio i composti<br />
ciclici diolefinici o insaturi contenenti un triplo legame.<br />
La formazione di composti ossigenati (alcoli) è cosi<br />
rappresentata:<br />
2nH 2nCO C nH 2n1OH(n1)H 2O<br />
(n1)H 2(2n1)CO C nH 2n1OH(n1)CO 2<br />
Le reazioni considerate sono suddivise in reazioni di<br />
classe A e classe B in base alla formazione, oltre che di<br />
idrocarburi, rispettivamente di H 2O o CO 2. I valori inerenti<br />
alle reazioni di classe B sono ottenuti addizionando<br />
l’entalpia di reazione della corrispondente classe A<br />
con quella della reazione di spostamento del <strong>gas</strong> d’acqua.<br />
I <strong>da</strong>ti relativi alle entalpie di reazione sono di rilevante<br />
importanza, in quanto una delle maggiori criticità<br />
del processo Fischer-Tropsch è la rimozione del calore.<br />
Normalmente temperature eccessive causano basse rese<br />
in prodotti pesanti, formazione di residui carboniosi e<br />
disattivazione del catalizzatore.<br />
Le reazioni competitive, che possono complicare la<br />
sintesi, sono la deposizione di coke (H 2CO CH 2O)<br />
e la reazione di Bouduard (2CO CCO 2). Entrambe<br />
possono causare disattivazione del catalizzatore portando<br />
165
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
alla formazione di specie carburo del metallo attivo:<br />
xMC M xC.<br />
I valori di energia libera stan<strong>da</strong>rd DG° di una reazione<br />
sono correlati alla costante di equilibrio K eq tramite<br />
l’espressione: DG°RTlnK eq dove R è la costante<br />
dei <strong>gas</strong> e T è la temperatura assoluta.<br />
La conoscenza di DG° per una tipica reazione Fischer<br />
Tropsch permette di ricavare la costante di equilibrio,<br />
che nel caso dei prodotti paraffinici è così definita:<br />
Keq( pCnH2n2p n H2O)/( p 2n1<br />
H2 p n<br />
CO)<br />
dove p rappresenta la pressione parziale della sostanza<br />
considerata.<br />
La Keq può essere espressa in termini di frazioni<br />
molari N e pressione totale P:<br />
P2n Keq( NCnH2n2N n H2O)/( N 2n1<br />
H2 N n<br />
CO)<br />
Le reazioni Fischer-Tropsch evolvono con una diminuzione<br />
del numero di moli, quindi la conversione all’equilibrio,<br />
per una <strong>da</strong>ta temperatura, aumenta rapi<strong>da</strong>mente<br />
all’aumentare della pressione (Anderson, 1956). In realtà<br />
i limiti superiori di temperatura e pressione (400 °C e<br />
30-40 bar) sono determinati <strong>da</strong>i cambiamenti in termini<br />
di selettività e <strong>da</strong>lla velocità di disattivazione del catalizzatore.<br />
Cinetica di polimerizzazione<br />
Non necessariamente tutte le reazioni termodinamicamente<br />
possibili possono avere luogo in quanto per alcune<br />
si può avere una velocità di reazione molto bassa, che<br />
non consente di avvicinare le condizioni di equilibrio. È<br />
indispensabile quindi considerare, oltre alla termodinamica,<br />
anche la cinetica di reazione.<br />
Un catalizzatore è una sostanza in grado di incrementare<br />
la velocità di reazione in modo <strong>da</strong> accelerare<br />
l’avvicinamento alle condizioni di equilibrio. Quando<br />
una serie di reazioni è termodinamicamente possibile, la<br />
natura del catalizzatore e le condizioni operative determinano<br />
il corso delle reazioni competitive e quindi la<br />
selettività verso i vari prodotti. La selettività esprime proprio<br />
la tendenza del catalizzatore a creare una certa distribuzione<br />
di prodotti in un sistema dove altri prodotti sono<br />
termodinamicamente possibili.<br />
A causa della diversità dei prodotti ottenuti con la<br />
sintesi Fischer-Tropsch, non è sorprendente trovare in<br />
letteratura numerosi modelli proposti per descrivere il<br />
meccanismo di reazione.<br />
Ogni schema considera in maniera soddisfacente lo<br />
spettro dei prodotti della sintesi Fischer-Tropsch, tuttavia<br />
le evidenze sperimentali utilizzate a supporto della<br />
teoria sono generalmente di tipo indiretto e possono essere<br />
interpretate in più modi. I vari modelli possono essere<br />
ricondotti a tre schemi principali.<br />
Il primo schema ipotizza come primo stadio della reazione<br />
il chemiadsorbimento dissociativo della molecola<br />
di CO. L’atomo di carbonio viene idrogenato a specie<br />
(CH 2) x le quali, secondo un meccanismo analogo<br />
alla polimerizzazione, <strong>da</strong>nno luogo a un processo di propagazione<br />
di unità metileniche (CH 2) così <strong>da</strong> generare<br />
catene idrocarburiche.<br />
La secon<strong>da</strong> categoria di meccanismi proposti ipotizza<br />
come primo stadio di reazione un adsorbimento non<br />
dissociativo della molecola di CO, la quale viene direttamente<br />
idrogenata a specie ossigenate. La crescita della<br />
catena avviene mediante l’eliminazione di H 2O tra specie<br />
COH e CH vicinali.<br />
La terza categoria di meccanismi ha come fattore<br />
caratteristico la reazione di inserzione del CO. Anche in<br />
questo caso la molecola di CO viene adsorbita indissociata<br />
sul catalizzatore e in un secondo tempo si inserisce<br />
tra i legami MH e MC, dove M rappresenta un<br />
sito attivo del catalizzatore.<br />
È opinione generalmente condivisa che sul meccanismo<br />
di propagazione delle catene idrocarburiche e<br />
sull’inserzione di CO nella formazione dei composti<br />
ossigenati intervengano intermedi di tipo carbenico<br />
(CH 2).<br />
La fig. 2 sintetizza il meccanismo generale. Nella fase<br />
iniziale del processo, il CO è chemiadsorbito (a) sul centro<br />
attivo del catalizzatore, attivandosi (b). Il complesso<br />
attivato si può quindi dissociare (c) in unità separate<br />
C … M e O … M. Gli atomi di carbonio possono quindi<br />
essere idrogenati a CH 2 o migrare formando aggregati<br />
carboniosi. In alternativa il complesso attivato<br />
M … C … O … M può essere idrogenato (d) formando un<br />
complesso attivato CH 2O. Tale specie per idrogenazione<br />
può portare a CH 3OH o CH 2 e H 2O.<br />
Le specie CH 2 possono quindi essere prodotte<br />
attraverso l’inserimento di idrogeno via (c) o (d). Il<br />
meccanismo (c) sembra essere il più probabile per catalizzatori<br />
contenenti ferro o cobalto.<br />
166 ENCICLOPEDIA DEGLI IDROCARBURI<br />
(a)<br />
CO<br />
M<br />
(b) (c)<br />
C O<br />
M<br />
H2 CH3OH H C O H CH2 H2O H 2<br />
(d) H 2<br />
M<br />
M<br />
M<br />
CH 2<br />
M<br />
H 2<br />
H 2<br />
fig. 2. Iniziazione e formazione di composti C 1.<br />
H<br />
C<br />
M<br />
M<br />
CH 4<br />
CH 3<br />
M<br />
H 2<br />
H 2<br />
O<br />
M<br />
H 2
L’idrogenazione diretta di specie CH 2 porta alla<br />
formazione di CH 4, fenomeno più accentuato con catalizzatori<br />
a base di Co e Ni rispetto a catalizzatori a base di Fe.<br />
L’ultimo stadio, cioè la terminazione della catena,<br />
che determina la tipologia dei prodotti, può avvenire<br />
secondo diverse vie che includono fasi di deadsorbimento<br />
e di idrogenazione. La terminazione di catena porta alla<br />
formazione di olefine e di varie specie ossigenate (fig. 3).<br />
Secondo lo schema proposto <strong>da</strong> E. Iglesia (fig. 4), su<br />
catalizzatori a base di Co e Ru il meccanismo di crescita<br />
della catena avviene mediante aggiunta di unità metileniche<br />
ai gruppi alchilici adsorbiti sulla superficie del<br />
catalizzatore (Iglesia, 1997). Questi possono deadsorbire<br />
per b-idrogeno-estrazione, formando a-olefine lineari,<br />
o per addizione di idrogeno, formando n-paraffine<br />
lineari. La estrazione b-idrogeno è un processo di terminazione<br />
reversibile nelle condizioni tipiche della sintesi<br />
Fischer-Tropsch. Infatti le a-olefine possono essere<br />
adsorbite sul catalizzatore e formare ancora specie<br />
alchiliche legate al sito attivo, aumentando così la probabilità<br />
di ottenere catene idrocarburiche lunghe.<br />
Catalizzatori a base di ferro, normalmente operanti<br />
a temperature superiori a quelle utilizzate con catalizzatori<br />
a base di cobalto, mostrano una selettività superiore<br />
verso la formazione di composti ossigenati, di olefine<br />
interne e di idrocarburi ramificati. Ciò suggerisce<br />
un meccanismo di propagazione della catena mediante<br />
inserzione di CO. Più in particolare, Iglesia ha proposto<br />
che l’inserzione di CO tra il centro metallico e il gruppo<br />
alchilico adsorbito determini la terminazione della<br />
catena, con conseguente produzione di alcol, mentre la<br />
a-idrogeno-estrazione sarebbe responsabile della formazione<br />
delle olefine interne.<br />
La cinetica Fischer-Tropsch può essere descritta secondo<br />
il modello di Langmuir-Hinshelwood che identifica<br />
la velocità totale della reazione con quella dello stadio<br />
lento, considerando tutti gli altri stadi di reazione in virtuale<br />
equilibrio.<br />
2CH 2<br />
R<br />
M<br />
CH C C O 2H2 CH H2O<br />
M<br />
O<br />
M<br />
CH 2CH 2<br />
M<br />
R<br />
CH<br />
M<br />
M<br />
M<br />
CH 3<br />
CH <br />
CH 2<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
M<br />
R<br />
M<br />
CH 2<br />
fig. 3. Terminazione di catena con formazione di olefine<br />
e specie ossigenate.<br />
R<br />
CH 2<br />
CH<br />
M<br />
IDROCARBURI DA GAS NATURALE<br />
L’opinione predominante considera, come stadio lento,<br />
la reazione della molecola indissociata di H 2 con la molecola<br />
di CO chemiadsorbita sulla superficie del metallo,<br />
a creare unità di metilene coordinate al centro metallico:<br />
H 2CO … M M … CH 2+H 2O (Madon et al., 1993).<br />
La velocità di reazione, quindi, deve essere proporzionale<br />
alla pressione parziale di H 2 e alla frazione di superficie<br />
del catalizzatore ricoperta <strong>da</strong> CO: rKp H2 Q CO,<br />
essendo il CO in competizione, per l’adsorbimento,<br />
con CO 2, H 2 e H 2O. È stato osservato che l’influenza<br />
del CO 2 sulla velocità di reazione è trascurabile per<br />
cui l’equazione cinetica che ne deriva è la seguente:<br />
rKp CO p H2 /(p COap H2O).<br />
La presenza, in questa equazione, del termine p H2<br />
unicamente al numeratore spiega perché la pressione parziale<br />
di idrogeno influenzi fortemente la velocità di reazione<br />
in modo <strong>da</strong> essere, alle basse conversioni, il fattore<br />
predominante.<br />
Il termine relativo all’adsorbimento di H 2O dipende<br />
<strong>da</strong>lla natura del catalizzatore e per i catalizzatori a base<br />
di ferro non è trascurabile (in tale circostanza l’acqua ha<br />
un effetto inibitore sulla cinetica di reazione).<br />
Nei modelli cinetici relativi ai catalizzatori a base di<br />
cobalto, proposti in letteratura (Yates e Satterfield, 1991),<br />
non compare, contrariamente al caso del ferro, il termine<br />
relativo all’acqua, a conferma dell’assenza di un effetto<br />
negativo di questa sulla velocità di reazione (tab. 1).<br />
In tutte le relazioni è evidente l’effetto inibitore del CO.<br />
La distribuzione dei prodotti ottenuti <strong>da</strong>lla reazione<br />
Fischer-Tropsch può quindi essere descritta con un meccanismo<br />
di crescita della catena di tipo polimerizzazione<br />
(Dry, 1996). Il modello comunemente utilizzato è<br />
stato messo a punto <strong>da</strong> Anderson, Schultz e Flory ed è<br />
stato elaborato su base statistica in funzione della probabilità<br />
di crescita della catena. La sua rappresentazione<br />
matematica è la seguente: W nn(1a) 2 a n1 dove n<br />
è il numero di atomi di C nel prodotto, W n è la frazione<br />
in peso del prodotto e a è il fattore di crescita, che può<br />
(Cn1) * (Cn*) (Cn1) *<br />
(C m, C nm)<br />
paraffine<br />
(C n) paraffine<br />
(C n) olefine (C n)<br />
paraffine<br />
(C n1OH)<br />
alcoli<br />
reazioni<br />
secon<strong>da</strong>rie<br />
fig. 4. Meccanismo di crescita della catena idrocarburica<br />
e possibile adsorbimento dell’olefina.<br />
167
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
assumere un valore compreso tra 0 e 1. Il fattore di crescita<br />
a può essere descritto con la seguente espressione:<br />
ar p(r pr t) dove r p rappresenta la velocità di propagazione<br />
della catena e r t la velocità di terminazione.<br />
Il valore di a può essere ricavato per linearizzazione della<br />
seguente espressione logaritmica: ln(W nn)ln(1a) 2 <br />
(n1)lna. Tale fattore di crescita a è caratteristico delle<br />
condizioni di reazione e del sistema catalitico (metallo,<br />
supporto e promotore).<br />
I valori di a più elevati si hanno al diminuire del rapporto<br />
H 2/CO in alimentazione e della temperatura, all’aumentare<br />
della pressione e nei sistemi catalitici contenenti<br />
cobalto e rutenio anziché ferro.<br />
Il meccanismo di crescita della catena, governato<br />
<strong>da</strong>lla distribuzione di Anderson, Schultz e Flory, implica<br />
forti limitazioni sulla selettività dei vari prodotti. Dalla<br />
fig. 5 si nota come la massima selettività per la frazione<br />
C 2-C 4 è del 56%, per la benzina (C 5-C 9) è del 39%, per<br />
tab. 1. Modelli cinetici relativi ai catalizzatori a base di cobalto<br />
Equazioni cinetiche Autori<br />
rH2COa p2 H p1 2 CO<br />
Brotz<br />
r H2COa p 2 H 2 p CO / (1b p 2 H 2 p CO) Anderson<br />
rH2COa p2 H p0,5 2 CO<br />
Yang<br />
rH2COa p0,55 pCO<br />
0,33 Pannell<br />
H2<br />
rCOa pH2p0,5 CO /(1b pCO<br />
0,5 ) 3 Rautavuoma, Van der Baan<br />
rCOa p0,68 pCO<br />
0,5 Wang<br />
H2<br />
rCOa p0,5 pCO<br />
0,5 /(1b pCO<br />
0,5 0,5 cpH2dpCO)<br />
H2<br />
2 Sarup, Wojciechowski<br />
rCOa p0,5 pCO<br />
0,5 /(1b pCOc p 0,5 ) 2 Sarup, Wojciechowski<br />
H2<br />
H2<br />
rCOa pH2pCO / (1b pCOc p 0,5 ) 2 Yates, Satterfield<br />
H2<br />
fig. 5. Selettività calcolate<br />
mediante la funzione<br />
distribuzione di Anderson,<br />
Schultz e Flory.<br />
frazione molare<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
metano<br />
0<br />
0 0,2 0,4<br />
il set fuel (C 10-C 14) è del 22%, mentre il valore limite di<br />
selettività per carburante Diesel è del 23%. La distribuzione<br />
dei prodotti può essere modificata rispetto al modello<br />
di Anderson, Schultz e Flory, alterando l’an<strong>da</strong>mento<br />
della reazione, per esempio mediante intercettazione<br />
degli intermedi di reazione o introduzione di olefine nei<br />
reagenti.<br />
Un ruolo fon<strong>da</strong>mentale nel determinare la cinetica<br />
della reazione Fischer-Tropsch e, di conseguenza, la qualità<br />
del prodotto è quello relativo agli effetti del trasporto<br />
di massa. La velocità globale della reazione può essere<br />
influenzata <strong>da</strong> tutti quei fattori fisici che incidono sulla<br />
velocità di trasferimento di massa, tra le diverse fasi, dei<br />
reagenti e dei prodotti. Come conseguenza si può verificare,<br />
oltre a una velocità di reazione inferiore, un cambiamento<br />
nella selettività dei diversi prodotti. In fig. 6<br />
sono riportate le situazioni in cui si verificano i fenomeni<br />
dovuti al trasferimento di massa: il passaggio del <strong>gas</strong><br />
168 ENCICLOPEDIA DEGLI IDROCARBURI<br />
C 2-C 4<br />
jet fuel<br />
C 10-C 14<br />
α<br />
benzina<br />
C 5-C 9<br />
cere<br />
C22<br />
diesel<br />
C 15-C 22<br />
0,6 0,8 1,0
1 2<br />
diffusione<br />
e reazione<br />
2<br />
prodotto<br />
liquido<br />
particella<br />
catalizzatore<br />
.dimensioni<br />
molecolari<br />
.densità siti<br />
particella<br />
catalizzatore<br />
1<br />
interfaccia<br />
<strong>gas</strong>-liquido<br />
trasferimento<br />
interfase<br />
H 2CO<br />
.diffusività <strong>gas</strong><br />
.idrodinamica<br />
fig. 6. Rappresentazione dei fenomeni dovuti<br />
al trasferimento di massa.<br />
reagente negli interstizi del letto del catalizzatore (diffusione<br />
interparticellare), il trasferimento di massa del reagente<br />
attraverso il film liquido formato <strong>da</strong>i prodotti e la<br />
diffusione del reagente e dei prodotti all’interno della particella<br />
del catalizzatore (diffusione intraparticellare).<br />
L’effetto principale dei fenomeni diffusivi consiste<br />
nel creare gradienti, intra- e interparticellari, di temperatura<br />
e concentrazione.<br />
L’entità del fenomeno legato alla diffusione esterna<br />
dipende, principalmente, <strong>da</strong>lla fluidodinamica e <strong>da</strong>lla<br />
geometria del sistema, ovvero <strong>da</strong>lla velocità spaziale del<br />
fluido reagente e <strong>da</strong>ll’area superficiale interfasica (forma<br />
e dimensioni delle particelle del catalizzatore).<br />
La velocità di diffusione del fluido reagente e la velocità<br />
di retrodiffusione dei prodotti, sia nella zona interfasica<br />
sia all’interno della particella del catalizzatore,<br />
determinano i relativi gradienti di concentrazione e di<br />
temperatura. I coefficienti di diffusione delle principali<br />
molecole coinvolte sono correlati <strong>da</strong>lla seguente relazione:<br />
D H2 D COD paraffineD olefine; H 2 possiede la maggiore<br />
capacità di diffondere.<br />
I fenomeni di diffusione interna, che dipendono <strong>da</strong>lla<br />
struttura chimica e morfologica del catalizzatore (dimensioni<br />
dei pori, densità dei siti attivi) e <strong>da</strong>lle dimensioni<br />
molecolari delle sostanze interessate, sono la causa<br />
principale dei cambiamenti in termini di selettività nei<br />
diversi prodotti, in quanto modificano la capacità di<br />
diffondere.<br />
Iglesia ha definito un parametro strutturale (c) legato<br />
al fenomeno di riadsorbimento di olefine, utilizzabile<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
3<br />
3<br />
interstizi letto<br />
catalitico<br />
convezione<br />
.velocità spaziale<br />
.area interfaccia<br />
IDROCARBURI DA GAS NATURALE<br />
per correlare la selettività a prodotti C 5 con la struttura<br />
dei catalizzatori. L’an<strong>da</strong>mento del parametro c, definito<br />
come cR 2 eQ COr pori (Rraggio della particella,<br />
eporosità, Q COdensità siti attivi, r poriraggio medio<br />
dei pori), è riportato in fig. 7. La funzione evidenzia come<br />
all’aumentare della carica di fase attiva o della sua dispersione<br />
(Q CO) la selettività verso C 5 aumenti (Iglesia et<br />
al., 1993). Un’analoga correlazione mette in evidenza<br />
una diminuzione della selettività verso il metano al crescere<br />
di Q CO a causa dell’aumentare del fenomeno di<br />
riadsorbimento olefinico.<br />
Il parametro c permette quindi di definire un valore<br />
ottimale di selettività in base alle caratteristiche geometriche<br />
del catalizzatore. Diametri di particella di 200<br />
mm vengono indicati <strong>da</strong> Iglesia come il limite sperimentale<br />
oltre il quale fenomeni di diffusione limitano il<br />
trasporto del CO, sfavorendo la propagazione di catena<br />
e quindi la selettività verso C 5.<br />
Catalizzatori per la reazione Fischer-Tropsch<br />
Da un punto di vista chimico il catalizzatore deve<br />
essere in grado di favorire l’adsorbimento del CO sulla<br />
superficie del metallo, possedere un’ attività idrogenante<br />
non eccessivamente elevata in modo <strong>da</strong> ottenere limitati<br />
tenori di CH 4 e permettere l’inserzione dei gruppi<br />
metilenici. È ormai noto che i metalli di transizione dell’VIII<br />
gruppo sono particolarmente attivi nella sintesi<br />
Fischer-Tropsch. I catalizzatori comunemente utilizzati<br />
sono a base di Ru, Fe e Co.<br />
selettività C 5 (%)<br />
100<br />
95<br />
90<br />
85<br />
80<br />
75<br />
70<br />
simulazione<br />
crescita<br />
di catena<br />
inibita <strong>da</strong>lla<br />
diffusione<br />
olefine<br />
leggere<br />
fig. 7. Influenza del parametro strutturale c<br />
sulla selettività C 5.<br />
simulazione<br />
riadsorbimento<br />
favorito<br />
<strong>da</strong>lla<br />
diffusione<br />
paraffine<br />
leggere<br />
<strong>da</strong>ti sperimentali<br />
effetti legati a dispersione/supporto<br />
variazioni della dimensione particellare<br />
variazioni dello spessore dello<br />
strato superficiale attivo<br />
χ (1016 10 100 1.000 10.000<br />
m)<br />
aumento di densità dei siti<br />
aumento di dimensione della particella<br />
169
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
Catalizzatore<br />
T480 K, P1 bar,<br />
H 2/CO2<br />
tab. 2. Attività di catalizzatori a base di Co, Ru, Fe e senza promotori<br />
N CO 10 3 /s<br />
Il rutenio favorisce produzioni idrocarburiche a elevato<br />
grado di polimerizzazione (valori di a tendenti all’unità),<br />
ma il suo costo elevato e la scarsa disponibilità ne<br />
limitano l’utilizzo in larga scala. Il ferro è molto economico,<br />
presenta un’elevata selettività verso le olefine ma<br />
è molto attivo nella reazione di spostamento del <strong>gas</strong> d’acqua,<br />
produce notevoli quantità di prodotti ossigenati e si<br />
disattiva velocemente a causa della deposizione di residui<br />
carboniosi. L’elevata selettività verso le olefine è<br />
dovuta al chemiadsorbimento del CO sul metallo, che<br />
avviene in misura maggiore rispetto al chemiadsorbimento<br />
dell’idrogeno. Questa differenza va a scapito della<br />
velocità di idrogenazione in generale e quindi anche della<br />
velocità di idrogenazione delle olefine.<br />
Il cobalto viceversa, noto per essere più idrogenante<br />
rispetto al ferro, presenta un rapporto olefina/paraffina<br />
inferiore. Esso disattiva lentamente e produce quantità limitate<br />
di ossigenati favorendo la formazione di prodotti più<br />
pesanti e le reazioni di idrogenazione. A causa del costo<br />
% CO 2<br />
prodotta<br />
% Olefine<br />
C 3-C 7<br />
15% Co/Al 2O 3 17 1 54 0,90<br />
Fe non supportato 1,4 31 94 0,44<br />
11% Ru/Al 2O 3 1,8 – 88 0,69<br />
3% Ru/Al 2O 3 1,5 4 65 0,70<br />
fig. 8. Distribuzione<br />
dei prodotti<br />
nella reazione<br />
Fischer-Tropsch.<br />
frazione ponderale<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
elevato è usato in forma dispersa su supporti quali allumina,<br />
silice e titania (TiO 2). In tab. 2 è riportato un confronto<br />
tra i catalizzatori a base di Co, Fe e Ru (Bartholomew,<br />
1991). I <strong>da</strong>ti sono ottenuti a 480 K, 1 bar, H 2/CO uguale a<br />
2 e a bassa conversione del CO (1-10%) in modo <strong>da</strong> rendere<br />
trascurabili i fenomeni di limitazione diffusiva. I catalizzatori<br />
considerati possiedono una elevata concentrazione<br />
del metallo abbinata a una bassa dispersione, proprietà<br />
necessarie per limitare l’effetto del supporto. Nella prima<br />
colonna i valori del numero di eventi catalitici (turnover<br />
frequency, espressa come molecole di CO convertito per<br />
sito di catalizzatore nell’unità di tempo) evidenziano come<br />
il Co sia significativamente più attivo del Fe e del Ru. Si<br />
nota inoltre l’elevata attività del Fe nei confronti della reazione<br />
di spostamento del <strong>gas</strong> d’acqua che si esplica nella<br />
formazione di una quantità considerevole di CO 2.<br />
Il contributo della reazione di spostamento del <strong>gas</strong><br />
d’acqua, dipende <strong>da</strong>l livello di conversione alla quale<br />
opera il catalizzatore e determina il cambiamento di<br />
classici catalizzatori al Co<br />
classici catalizzatori al Fe<br />
nuovi catalizzatori al Co<br />
0<br />
0,75 0,79 0,83 0,87<br />
a<br />
0,91 0,95 0,99<br />
cere diesel jet fuel benzina GPL C 1-C 2<br />
170 ENCICLOPEDIA DEGLI IDROCARBURI<br />
a
produttività dei catalizzatori al Fe. La frazione di CO<br />
convertita in idrocarburi decresce all’aumentare della<br />
conversione globale del CO (Davis, 1999).<br />
La distribuzione dei prodotti ottenuti <strong>da</strong>lla reazione<br />
Fischer-Tropsch varia con il campo di applicazione relativo<br />
ai catalizzatori di Fe e Co. Nella fig. 8 si osserva<br />
come i sistemi a base di cobalto di nuova generazione<br />
diano luogo a un prodotto maggiormente ricco in frazioni<br />
idrocarburiche a elevato peso molecolare.<br />
Un ruolo determinante nella distribuzione dei prodotti<br />
è <strong>da</strong>to <strong>da</strong>i promotori chimici. L’effetto dei promotori<br />
sul sistema catalitico è molteplice, ma questi possono<br />
essere suddivisi in vari raggruppamenti in relazione<br />
alla loro funzione (Jager ed Espinoza,1995). Per<br />
esempio promotori come K, Na, Mg, Sr, Cu, Mo, W e<br />
metalli del gruppo VIII essenzialmente incrementano<br />
l’attività; in particolare bassi contenuti di metalli alcalini<br />
(Na e K) aumentano la velocità di reazione e inibiscono<br />
la formazione di idrocarburi leggeri e specialmente<br />
di metano. Chimicamente, agendo come donatori di elettroni,<br />
indeboliscono l’interazione MH e il legame<br />
CO del monossido di carbonio adsorbito sulla superficie<br />
del metallo, rafforzando il legame MC e portando<br />
a un aumento della lunghezza della catena. Favorendo<br />
la rottura del legame CO ads, che rappresenta lo<br />
stadio lento della reazione (rate determining step), tali<br />
promotori consentono di incrementare la velocità di reazione.<br />
Anche i metalli nobili dell’VIII gruppo (Ru, Re,<br />
Pt, Pd) hanno un effetto positivo sull’attività specifica<br />
di sistemi al cobalto poiché ne aumentano il grado di<br />
riduzione a metallo. Ru, ZrO 2, ossidi delle terre rare<br />
(REO), Ti aumentano la probabilità di propagazione e<br />
quindi la selettività verso idrocarburi ad alto peso molecolare.<br />
Ru, REO, Re, Hf, Ce, U, Th, nel caso del Co,<br />
favoriscono la rigenerabilità del catalizzatore. Altri elementi,<br />
come Mn e Zn, inibiscono le reazioni di idrogenazione<br />
favorendo la produzione di olefine.<br />
Il ruolo del supporto è fon<strong>da</strong>mentale per la stabilità<br />
meccanica del catalizzatore. In particolare, nel caso di<br />
reattori <strong>gas</strong>-liquido-solido con catalizzatore sospeso, il<br />
catalizzatore deve possedere una buona resistenza meccanica<br />
in modo <strong>da</strong> prevenire fenomeni di frammentazione<br />
e abrasione, che portano alla formazione di particelle<br />
fini con conseguenti perdite di catalizzatore o contaminazione<br />
del prodotto. Studi sull’effetto del supporto<br />
per catalizzatori al cobalto hanno evidenziato una maggiore<br />
resistenza all’attrito all’aumentare della quantità<br />
di metallo presente per i catalizzatori supportati su Al 2O 3<br />
rispetto a quelli su SiO 2 e TiO 2 (Singleton, 1999).<br />
Le mo<strong>da</strong>lità di preparazione (impregnazione, fusione,<br />
precipitazione, ecc.), il pretrattamento e la rigenerazione<br />
influenzano notevolmente le caratteristiche dei sistemi<br />
catalitici, alterando le interazioni tra metallo e supporto.<br />
La rigenerabilità dei catalizzatori per la reazione<br />
Fischer-Tropsch è stata affrontata prevalentemente per i<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
IDROCARBURI DA GAS NATURALE<br />
sistemi più costosi, a base di cobalto. Nel caso dei catalizzatori<br />
al ferro, <strong>da</strong>to il loro basso costo, non è necessario<br />
provvedere alla rigenerazione. Le tipologie dei processi<br />
di rigenerazione sono molto differenti a secon<strong>da</strong><br />
della soluzione reattoristica adottata. Si va <strong>da</strong>i processi<br />
in situ nel caso di reattori a letto ricircolato, mediante<br />
arricchimento in idrogeno del <strong>gas</strong> alimentato, a rigenerazioni<br />
esterne per reattori a letto fisso, che consistono<br />
in cicli di ossi<strong>da</strong>zione e riduzione.<br />
In generale i fenomeni che portano alla disattivazione<br />
sono differenti per catalizzatori a base di cobalto o di ferro.<br />
Per il catalizzatore al cobalto i fenomeni di tipo chimico,<br />
incluso l’accumulo di idrocarburi a elevato peso molecolare<br />
difficili <strong>da</strong> rimuovere, sembrano essere le cause principali<br />
che portano alla sua disattivazione. Per il ferro i fenomeni<br />
di deterioramento fisico sono più importanti rispetto<br />
alla diminuzione di attività catalitica; essi portano<br />
all’infragilimento e quindi alla rottura del catalizzatore.<br />
Generalmente il decadimento delle prestazioni catalitiche<br />
legato a fenomeni chimici è dovuto a una diversa<br />
dispersione del metallo sulla superficie, rispetto alla situazione<br />
originale, causata <strong>da</strong>lla sinterizzazione della fase attiva<br />
in aggregati di maggiori dimensioni. Altre cause, che<br />
provocano una alterazione della superficie del catalizzatore,<br />
riguar<strong>da</strong>no la trasformazione dei siti metallici in specie<br />
cataliticamente non attive (ossidi metallici), oppure la<br />
deposizione di coke. I catalizzatori possono anche essere<br />
avvelenati <strong>da</strong>lla presenza nella carica di composti solforati<br />
(H 2S, solfuri organici), di acido cianidrico e di ammoniaca,<br />
questi ultimi provenienti <strong>da</strong>lla produzione di <strong>gas</strong> di<br />
sintesi mediante processi con aria o aria arricchita (quindi<br />
in presenza di N 2), o <strong>da</strong>lla decomposizione di carbonili<br />
di Ni e Fe (per catalizzatori al Co) generati nella sezione<br />
di produzione del <strong>gas</strong> di sintesi o per reazione del CO<br />
con le pareti di acciaio del reattore e con i rivestimenti interni.<br />
L’aggiunta di opportuni promotori può facilitare la rigenerazione<br />
del catalizzatore migliorando le caratteristiche<br />
di riducibilità necessarie per rimuovere i depositi di sostanze<br />
carboniose presenti sulla superficie del metallo.<br />
Tecnologie di sintesi Fischer-Tropsch<br />
Il processo Fischer-Tropsch avviene quando il <strong>gas</strong> di<br />
sintesi è alimentato in un reattore contenente il catalizzatore.<br />
Le caratteristiche dei prodotti di reazione dipendono<br />
in parte <strong>da</strong>l tipo di catalizzatore utilizzato e in parte<br />
<strong>da</strong>l sistema di reazione. In base al reattore utilizzato le<br />
mo<strong>da</strong>lità di contatto tra il catalizzatore e il <strong>gas</strong> di sintesi<br />
possono variare notevolmente.<br />
La scelta del reattore utilizzato in un <strong>da</strong>to processo<br />
influenza diverse caratteristiche quali: a) l’efficienza termica;<br />
b) la rimozione del calore; c) la selettività; d) i costi<br />
operativi.<br />
I reattori utilizzati nella sintesi Fischer-Tropsch sono<br />
del tipo a letto fisso, a letto fluido circolante, a letto fluido<br />
fisso e a colonna a bolle con catalizzatore miscelato<br />
171
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
acqua<br />
uscita<br />
<strong>gas</strong><br />
entrata<br />
<strong>gas</strong><br />
catalizzatore<br />
e fascio<br />
tubiero<br />
ingresso<br />
liquido<br />
vapore<br />
entrata <strong>gas</strong><br />
vapore<br />
<strong>gas</strong> di<br />
sintesi<br />
scarico<br />
cere<br />
scarico<br />
liquido<br />
A B CC<br />
e devono essere in grado di garantire lo smaltimento del<br />
calore prodotto <strong>da</strong>lla reazione. Il controllo della temperatura<br />
rappresenta un punto estremamente critico poiché una<br />
variazione termica provoca, inevitabilmente, un profondo<br />
effetto sulla qualità del prodotto. Nel reattore a letto<br />
fisso il catalizzatore è caricato nel reattore sotto forma di<br />
strutturati cilindrici, di piccole dimensioni. È necessario<br />
avere cilindri di piccolo diametro per ottimizzare lo scambio<br />
termico ed evitare fenomeni di innalzamento rapido<br />
e fuori controllo della temperatura. Il trasferimento di calore,<br />
che è uno dei fattori critici della tecnologia a letto fisso,<br />
avviene principalmente mediante la produzione di vapore<br />
in scambiatori a fasci tubieri (fig. 9 A). Nei reattori a<br />
letto fisso il catalizzatore non può essere facilmente rimosso<br />
e quindi deve essere stabile per lunghi periodi di tempo.<br />
Il reattore a letto trasportato omogeneo (fig. 9 B) presenta<br />
il vantaggio di un ottimo trasferimento di massa e<br />
di calore, che consente di ottenere una temperatura uniforme<br />
sulla superficie del catalizzatore e un’alta efficienza<br />
del sistema catalitico. Per contro, i fattori critici sono<br />
l’efficienza della miscelazione <strong>gas</strong>-liquido-solido e il<br />
sistema per la separazione del catalizzatore <strong>da</strong>l prodotto<br />
liquido. Il reattore a letto fluido (fig. 9 C) consente una<br />
migliore rimozione del calore e quindi temperature di<br />
esercizio più elevate, che possono però creare problemi<br />
di formazione di un residuo carbonioso. Il trasferimento<br />
di massa e di calore è ottimamente controllato utilizzando<br />
particelle di catalizzatore di piccole dimensioni.<br />
Il recupero del catalizzatore e la sua rigenerazione non<br />
creano problemi alla gestione dell’impianto.<br />
Tecnologie Fischer-Tropsch di Sasol<br />
I processi Sasol per la sezione di sintesi di Fischer-<br />
Tropsch adottano due differenti soluzioni: sintesi ad alta<br />
temperatura (HTFT, High Temperature Fischer-Tropsch)<br />
e sintesi a bassa temperatura (LTFT, Low Temperature<br />
Fischer-Tropsch). La differenza principale tra i due processi<br />
è legata alla tipologia di prodotti ottenuti con i due<br />
diversi tenori termici: ai processi ad alta temperatura è<br />
associata la produzione di una maggiore quantità di olefine<br />
rispetto ai processi a bassa temperatura, come si<br />
evince <strong>da</strong>lla tab. 3 (Jager, 1998)<br />
I processi ad alta temperatura (330-350 °C) sono il<br />
Synthol, che impiega reattori a letto fluido circolante<br />
(CFBR, Circulating Fluid Bed Reactor) e il più recente<br />
Synthol avanzato (SAS, Sasol Advanced Synthol), con<br />
reattore a letto fluido fisso in cui il prodotto, che nelle<br />
condizioni di processo è in fase vapore, e il <strong>gas</strong> non convertito<br />
lasciano il reattore attraverso dei cicloni interni.<br />
Il reattore SAS presenta, rispetto a quello CFBR, il vantaggio<br />
di una migliore economia dovuta principalmente<br />
172 ENCICLOPEDIA DEGLI IDROCARBURI<br />
uscita<br />
<strong>gas</strong><br />
acqua di<br />
alimentazione<br />
della cal<strong>da</strong>ia<br />
acqua<br />
fig. 9. Tipologie di reattori di sintesi Fischer-Tropsch: A, a letto fisso con scambiatore a fascio tubiero;<br />
B, a letto trasportato omogeneo; C, a letto fluido.<br />
prodotti<br />
tab. 3. Distribuzione dei prodotti Fischer-Tropsch<br />
(% C in peso)<br />
Prodotti LTFT HTFT<br />
CH 4 4 7<br />
Olefine C 2-C 4 4 24<br />
Paraffine C 2-C 4 4 6<br />
Taglio C 5-C 11 18 36<br />
Distillati medi C 12-C 18 19 12<br />
Cere C 18 e oli pesanti 48 9<br />
Ossigenati solubili in H 2O 3 6<br />
vapore
aria<br />
separazione<br />
aria<br />
<strong>gas</strong><br />
<strong>naturale</strong> rimozione<br />
zolfo<br />
steam reforming<br />
del metano<br />
ATR<br />
all’eliminazione del ricircolo del catalizzatore e a un<br />
minore consumo.<br />
I processi a bassa temperatura (180-250 °C) sono di<br />
due tipi: il primo utilizza reattori multitubolari a letto fisso<br />
di tipo Arge (TFBR, Tubular Fluid Bed Reactor), il secondo,<br />
più recente (SSPD, Sasol Slurry Phase Distillate;<br />
fig. 10), utilizza reattori a letto sospeso ricircolato (SSBR,<br />
Sasol Slurry Bed Reactor). Sasol ha sviluppato tale tecnologia<br />
con l’obiettivo di limitare le problematiche associate<br />
alla gestione dei reattori multitubolari a letto fisso; nel<br />
reattore SSBR, il <strong>gas</strong> di sintesi, alla temperatura di 240 °C<br />
e alla pressione di 20 bar, attraversa il letto catalitico<br />
costituito <strong>da</strong> una dispersione del catalizzatore nella cera.<br />
La tab. 4 riporta i valori medi di distribuzione degli<br />
idrocarburi per vari processi Sasol (Stormont, 1960). È<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
SSPD<br />
condizionamento<br />
syn<strong>gas</strong><br />
<strong>gas</strong><br />
conversione<br />
cere<br />
conversione<br />
cere<br />
fig. 10. Schema del processo SSPD di Sasol, che si avvale di tecnologie: SSPD Sasol, Syn<strong>gas</strong> Haldor Topsøe,<br />
propria per Fischer-Tropsch in fase slurry, e di conversione Chevron.<br />
Prodotti (%)<br />
IDROCARBURI DA GAS NATURALE<br />
naphtha<br />
cherosene<br />
diesel<br />
evidente come, a temperature relativamente basse, la produzione<br />
di idrocarburi pesanti è maggiore mentre ad alte<br />
temperature aumenta il contenuto di olefine e distillati<br />
a basso peso molecolare presenti nel prodotto finito.<br />
I catalizzatori utilizzati <strong>da</strong> Sasol sono a base di ferro<br />
e vengono preparati per fusione oppure, nel caso dei più<br />
moderni, ottenuti per precipitazione. Questi ultimi hanno<br />
sostituito quasi del tutto i catalizzatori a base di ferro<br />
fuso e sono impiegati in tutte le soluzioni reattoristiche<br />
adottate <strong>da</strong> Sasol. Infatti, il catalizzatore ottenuto per<br />
precipitazione può successivamente essere estruso nella<br />
pezzatura idonea alle applicazioni in reattori a letto fisso<br />
o formato mediante atomizzazione, in particelle sferoi<strong>da</strong>li<br />
fini per le applicazioni a letto sospeso. Generalmente<br />
i catalizzatori al ferro sono promossi con Cu e K<br />
tab. 4. Distribuzione degli idrocarburi nei processi Sasol LTFT e HTFT (% C in peso)<br />
LTFT-TFBR LTFT-SSBR HTFT- SAS<br />
C 5-C 12 C 12-C 18 C 5-C 12 C 13-C 18 C 5-C 10 C 11-C 14<br />
Paraffine 53 65 29 44 13 15<br />
Olefine 40 28 64 50 70 60<br />
Aromatici 0 0 0 0 5 15<br />
Ossigenati 7 7 7 6 12 10<br />
173
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
e ridispersi in una matrice silicea (circa il 20% in peso<br />
di SiO 2), al fine di incrementarne l’area superficiale e<br />
la resistenza meccanica.<br />
I catalizzatori al ferro utilizzati nei processi HTFT,<br />
in reattori a letto fluido circolante, sono soggetti agli<br />
attriti generati <strong>da</strong>lla fluidizzazione del letto catalitico e<br />
devono pertanto essere dotati di una buona resistenza<br />
meccanica.<br />
La fase attiva è costituita <strong>da</strong> carburo di ferro e <strong>da</strong><br />
ferro metallico prodotti nell’ambiente riducente di reazione.<br />
Alle condizioni di lavoro le particelle di catalizzatore<br />
sono soggette sia alla deposizione del carbonio<br />
sia alla formazione di idrato di ferro e ciò modifica la<br />
loro densità, an<strong>da</strong>ndo a influire sulle proprietà di fluidizzazione<br />
del letto. La deposizione del carbonio può<br />
essere controllata con l’aggiunta di opportuni promotori<br />
che aumentano la vita del catalizzatore.<br />
I catalizzatori al ferro sono soggetti all’avvelenamento<br />
<strong>da</strong> zolfo. Quando questo interessa soltanto la superficie<br />
della particella, il catalizzatore tende a rigenerarsi<br />
per effetto della deposizione del carbonio al disotto della<br />
superficie. Questo fenomeno provoca il distacco di strati<br />
superficiali esterni e quindi avvelenati del catalizzatore;<br />
quando l’avvelenamento interessa anche la parte<br />
interna, il catalizzatore è permanentemente disattivato.<br />
Tecnologia Fischer-Tropsch di Shell<br />
La sezione di sintesi Fischer-Tropsch del processo<br />
SMDS (Shell Middle Distillate Synthesis) utilizza un<br />
reattore multitubolare a letto fisso raffred<strong>da</strong>to con acqua.<br />
Il reattore opera alla temperatura di 230 °C e alla pressione<br />
di 28 bar, con una conversione per passo dell’80%,<br />
fig. 11. Schema del<br />
processo SMDS di<br />
Shell. Tutti i processi<br />
sono di proprietà<br />
Shell: produzione<br />
di syn<strong>gas</strong> in fase <strong>gas</strong><br />
(SGP, Shell<br />
Gasification Process),<br />
conversione di syn<strong>gas</strong><br />
in reattore a letto fisso<br />
(HPS, Heavy Paraffin<br />
Synthesis),<br />
conversione delle cere<br />
(HPC, Heavy Paraffin<br />
Conversion).<br />
aria<br />
separazione<br />
aria<br />
<strong>gas</strong><br />
<strong>naturale</strong> rimozione<br />
zolfo<br />
steam reforming<br />
del metano<br />
in modo <strong>da</strong> ridurre la formazione di alcoli e massimizzare<br />
la formazione di paraffine pesanti (fig. 11).<br />
Il catalizzatore è costituito <strong>da</strong> sfere di He del diametro<br />
di circa 2 mm a base di silice su cui viene depositata<br />
la fase attiva costituita <strong>da</strong> cobalto (15-20% in<br />
peso) e promotori ossidici quali TiO 2 e ZrO 2. Le tecniche<br />
di sintesi sono tipiche impregnazioni di soluzioni<br />
acquose dei precursori metallici o di sali fusi di cobalto.<br />
Recentemente Shell ha descritto la possibilità di<br />
migliorare l’efficienza del catalizzatore, depositando<br />
la fase attiva solo su uno strato superficiale della sferette<br />
che costituiscono il supporto del catalizzatore, in<br />
modo <strong>da</strong> diminuire le limitazioni diffusive (Senden et<br />
al., 1998).<br />
Tecnologia Fischer-Tropsch di ExxonMobil<br />
Il processo ExxonMobil AGC-21 (Advanced Gas<br />
Conversion for 21 st Century) è costituito <strong>da</strong> tre stadi,<br />
dove si utilizzano una sezione di generazione del <strong>gas</strong> di<br />
sintesi con reattore a letto fluido, una sezione di reazione<br />
Fischer-Tropsch con reattore a letto fluido omogeneo<br />
e una sezione di conversione delle cere con reattore a<br />
letto fisso (fig. 12). Tutte e tre le sezioni sono state sviluppate<br />
autonomamente <strong>da</strong> ExxonMobil.<br />
Il catalizzatore per la sezione Fischer-Tropsch, nella<br />
sua formulazione principale, è a base di cobalto (10-15%<br />
in peso) supportato su titania (TiO 2) e promosso con rutenio<br />
o con renio. La sua preparazione, secondo quanto riportato<br />
nei brevetti, avviene mediante impregnazione del supporto<br />
con precursori di cobalto e successiva addizione del<br />
promotore. Le particelle di catalizzatore sono di forma<br />
sferica e hanno un diametro medio intorno a 50 mm.<br />
174 ENCICLOPEDIA DEGLI IDROCARBURI<br />
SGP<br />
HPS<br />
condizionamento<br />
syn<strong>gas</strong><br />
<strong>gas</strong><br />
HPC<br />
naphtha<br />
cherosene<br />
diesel
aria<br />
separazione<br />
aria<br />
<strong>gas</strong><br />
<strong>naturale</strong> rimozione<br />
zolfo<br />
FBSG<br />
riciclo<br />
trattamento<br />
condizionamento<br />
syn<strong>gas</strong><br />
separazione<br />
idrogeno<br />
HCS<br />
Tecnologia Fischer-Tropsch di Syntroleum<br />
Syntroleum Corporation è una società fon<strong>da</strong>ta nel<br />
1984, che ha come principale attività la commercializzazione<br />
di una tecnologia per la conversione di <strong>gas</strong> <strong>naturale</strong><br />
in prodotti liquidi mediante la reazione Fischer-<br />
Tropsch. La caratteristica principale del processo Syntroleum<br />
è l’utilizzo di un reforming autotermico (ATR)<br />
alimentato con aria anziché con ossigeno per la produzione<br />
di <strong>gas</strong> di sintesi. Questa soluzione ha il vantaggio<br />
di evitare il frazionamento criogenico dell’aria, abbattendo<br />
i costi di investimento della sezione di generazione<br />
syn<strong>gas</strong>, ma ha lo svantaggio di produrre un <strong>gas</strong> di sintesi<br />
contenente azoto (45-50% in volume). La presenza<br />
di azoto costringe a far operare il reattore per la sintesi<br />
Fischer-Tropsch a bassa pressione di esercizio (5-7 bar)<br />
al fine di evitare costosi cicli di compressione. A bassa<br />
pressione le cinetiche di conversione del <strong>gas</strong> di sintesi<br />
sono più lente e quindi sono necessari catalizzatori estremamente<br />
attivi per supportare il processo. Inoltre, a parità<br />
di produttività, i volumi di reazione e quindi le dimensioni<br />
dei reattori sono più grandi rispetto a condizioni di<br />
pressione maggiori.<br />
Il catalizzatore descritto nei brevetti Syntroleum<br />
è costituito <strong>da</strong> cobalto con potassio come promotore<br />
(0,1-5% in peso) supportato su silice, su allumina o su<br />
entrambe. Il suo impiego è in reattori tubolari a letto<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
<strong>gas</strong><br />
IDROCARBURI DA GAS NATURALE<br />
fig. 12. Schema del processo AGC-21 di ExxonMobil. Tutti i processi sono di proprietà Exxon: produzione<br />
di syn<strong>gas</strong> in letto fluido (FBSG, Fluid Bed Syn<strong>gas</strong> Generation); sintesi di Fischer-Tropsch in reattore a letto espanso<br />
(HCS, HydroCarbon Synthesis); idroisomerizzazione delle cere (HI, HydroIsomerization).<br />
HCS<br />
HI<br />
HI<br />
naphtha<br />
diesel<br />
fisso, generalmente utilizzando due reattori in serie, intervallati<br />
<strong>da</strong> una sezione di condensazione per l’acqua e per<br />
gli idrocarburi superiori.<br />
Nuovi approcci al processo Fischer-Tropsch:<br />
impianti marini<br />
Tra il 1970 e il 1990, diverse società hanno studiato<br />
la possibilità di convertire in metanolo il <strong>gas</strong> <strong>naturale</strong><br />
prodotto in impianti a mare mediante apparecchi montati<br />
su navi o su piattaforme galleggianti. Oggi, essendo<br />
circa il 25% delle riserve mondiali di <strong>gas</strong> <strong>naturale</strong> localizzate<br />
in campi marini, esiste un interesse per valutare<br />
la possibilità di integrare impianti per la produzione di<br />
<strong>gas</strong> su zattere (barge) o su unità navali (FPSO, Floating,<br />
Production, Storage and Offloading), con un impianto<br />
di conversione di <strong>gas</strong> a prodotti liquidi mediante reazione<br />
Fischer-Tropsch.<br />
Il potenziale offerto <strong>da</strong>ll’opzione Fischer-Tropsch<br />
offshore riguar<strong>da</strong> la possibilità di sfruttamento di giacimenti<br />
di <strong>gas</strong> remoto sottomarini di taglia relativamente<br />
piccola (0,3-110 12 m 3 ) per i quali attualmente non esistono<br />
infrastrutture che ne permettano la messa in produzione<br />
e il trasporto. Per giacimenti di queste dimensioni<br />
non sarebbe conveniente operare uno sfruttamento<br />
delle riserve mediante la produzione di <strong>gas</strong> <strong>naturale</strong><br />
liquefatto.<br />
175
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
Un’altra applicazione che rende interessante questa<br />
via è lo sfruttamento del <strong>gas</strong> associato in giacimenti di<br />
petrolio in acque profonde, quale alternativa alla reiniezione<br />
del <strong>gas</strong>.<br />
Gli studi, oggi in fase piuttosto avanzata, mirano allo<br />
sviluppo di soluzioni impiantistiche compatte, modulari<br />
e in grado di sopportare il moto ondoso; più in particolare<br />
è favorito l’utilizzo di tecnologie compatte di produzione<br />
di <strong>gas</strong> di sintesi basate sul reforming con metano<br />
oppure su reforming autotermico.<br />
Per quanto riguar<strong>da</strong> l’unità di sintesi Fischer-Tropsch,<br />
viene preferita una soluzione con reattore a letto sospeso<br />
perché più leggera di un’unità di reazione multitubolare<br />
a letto fisso. Taglie d’impianto oggi allo studio sono<br />
dell’ordine di 12.000-20.000 bpd (Apanel, 2003).<br />
Due piccole società licenziatarie di tecnologie per la<br />
conversione Fischer-Tropsch, Syntroleum e Rentech,<br />
sono tra le più attive in questo genere di studi. In particolare,<br />
la prima è impegnata nello studio di unità marine<br />
sia su zattera sia di tipo FPSO per conto del Department<br />
of Defence statunitense per la produzione di combustibile<br />
per uso aereonautico in campo militare.<br />
Conversione delle cere prodotte<br />
<strong>da</strong>lla reazione Fischer-Tropsch<br />
Una conseguenza importante del meccanismo di crescita<br />
delle catene idrocarburiche operante nella reazione<br />
Fischer-Tropsch è l’impossibilità teorica di produrre<br />
una miscela di paraffine con un intervallo ristretto di lunghezze<br />
di catena.<br />
Indipendentemente <strong>da</strong>l tipo di catalizzatore e <strong>da</strong>lle<br />
condizioni operative, la reazione Fischer-Tropsch dà origine<br />
a una serie di prodotti molto ampia, che va <strong>da</strong>l metano<br />
fino alle cere costituite <strong>da</strong> paraffine lineari a elevato<br />
peso molecolare. Una scelta appropriata del catalizzatore<br />
e delle condizioni operative consente di variare la<br />
tipologia del prodotto (paraffina/olefina/ossigenati) nell’ambito<br />
dei vincoli posti <strong>da</strong>l meccanismo di reazione.<br />
Uno di questi implica che, per evitare la formazione di<br />
paraffine leggere, sia necessario orientare la selettività<br />
del processo verso la formazione di paraffine molto pesanti,<br />
come mostrato <strong>da</strong>lla distribuzione riportata in fig. 5.<br />
È necessario, quindi, che a valle della sezione di reazione<br />
Fischer-Tropsch vi sia una sezione di reazione che<br />
converta i prodotti più pesanti in distillati medi. Poiché<br />
il prodotto principale della tecnologia è il carburante per<br />
motori diesel, è anche necessario trasformare parte delle<br />
paraffine lineari in paraffine ramificate, per assicurare<br />
le specifiche di prestazione a freddo richieste a questo<br />
carburante.<br />
Il raggiungimento di questo duplice obiettivo è ottenuto<br />
mediante il processo di conversione in presenza di<br />
idrogeno (hydrocracking) dei prodotti della sintesi Fischer-<br />
Tropsch.<br />
Cenni storici sul processo di hydrocracking<br />
L’hydrocracking è uno dei più vecchi processi di conversione<br />
degli idrocarburi. La sua prima applicazione fu<br />
sviluppata <strong>da</strong>lla IG Farbenindustrie nel 1927, in Germania,<br />
per convertire la lignite in benzina. Fino alla<br />
Secon<strong>da</strong> Guerra Mondiale furono sviluppati diversi processi,<br />
per produrre sia carburanti liquidi <strong>da</strong> carbone sia<br />
distillati <strong>da</strong> cariche pesanti. Questi processi richiedevano<br />
elevate pressioni di idrogeno (200-300 bar) e alte temperature<br />
(375 °C). I primi catalizzatori utilizzati erano<br />
a base di solfuro di tungsteno; successivamente furono<br />
impiegati catalizzatori bifunzionali costituiti <strong>da</strong>lle coppie<br />
Ni/Mo, Co/Mo supportati su montmorillonite florurata<br />
e su silice-allumina amorfa (Satterfield, 1991).<br />
Dopo la Secon<strong>da</strong> Guerra Mondiale, il processo di<br />
hydrocracking divenne meno importante a seguito della<br />
larga disponibilità di greggi leggeri provenienti <strong>da</strong>l Medio<br />
Oriente.<br />
Nei primi anni Sessanta, la disponibilità di una fonte<br />
economica di idrogeno proveniente <strong>da</strong>l reforming catalitico<br />
e la crescente doman<strong>da</strong> di carburanti per aviazione<br />
e benzina con caratteristiche ottaniche elevate hanno<br />
portato allo sviluppo di numerosi processi di hydrocracking<br />
delle frazioni petrolifere. In questo periodo sono<br />
stati sviluppati diversi processi di questo tipo a opera di<br />
società petrolifere e di società produttrici e licenziatarie<br />
di tecnologie (Stormont, 1959; Sterba e Watkins, 1960;<br />
Jager, 1998). Negli anni Settanta vi fu, specialmente negli<br />
Stati Uniti, una rapi<strong>da</strong> crescita di questi processi, accompagnata<br />
<strong>da</strong> continui miglioramenti sia dei catalizzatori<br />
utilizzati sia degli schemi di processo. Negli anni Ottanta<br />
e Novanta la crescita è proseguita ma a un ritmo più<br />
lento e le aree di maggiore sviluppo sono state quelle del<br />
Medio Oriente, dell’Asia e dell’Oceano Pacifico. Attualmente<br />
i processi di idrotrattamento costituiscono il 40-<br />
50% della capacità mondiale di raffinazione.<br />
Chimica della reazione<br />
I catalizzatori di hydrocracking sono di tipo bifunzionale,<br />
ossia sono caratterizzati <strong>da</strong>lla presenza di siti<br />
acidi che svolgono una funzione di isomerizzazione/cracking<br />
e <strong>da</strong> siti metallici che hanno una funzione<br />
idrodeidrogenante.<br />
Tipici supporti acidi sono: ossidi amorfi o loro miscele<br />
(F/Al 2O 3, SiO 2/Al 2O 3, ZrO 2/SO 4 2 ), zeoliti (alluminosilicati<br />
cristallini, porosi), miscele di zeoliti e ossidi amorfi.<br />
I metalli che svolgono la funzione idrodeidrogenante<br />
possono essere metalli nobili (Pt, Pd) o solfuri di metalli<br />
non nobili del gruppo VIA (Mo, W) e del gruppo VIIIA<br />
(Co, Ni). Attualmente, i catalizzatori contenenti solfuri<br />
metallici costituiscono la stragrande maggioranza dei<br />
catalizzatori di hydrocracking commerciali, in quanto<br />
sono insensibili alla presenza di composti solforati normalmente<br />
presenti nelle cariche di raffineria (Giusnet et<br />
al., 1987).<br />
176 ENCICLOPEDIA DEGLI IDROCARBURI
fig. 13. Schema<br />
di reazione per<br />
l’hydrocracking/<br />
idroisomerizzazione<br />
di n-paraffine<br />
su un catalizzatore<br />
bifunzionale.<br />
Il meccanismo delle reazioni di hydrocracking su<br />
catalizzatori bifunzionali è stato oggetto di numerosi<br />
studi e costituisce a tutt’oggi un attivo campo di ricerca.<br />
Gran parte dei lavori è stata eseguita utilizzando composti<br />
modello, essenzialmente n-paraffine e in misura<br />
minore nafteni, alchilaromatici e policromatici (Weitkamp<br />
et al., 1984).<br />
Dato che la reazione Fischer-Tropsch produce quasi<br />
esclusivamente n-paraffine, in questa sede ci si limiterà<br />
a esaminare i lavori relativi a questa classe di composti.<br />
È generalmente accettato che la reazione considerata<br />
si svolge attraverso un meccanismo di tipo carbocationico<br />
che prevede uno stadio di idrodeidrogenazione e<br />
uno di isomerizzazione di scheletro e di rottura della<br />
catena idrocarburica.<br />
L’hydrocracking delle n-paraffine procede attraverso<br />
le seguenti fasi: a) adsorbimento delle n-paraffine sul<br />
sito metallico; b) deidrogenazione con formazione della<br />
n-olefina; c) deadsorbimento della n-olefina e diffusione<br />
verso i siti acidi; d) isomerizzazione e/o cracking della<br />
olefina sui siti acidi attraverso un intermedio carbocationico;<br />
e) deadsorbimento delle olefine <strong>da</strong>i siti acidi e<br />
diffusione verso i siti metallici; f ) idrogenazione delle<br />
olefine; g) deadsorbimento delle iso- e normalparaffine.<br />
Le reazioni elementari, corrispondenti al cammino<br />
di reazione sopra descritto, sono mostrate nella fig. 13.<br />
A differenza di quanto sopra detto, questo schema di<br />
carattere generale considera anche la presenza di reazioni<br />
di idrogenolisi sui siti metallici. Secondo questo meccanismo<br />
di reazione, la formazione di isoparaffine con un<br />
numero di atomi di carbonio uguale a quello della n-paraffina<br />
convertita avviene tramite riarrangiamento del carbocatione<br />
secon<strong>da</strong>rio a terziario via intermedio ciclico e<br />
successiva formazione della iso-olefina. La reazione di<br />
cracking invece avviene tramite estrazione di idrogeno e<br />
rottura della catena paraffinica con formazione di una<br />
paraffina e di una olefina più leggere dell’idrocarburo di<br />
partenza (b-scissione). Al fine di spiegare la formazione<br />
dei diversi tipi di ramificazione delle isoparaffine nei prodotti<br />
di cracking sono stati individuati diversi tipi di<br />
b-scissione e i meccanismi proposti suggeriscono che le<br />
n-paraffine possono subire diverse isomerizzazioni prima<br />
di avere una configurazione favorevole per la b-scissione<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
IDROCARBURI DA GAS NATURALE<br />
idrogenolisi<br />
n-alcani prodotti di cracking<br />
n-alcheni<br />
b-scissione<br />
carbocationi n-alchil secon<strong>da</strong>ri prodotti di cracking<br />
riarrangiamento<br />
i-alcheni carbocationi i-alchil terziari prodotti di cracking<br />
b-scissione<br />
idrogenolisi<br />
i-alcani prodotti di cracking<br />
(Weitkamp, 1982). Recentemente alcuni autori hanno proposto<br />
che entrambe le reazioni, sia quella di cracking sia<br />
quella di isomerizzazione, avvengano attraverso un intermedio<br />
comune del tipo dialchil-ciclopropano-protonato<br />
(Tiong Sie, 1992, 1993). La selettività verso l’isomerizzazione<br />
e la distribuzione dei prodotti di cracking dipendono<br />
fortemente <strong>da</strong>l tipo di catalizzatore utilizzato. Un<br />
catalizzatore con una debole funzione idrogenante (per<br />
esempio Ni o W solfuri) su un supporto acido tipo Al 2O 3/F<br />
o SiO 2/Al 2O 3 mostra una bassa selettività per l’isomerizzazione.<br />
Risultati decisamente migliori si ottengono quando<br />
si utilizza un metallo con una elevata funzione idrogenante<br />
(Pt, Pd) per bilanciare l’acidità del supporto.<br />
La distribuzione dei prodotti ottenuti <strong>da</strong>ll’hydrocracking<br />
dell’n-esadecano con catalizzatori diversi per<br />
componente idrogenante e supporto è mostrata in fig. 14<br />
(Weitkamp ed Ernst, 1990).<br />
Il catalizzatore con un rapporto funzione idrogenante/acidità<br />
più elevato (Pt/CaY) dà luogo a una distribuzione<br />
in cui i frammenti <strong>da</strong> C 4 a C n4 sono prodotti in<br />
quantità pressoché equimolari, si ha una scarsa presenza<br />
dei frammenti C 3 e C n3 e non si ha formazione di<br />
frammenti C 1, C 2, C n1 e C n2: la produzione di frammenti<br />
a basso peso molecolare è inferiore rispetto ai prodotti<br />
di peso molecolare più elevato. Una situazione del<br />
genere è definita come hydrocracking ideale e dà luogo<br />
a elevate rese in liquidi.<br />
Differentemente, un catalizzatore caratterizzato <strong>da</strong><br />
un basso rapporto funzione idrogenante/acidità (Co-Mo-<br />
S/SiO 2-Al 2O 3), mostra una distribuzione spostata verso<br />
prodotti leggeri a causa della presenza di cracking secon<strong>da</strong>rio.<br />
La reattività delle singole n-paraffine (tab. 5) aumenta<br />
all’aumentare della lunghezza della catena sia su catalizzatori<br />
con un supporto amorfo sia su zeoliti (Weitkamp<br />
ed Ernst, 1990)<br />
La fig. 15 mostra invece che la selettività verso l’isomerizzazione<br />
diminuisce all’aumentare della lunghezza<br />
di catena.<br />
Al fine di raggiungere l’obiettivo di massimizzare le<br />
rese in distillati medi e ottenere dei prodotti di elevata<br />
qualità, il processo di cracking deve avere le seguenti tre<br />
caratteristiche:<br />
177
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
fig. 14. Distribuzione<br />
dei prodotti<br />
di cracking catalitico<br />
e hydrocracking<br />
del n-C 16 al 50%.<br />
moli per 100 di C 16 reagito<br />
• la lunghezza di catena dei prodotti di cracking deve<br />
essere prevalentemente quella dell’intervallo desiderato,<br />
ossia la distribuzione dei prodotti di hydrocracking<br />
deve essere di tipo ‘ideale’;<br />
• le catene con una lunghezza superiore a quella dell’intervallo<br />
desiderato devono avere una reattività<br />
decisamente più elevata;<br />
• il catalizzatore deve possedere una elevata capacità<br />
isomerizzante al fine di ottenere carburanti con buone<br />
caratteristiche di prestazioni a freddo.<br />
Da un punto di vista generale, le condizioni sopra<br />
riportate sono più o meno soddisfatte quando, nel catalizzatore,<br />
si riesce a bilanciare in modo ottimale la funzionalità<br />
metallica con il carattere acido del supporto.<br />
Tecnologie di conversione<br />
Shell è stata una delle prime industrie a studiare e<br />
sviluppare una tecnologia di hydrocracking mirata alla<br />
n-C 10<br />
n-C 11<br />
n-C 12<br />
n-C 13<br />
n-C 14<br />
n-C 15<br />
n-C 16<br />
n-C 17<br />
140<br />
120<br />
100<br />
tab. 5. Reattività delle n-paraffine al variare<br />
della lunghezza di catena<br />
Reagente<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Costante del 1° ordine<br />
per la formazione dei prodotti<br />
di cracking (unità arbitrarie)<br />
1,0<br />
1,8<br />
–<br />
–<br />
10<br />
22<br />
37<br />
87<br />
cracking catalitico: SiO 2-Al 2O 3-ZrO 2<br />
T500 °C; conv.54%<br />
hydrocracking: Co-Mo-S/SiO 2-Al 2O 3<br />
T400 °C; conv.50%<br />
hydrocracking: Pt/Ca Y<br />
T230 °C; conv.55%<br />
2 4 6 8 10 12 14<br />
numero di carbonio dei prodotti di cracking<br />
conversione di cere prodotte <strong>da</strong>lla reazione Fischer-<br />
Tropsch (Hoek et al., 1984). Lo schema del processo<br />
Shell, realizzato per la prima volta a Bintulu, in Malaysia,<br />
prevede che la corrente di paraffine con più di sei<br />
atomi di carbonio, proveniente <strong>da</strong>l reattore Fischer-<br />
Tropsch, sia preriscal<strong>da</strong>ta alla temperatura di reazione,<br />
miscelata con idrogeno e successivamente inviata al reattore<br />
di hydrocracking. I prodotti in uscita sono inviati a<br />
un separatore, nel quale vengono effettuati il recupero<br />
dell’idrogeno che non ha reagito e la separazione dei prodotti<br />
a basso peso molecolare (C 4). Infine, la frazione<br />
liqui<strong>da</strong> rimanente è frazionata nella sezione di distillazione<br />
e le paraffine pesanti che non sono state convertite<br />
vengono riciclate nel reattore di cracking.<br />
Il processo impiega un classico reattore di cracking<br />
a letto fisso che opera alla temperatura di 300-350 °C e<br />
alla pressione di 50-130 bar. Il consumo di idrogeno è<br />
di circa 300 scf/bbl. Questo valore è considerevolmente<br />
fig. 15. Selettività a isoparaffine<br />
per la conversione (<strong>da</strong>l basso verso l’alto) di n-C 36,<br />
n-C 28 e n-C 16 su catalizzatore Pt/MSA a 380 °C.<br />
178 ENCICLOPEDIA DEGLI IDROCARBURI<br />
selettività a isoparaffine<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
0<br />
0 0,2 0,4 0,6 0,8 1,0<br />
conversione
più basso di quelli che si hanno per l’hydrocracking delle<br />
frazioni petrolifere nelle raffinerie (500-3.000 scf/bbl).<br />
Nel corso della reazione oltre all’idroisomerizzazione e<br />
all’hydrocracking della carica, avvengono anche l’idrogenazione<br />
delle olefine e la rimozione dei composti ossigenati<br />
costituiti principalmente <strong>da</strong> alcoli primari.<br />
2.6.3 Prodotti<br />
La tecnologia per la conversione di <strong>gas</strong> in prodotti liquidi<br />
mediante reazione Fischer-Tropsch mira generalmente<br />
alla conversione di grandi quantità di <strong>gas</strong>, al fine di beneficiare<br />
dei vantaggi economici derivanti <strong>da</strong>lla scala degli<br />
impianti. In questo contesto, i principali prodotti ottenuti<br />
devono essere di largo consumo, quali per esempio<br />
carburanti per aerei e per motori diesel.<br />
Accanto a questi prodotti di base, è possibile però<br />
indirizzare la sezione di hydrocracking verso la produzione<br />
di prodotti speciali ad alto valore aggiunto, destinati<br />
a settori applicativi diversi <strong>da</strong>i carburanti. In linea<br />
di principio questi prodotti sono quelli che <strong>da</strong>nno il massimo<br />
vantaggio economico e il limite alla quantità prodotta<br />
è determinato <strong>da</strong>lla recettività del mercato di destinazione.<br />
Di seguito viene presentata una descrizione dell’upgrading<br />
dei prodotti ottenibili.<br />
Prodotti di base<br />
I prodotti di base sono costituiti <strong>da</strong>lla frazione dei prodotti<br />
<strong>gas</strong>sosi a temperatura ambiente, assimilabili al GPL,<br />
e <strong>da</strong>lla frazione liqui<strong>da</strong> che può essere classificata in base<br />
all’intervallo di ebollizione in naphtha, cherosene e carburanti<br />
per motori diesel. Un’ accurata gestione della<br />
sezione di hydrocraking permette di massimizzare la produzione<br />
della frazione diesel o della frazione cherosene,<br />
le cui rese tipiche complessive sono riportate in tab. 6.<br />
GPL<br />
Le frazioni <strong>gas</strong>sose leggere sono un prodotto inevitabile<br />
ma indesiderato per ragioni economiche. Queste<br />
frazioni possono essere avviate al mercato locale, quando<br />
tab. 6. Composizione dei prodotti liquidi ottenibili<br />
per conversione di <strong>gas</strong><br />
mediante sintesi Fischer-Tropsch e hydrocracking<br />
Prodotti liquidi<br />
Massimo diesel<br />
(% in vol.)<br />
Massimo cherosene<br />
(% in vol.)<br />
Naphtha 15 25<br />
Cherosene 25 50<br />
Diesel 60 25<br />
Totale 100 100<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
IDROCARBURI DA GAS NATURALE<br />
esistente, o riciclate alla sezione di generazione del <strong>gas</strong><br />
di sintesi, oppure possono essere man<strong>da</strong>te a un bruciatore<br />
per produrre l’energia necessaria al processo.<br />
Naphtha<br />
Il processo di cracking in presenza di vapore di<br />
naphtha è la principale tecnologia utilizzata specialmente<br />
in Europa per la produzione di olefine leggere. Normalmente,<br />
l’alimentazione impiegata è la cosiddetta virgin<br />
naphtha, una frazione petrolifera leggera (punto di<br />
ebollizione 38-190 °C) a composizione variabile dipendentemente<br />
<strong>da</strong>l greggio di partenza. La frazione C 5-C 9<br />
proveniente <strong>da</strong>lla distillazione primaria o <strong>da</strong>ll’hydrocracking<br />
di cere prodotte nella reazione Fischer-Tropsch<br />
ha caratteristiche che la rendono simile alla virgin naphtha<br />
<strong>da</strong> raffineria. Rispetto a quest’ultima ha caratteristiche<br />
migliori poiché, essendo costituita unicamente <strong>da</strong> n-paraffine,<br />
può <strong>da</strong>re una resa in etilene e propilene superiore<br />
alla carica di raffineria che contiene anche i-paraffine,<br />
cicloparaffine e aromatici. Un recente studio effettuato<br />
<strong>da</strong> Sasol, Chevron-Texaco e Kellog Brown & Root, ha<br />
confermato l’elevata qualità della naphtha prodotta via<br />
Fischer-Tropsch sia in forma idrogenata sia tal quale.<br />
Questa frazione, in quanto a punto di ebollizione,<br />
potrebbe anche essere usata come benzina tuttavia, a causa<br />
della natura paraffinica lineare del prodotto, il numero di<br />
ottano della benzina derivata è molto basso. Da un punto<br />
di vista economico, conviene cercare di minimizzare la<br />
produzione di questo taglio di distillazione.<br />
Cherosene<br />
La frazione <strong>da</strong> distillazione primaria è costituita principalmente<br />
<strong>da</strong> n-paraffine e quindi ha un punto di scorrimento<br />
(pour point) inadeguato per un utilizzo come<br />
carburante per aerei. Il processo di hydrocracking di cere<br />
è invece ottimizzato per fornire anche il desiderato grado<br />
di ramificazione richiesto per prodotti a specifica. Il<br />
punto di fumo di questa frazione è molto alto e questa<br />
proprietà è estremamente interessante poiché le specifiche<br />
su questo valore richiedono un punto di fumo di<br />
almeno 25 mm. Una criticità di questa frazione può essere<br />
il punto di congelamento.<br />
La specifica per un carburante per aerei di classe Jet<br />
A-1 è un punto di congelamento inferiore a 47 °C. Il<br />
prodotto ottenuto tramite sintesi Fischer-Tropsch ha un<br />
punto di congelamento vicino alla specifica e questo<br />
aspetto potrebbe essere critico per miscele di prodotti<br />
convenzionali <strong>da</strong> raffineria con prodotti derivati <strong>da</strong>lla<br />
sintesi Fischer-Tropsch. Le tipiche proprietà di un cherosene<br />
ottenuto <strong>da</strong>lla reazione Fischer-Tropsch sono riportate<br />
nella tab. 7.<br />
Carburante diesel<br />
Il carburante diesel ottenuto mediante sintesi Fischer-<br />
Tropsch è virtualmente privo di zolfo e di aromatici; inoltre,<br />
179
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
tab. 7. Proprietà tipiche di un cherosene<br />
prodotto con processo Fischer-Tropsch<br />
Densità 750 kg/m 3<br />
Punto di fumo 50 mm<br />
Zolfo 1 ppm<br />
Aromatici 1% in vol.<br />
tab. 8. Proprietà tipiche di un carburante diesel<br />
prodotto con processo Fischer-Tropsch<br />
Numero di cetano 70<br />
Aromatici totali (% in vol.) 3<br />
Temperatura di distillazione<br />
T 90 max (°C)<br />
essendo molto paraffinico, ha un numero di cetano estremamente<br />
elevato. Il numero di cetano caratterizza le proprietà<br />
di combustione di un carburante diesel. Un basso<br />
numero di cetano può essere responsabile di una combustione<br />
incompleta, specialmente alle basse temperature,<br />
cioè in fase di avviamento del motore. Un numero<br />
di cetano elevato migliora invece la combustione e tende<br />
a diminuire la formazione di NO x, CO e polveri nelle<br />
emissioni. L’assenza di zolfo e di aromatici migliora<br />
anche l’efficienza dei sistemi di post-trattamento dei <strong>gas</strong><br />
di scarico. Grazie alle proprietà legate al contenuto di<br />
poliaromatici, alla densità e al numero di cetano, il carburante<br />
Fischer-Tropsch può essere utile al raffinatore<br />
per migliorare delle correnti di raffineria di bassa qualità,<br />
attraverso una miscelazione in proporzioni opportune.<br />
Non è possibile utilizzare come carburante diesel<br />
un taglio Fischer-Tropsch tal quale, principalmente a<br />
causa della sua bassa densità. Le proprietà caratteristiche<br />
di un carburante diesel prodotto mediante la tecnologia<br />
basata sulla reazione Fischer-Tropsch sono riportate<br />
in tab. 8.<br />
Prodotti speciali<br />
320<br />
Zolfo (ppm) 5<br />
Densità (kg/m 3 ) 780<br />
Frazione C 10-C 16. Paraffine per alchilbenzeni lineari<br />
I LAB (Linear Alkyl Benzene) sono la principale<br />
carica per la produzione dei corrispondenti solfonati,<br />
che trovano largo impiego come tensioattivi per i detergenti.<br />
Sono prodotti commercialmente <strong>da</strong>lle paraffine<br />
ottenute per frazionamento del taglio cherosene attraverso<br />
deidrogenazione e alchilazione del benzene;<br />
clorurazione e alchilazione del benzene; clorurazione<br />
seguita <strong>da</strong> deidroclorurazione e quindi alchilazione del<br />
benzene.<br />
Il taglio C 10-C 13 proveniente <strong>da</strong> un’unità Fischer-<br />
Tropsch è assimilabile alle paraffine ottenibili <strong>da</strong>lla frazione<br />
cherosene, inoltre è ricco in n-paraffine e privo di<br />
zolfo e idrocarburi aromatici e pertanto può essere impiegato<br />
come carica per la produzione di LAB.<br />
Nel 2002 la doman<strong>da</strong> mondiale di questi prodotti è<br />
stata di poco inferiore a 1 milione di tonnellate.<br />
Frazione C 17-C 22. Fluidi di perforazione<br />
I fluidi di perforazione (SBM, Synthetic Based Mud)<br />
sono principalmente usati per trasportare in alto i detriti<br />
generati nel corso della perforazione e per lubrificare<br />
e raffred<strong>da</strong>re l’intero sistema di aste per la perforazione.<br />
Gli SBM rappresentano una nuova categoria di fluidi<br />
recentemente sviluppata al fine di superare criticità,<br />
quali impatto ambientale o limitate performance, evidenziate<br />
con l’uso di fluidi convenzionali, a base di olio<br />
o di acqua. L’obiettivo principale dell’introduzione di<br />
SBM è quello di disporre di fluidi a elevate prestazioni<br />
che permettano lo smaltimento dei detriti senza i pretrattamenti<br />
normalmente richiesti nel caso di impiego<br />
di fluidi a base di olio. Il taglio C 17-C 22 derivante <strong>da</strong> un<br />
prodotto Fischer-Tropsch costituisce un componente<br />
utile, dopo opportuno trattamento e/o mescolamento<br />
con additivi, per il raggiungimento delle specifiche<br />
richieste per la formulazione di fluidi di perforazione<br />
di tipo SBM. È in via di definizione <strong>da</strong> parte dell’Agenzia<br />
per la Protezione dell’Ambiente statunitense<br />
(EPA, Environmental Protection Agency) una regolamentazione<br />
per l’uso di SBM di varia origine, compresi<br />
quelli provenienti <strong>da</strong> conversioni di <strong>gas</strong> mediante reazione<br />
Fischer-Tropsch.<br />
Frazione C 18-C 22. Produzione di cere paraffiniche<br />
raffinate<br />
Le cere paraffiniche raffinate sono una miscela di<br />
idrocarburi saturi solidi corrispondenti alla frazione C 18-<br />
C 22 in miscela con tagli più pesanti. Vengono impiegate<br />
nella produzione di candele, materiali per l’imballaggio,<br />
pneumatici, sigillanti e vernici in polvere.<br />
La struttura lineare che caratterizza il prodotto <strong>da</strong> sintesi<br />
Fischer-Tropsch suggerisce che esso possa costituire<br />
un componente ideale per la produzione delle cere paraffiniche.<br />
Il mercato mondiale per cere sintetiche derivate<br />
<strong>da</strong>l petrolio è stato stimato nel 2002 in 3,5 milioni t/a.<br />
Frazione C 18-C 22. Oli bianchi<br />
Gli oli bianchi (white oil) sono uno dei prodotti più<br />
puri di derivazione del petrolio: si tratta di una miscela<br />
di idrocarburi saturi alifatici incolori, inodori, insapori<br />
e chimicamente stabili in un vasto intervallo di temperature.<br />
Vengono normalmente prodotti per trattamento<br />
180 ENCICLOPEDIA DEGLI IDROCARBURI
di una base oleosa con acidi o con idrogeno ad alta temperatura<br />
e pressione. Trovano le loro principali applicazioni<br />
nei campi farmaceutico, alimentare, cosmetico e<br />
dell’igiene personale.<br />
La frazione C 18-C 22 prodotta mediante sintesi Fischer-<br />
Tropsch costituisce un ottimo prodotto di partenza per<br />
la produzione di tali oli, anche se deve essere sottoposta<br />
a trattamenti per il raggiungimento delle caratteristiche<br />
richieste.<br />
Frazione C 23. Basi lubrificanti<br />
Le basi lubrificanti, mescolate con opportuni additivi<br />
per raggiungere le proprietà desiderate, <strong>da</strong>nno origine<br />
alla produzione dei lubrificanti finiti; possono essere<br />
suddivise in convenzionali, non convenzionali e sintetiche.<br />
Le basi non convenzionali sono prodotte per isomerizzazione<br />
di cere paraffiniche sintetiche, trattamento di<br />
residui <strong>da</strong> hydrocracking e oligomerizzazione di a-olefine<br />
per la produzione di polialfaolefine (PAO).<br />
Una proprietà chiave delle basi lubrificanti è l’indice<br />
di viscosità che è una misura della variazione di<br />
viscosità in funzione della temperatura: quanto più è<br />
elevato questo indice, tanto più l’olio mantiene la viscosità<br />
ad alta temperatura. I componenti più indicati per<br />
questo scopo sono le isoparaffine, che hanno un elevato<br />
indice di viscosità, un basso punto di scorrimento<br />
(pour point), una buona stabilità termica e all’ossi<strong>da</strong>zione.<br />
Le basi lubrificanti <strong>da</strong> cere ottenute mediante<br />
sintesi Fischer-Tropsch hanno proprietà superiori<br />
alle basi del gruppo III API (che sono costituite <strong>da</strong> basi<br />
ottenute <strong>da</strong> processi avanzati di idrotrattamento) e presentano<br />
un basso contenuto di zolfo, un alto contenuto<br />
di idrocarburi saturi e un elevato indice di viscosità<br />
(120). Le basi Fischer-Tropsch possono essere comparate<br />
alle PAO che fanno parte del gruppo IV API. Le<br />
basi ottenibili per isomerizzazione della frazione C 23<br />
prodotta mediante sintesi Fischer-Tropsch hanno un<br />
indice di viscosità ottimo e in assoluto più elevato di<br />
molte altre basi non convenzionali; inoltre tali basi<br />
hanno un elevato punto di ebollizione per ogni taglio<br />
di viscosità e questa proprietà conferisce loro una bassa<br />
volatilità (un basso valore Noack, che è la misura della<br />
volatilità di un olio) e un elevato punto di infiammabilità<br />
( flash point).<br />
Il principale inconveniente di queste basi è il punto<br />
di scorrimento che può essere troppo alto nei tagli più<br />
pesanti. Tale inconveniente può facilmente venire corretto<br />
mediante l’aggiunta di additivi del tipo metacrilato.<br />
Complessivamente le basi <strong>da</strong> sintesi Fischer-Tropsch<br />
sono preferibili alle PAO che hanno costi di produzione<br />
molto elevati e che, a differenza delle prime, richiedono<br />
l’aggiunta di esteri per essere usate negli oli motore.<br />
La doman<strong>da</strong> mondiale di basi lubrificanti sintetiche<br />
è stata nel 2002 di circa 1 milione di tonnellate.<br />
VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ<br />
Bibliografia citata<br />
IDROCARBURI DA GAS NATURALE<br />
ADL (Arthur D. Little) (1998) Gas to liquids technology.<br />
Gauging its competitive potential, Multiclient Study,<br />
April.<br />
Anderson R.B. (1956) Catalysts for the Fischer-Tropsch<br />
synthesis, in: Emmett P.H. (edited by) Catalysis, New York,<br />
Van Nostrand Reinhold, 1954-1960, 7v.; v.IV, 22-256.<br />
Apanel G.J. (2003) Barge mounted GTL production, SRI<br />
Consulting, PEP Review 2000-11.<br />
Bartholomew C.H. (1991) Recent developments in Fischer-<br />
Tropsch catalysis, in: Guczi L. (editor) New trends in CO<br />
activation, Studies in surface science and catalysis, 64,<br />
Amster<strong>da</strong>m, Elsevier, 158-224.<br />
CERA (Cambridge Energy Research Associates) (2002)<br />
Ceraweek 2002. Proceedings of the conference, Houston<br />
(TX), 11-15 February.<br />
Davis B. (1999) Comparison of iron and cobalt catalyst, in:<br />
Gas To Liquids processing’99. Bringing clean fuels to<br />
market. Proceedings of the Intertech conference, San<br />
Antonio (TX), 17-19 May.<br />
Dry M.E. (1996) Practical and theoretical aspects of the<br />
catalytic Fischer-Tropsch process, «Applied Catalysis A.<br />
General», 138, 319-344.<br />
Giusnet M. et al. (1987) Hydroisomerization and hydrocracking<br />
of n-heptane on Pth zeolites. Effect of the porosity and the<br />
distribution of metallic and acid sites, «Catalysis To<strong>da</strong>y»,<br />
1, 415-433.<br />
Hoek A. et al. (1984) European Patent 0104672 to Shell.<br />
Iglesia E. (1997) Design, synthesis, and use of cobalt-based<br />
Fischer-Tropsch synthesis catalysts, «Applied Catalysis A.<br />
General», 161, 59-78.<br />
Iglesia E. et al. (1993) Reaction-transport selectivity models<br />
and the design of Fischer-Tropsch catalysts, in: Becker<br />
E.R., Pereira C.J. (edited by) Computer-aided design of<br />
catalysts, New York, Marcel Dekker, 198-255.<br />
Jager B. (1998) The developments in Fischer-Tropsch<br />
technology, in: Parmaliana A. et al. (edited by) Natural <strong>gas</strong><br />
conversion V, Studies in surface science and catalysis, 119,<br />
Amster<strong>da</strong>m, Elsevier, 24-35.<br />
Jager B., Espinoza R. (1995) Advances in low temperature<br />
Fischer-Tropsch synthesis, «Catalysis To<strong>da</strong>y», 23, 17-28.<br />
Madon R.J. et al. (1993) Carbon number distributions<br />
of Fischer-Tropsch synthesis products on Co, Ru and<br />
Fe catalysts, in: Davis M.E. (editor) Selectivity in<br />
catalysis, Washington (D.C.), American Chemical Society,<br />
517, 383.<br />
Petroconsultant MAI-ZEUS (1999) Remote <strong>gas</strong> development<br />
strategies, Multiclient Study.<br />
Satterfield C.N. (1991) Heterogeneous catalysis in industrial<br />
practice, New York, McGraw-Hill, 375.<br />
Senden M.M.G. et al. (1998) Gas to liquids processes: Current<br />
status & future prospects, in: Parmaliana et al. (editors)<br />
Natural <strong>gas</strong> conversion V, Studies in surface science and<br />
catalysis, 119, Amster<strong>da</strong>m, Elsevier, 961-966.<br />
Singleton A. (1999) Enhanced physical properties for FT<br />
catalyst, in: Gas to liquids processing ’99. Bringing clean<br />
fuels to market. Proceedings of the Intertech conference,<br />
San Antonio (TX), 17-19 May.<br />
Sterba M.J., Watkins C.H. (1960) New hydrocracking process<br />
offers refiners more flexible <strong>gas</strong>oline-distillates output, «Oil<br />
& Gas Journal», 58, 102-106.<br />
181
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE<br />
Stormont D.H. (1959) New process has big possibilities, «Oil<br />
& Gas Journal», 57, 48-49.<br />
Stormont D.H. (1960) Unicracking. Answer to “pink-cloud”<br />
specifications, «Oil & Gas Journal», 58, 104-106.<br />
Tiong Sie S. (1992) Acid-catalyzed cracking of paraffinic<br />
hydrocarbons. 1: Discussion of existing mechanisms and<br />
proposal of a new mechanism, «Industrial and Engineering<br />
Chemistry Research», 31, 1881-1889.<br />
Tiong Sie S. (1993) Acid-catalyzed cracking of paraffinic<br />
hydrocarbons. 3: Evidence for the protonated cyclopropane<br />
mechanism from hydrocracking/hydroisomerization<br />
experiments, «Industrial and Engineering Chemistry<br />
Research», 32, 403-408.<br />
Weitkamp J. (1982) Isomerization of long-chain n-alkanes on<br />
a Pt/Ca Y zeolite catalyst, «Industrial & Engineering<br />
Chemistry. Product Research and Development», 21, 550.<br />
Weitkamp J., Ernst S. (1990) Factors influencing the selectivity<br />
of hydrocracking in zeolites, in: Barthomeuf D. et al. (editors)<br />
Guidelines for mastering the properties of molecular sieves,<br />
New York, Plenum Press, 343-354.<br />
Weitkamp J. et al. (1984) Peculiarities in the conversion of<br />
naphthenes on bifunctional catalysts, «Erdoel und Kohle,<br />
Erd<strong>gas</strong>, Petrochemie», 37, 457.<br />
Yates I.C., Satterfield C.N. (1991) Intrinsic kinetics of the<br />
Fischer-Tropsch synthesis on a cobalt catalyst, «Energy &<br />
Fuels», 5, 168-173.<br />
Giuseppe Bellussi<br />
Roberto Zennaro<br />
EniTecnologie<br />
San Donato Milanese, Milano, Italia<br />
182 ENCICLOPEDIA DEGLI IDROCARBURI