Subito operativo col simulatore - CGTech
Subito operativo col simulatore - CGTech
Subito operativo col simulatore - CGTech

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Spazio software<br />
Per un<br />
controllo<br />
veloce<br />
Col <strong>simulatore</strong> Vericut<br />
è possibile ottimizzare<br />
il processo di “messa in<br />
opera” di un programma<br />
Cnc, riducendo le verifiche<br />
manuali svolte dai progettisti al<br />
termine dell’elaborazione Cam<br />
e la successiva prova-pezzo.<br />
Le funzionalità disponibili<br />
permettono di individuare e<br />
correggere eventuali <strong>col</strong>lisioni,<br />
tenendo conto di tutti<br />
i parti<strong>col</strong>ari che costituiscono<br />
il sistema di lavorazione,<br />
e di ottimizzare il tempo<br />
di ciclo fino al 30%, grazie<br />
all’applicazione, per ogni<br />
blocco, della massima velocità<br />
di asportazione in funzione<br />
dello stato del grezzo<br />
50 Stampi<br />
maggio 2008<br />
di Giancarlo Sada<br />
<strong>Subito</strong> operativi<br />
Col <strong>simulatore</strong><br />
si può!<br />
Nel processo di industrializzazione<br />
di un programma di lavorazione,<br />
il progettista Cam<br />
dedica una buona parte del<br />
proprio tempo a verificare i<br />
percorsi generati e ad assicurarsi che non<br />
vi siano <strong>col</strong>lisioni tra le diverse parti coinvolte.<br />
Svolto il post-processing, il programma viene<br />
passato all’officina, dove spesso è eseguito<br />
blocco per blocco per accertarsi, ancora una<br />
volta, dell’assenza di <strong>col</strong>lisioni. Scopo di Vericut<br />
(prodotto da <strong>CGTech</strong>) è quello di ridurre<br />
il più possibile il tempo che gli operatori<br />
dedicano al controllo, eseguito, invece, da<br />
un programma software che simula, con un<br />
elevato grado di realismo, il comportamento<br />
della macchina utensile. Quest’ultima è descritta<br />
dalla combinazione della sua cinematica<br />
e dal controller adottato, ed è guidata<br />
dalla stessa logica che guida la macchina<br />
reale, cioè il programma Iso, che può essere<br />
generato da un post-processor Cam, scritto<br />
a mano dall’operatore o definito mediante<br />
programma parametrico; ciascun codice è<br />
interpretato dal <strong>simulatore</strong> stesso grazie ad<br />
un controller numerico virtuale, che emula sia<br />
i cicli più semplici di foratura o fresatura, sia<br />
le istruzioni di salto o i cicli più complessi, inclusa<br />
la gestione di variabili o l’esecuzione di<br />
misure per il settaggio dello zero-pezzo.<br />
Per garantire la precisione del processo di<br />
simulazione, Vericut deve essere personalizzato<br />
e allineato alle caratteristiche delle strumentazioni<br />
presenti in officina: l’apertura del<br />
sistema e le numerosi variabili permettono<br />
di adattare il <strong>simulatore</strong> a tutte le situazioni,<br />
sfruttando le librerie presenti o le descrizioni<br />
fornite dall’utente finale.<br />
Questo allineamento deve essere mantenuto<br />
anche nel tempo: se si affila un utensile,<br />
ad esempio, deve essere svolta la corri-<br />
spondente correzione nel magazzino-utensili<br />
virtuale.<br />
In un ambiente opportunamente configurato,<br />
l’attivazione della simulazione è estremamente<br />
semplice ed efficace e l’esecuzione è di<br />
gran lunga inferiore a quella reale sul sistema<br />
NC. Gli ambienti che possono essere simulati<br />
non si limitano a quelli di fresatura, ma<br />
includono tornitura, fresa-tornio, macchine di<br />
produzione, macchine transfert e la verifica<br />
di programmi sincronizzati.<br />
Tra le funzionalità addizionali devono essere<br />
ricordate l’ottimizzazione del tempo di ciclo in<br />
base alla configurazione puntuale del grezzo<br />
e l’utilizzo di Vericut per controllare la configurazione<br />
di una macchina utensile che si intende<br />
acquistare, per essere certi che corrisponda<br />
effettivamente alle esigenze aziendali,<br />
senza escludere la possibilità di preparare<br />
dei programmi durante la fase di installazione<br />
in officina del sistema prescelto.<br />
Il processo di simulazione<br />
In una situazione consolidata, cioè <strong>col</strong> corretto<br />
allineamento tra l’ambiente virtuale e l’officina,<br />
l’esecuzione della simulazione è estremamente<br />
semplice e gestita attraverso un<br />
albero di progetto, <strong>col</strong>locato alla sinistra dell’area<br />
di lavoro e molto simile a quello presente<br />
negli ambienti di progettazione CAD/Cam.<br />
Gli elementi in esso contenuti rappresentano<br />
tutte le informazioni coinvolte nel processo<br />
di simulazione ed hanno associato un menu<br />
sensibile al contesto, che evita di accedere<br />
alle voci presenti nell’usuale barra dei menu<br />
posta nella parte superiore della finestra<br />
(l’interfaccia è allineata ai canoni Windows).<br />
Il primo livello gerarchico dell’albero è rappresentato<br />
dai piazzamenti, corrispondenti<br />
alle fasi di lavoro che il pezzo subisce nel<br />
processo di lavorazione, svolto sulla stessa
macchina (montato in diverse posizioni) o su<br />
macchine distinte. Lo stato del grezzo viene<br />
migrato da un piazzamento all’altro, consentendo<br />
di emularne l’evoluzione fino al pezzo<br />
completo.<br />
Ogni sistema di lavorazione è descritto dalla<br />
combinazione della macchina utensile e del<br />
controller utilizzato: il menu sensibile al contesto<br />
permette di aprire le rispettive librerie per<br />
selezionare nuove descrizioni o, ad esempio,<br />
aggiornare le impostazioni e aggiungere dei<br />
codici, per ottenere la personalizzazione e<br />
l’allineamento con la disponibilità in officina.<br />
Le librerie fornite da <strong>CGTech</strong> sono costantemente<br />
aggiornate grazie ad un accordo che<br />
l’azienda ha coi diversi produttori.<br />
La definizione del sistema di fissaggio (inserito<br />
nell’elemento Attach dell’albero di programmazione)<br />
e del grezzo sfruttano funzionalità<br />
analoghe: si possono importare modelli<br />
descritti in un formato di interscambio (STL,<br />
SAT, Step, IGES, DXF, ecc.) oppure utilizzare<br />
Fig. 1 - L’albero di<br />
progetto racchiude<br />
le configurazioni<br />
di ciascun stadio<br />
di lavorazione di<br />
un pezzo, caratterizzati<br />
da una macchina CN,<br />
dagli attrezzi di fissaggio,<br />
dal grezzo, dagli utensili,<br />
dai programmi e<br />
dai parametri<br />
di simulazione<br />
un generatore di geometrie standard (coni,<br />
cilindri, parallelepipedi, ecc.) o di profili, che,<br />
successivamente, possono essere estrusi o<br />
rivoluzionati per ottenere la forma desiderata.<br />
Dal sistema CAD è importato anche il modello<br />
del pezzo finito, per verificare, a fine simulazione,<br />
l’allineamento tra quanto ottenuto e<br />
le specifiche di progetto.<br />
Continuando con la descrizione dell’albero,<br />
troviamo la definizione di alcuni sistemi<br />
di coordinate per assegnare lo zero-pezzo e<br />
la descrizione del magazzino per gli utensili.<br />
La gestione di quest’ultimi è parti<strong>col</strong>armente<br />
sofisticata ed in grado di rappresentare le più<br />
svariate situazioni. Ogni utensile è scomposto<br />
in parti (tagliente, non tagliente, portautensile,<br />
ecc.) ed è ottenibile per rivoluzione<br />
o attraverso il montaggio di inserti: ogni porzione<br />
può essere creata internamente al sistema<br />
o importata come modello solido, soluzione<br />
indispensabile quando si utilizzano<br />
utensili asimmetrici. A sua volta, ciò comporta<br />
che Vericut gestisca la rotazione dell’utensile<br />
stesso, esattamente come succede sulla<br />
macchina di lavorazione reale: quando un<br />
utensile viene caricato, è considerato fermo<br />
fino a che il rispettivo codice all’interno del<br />
programma NC lo mette in rotazione oppure,<br />
come se si fosse in officina, l’interfaccia<br />
MDI (Manual Data Input – descritta nel seguito)<br />
permette di attivarlo esplicitamente.<br />
La messa in rotazione è indispensabile quando<br />
si desidera simulare la lavorazione di una<br />
cava con un utensile asimmetrico, che deve<br />
essere orientato, inserito, messo in rotazione<br />
per l’esecuzione dell’asportazione, fermato,<br />
orientato, spostato ed infine estratto: poter<br />
eseguire in modo virtuale questo processo<br />
consente di anticipare adeguatamente la soluzione<br />
di possibili problemi in quanto l’ingombro<br />
della geometria ferma è diverso da<br />
Fig. 2 - Il grezzo può essere importato sotto forma<br />
di modello attraverso un formato di interscambio<br />
oppure essere definito attraverso un generatore<br />
di profili e gli elementi geometrici di base presenti<br />
in Vericut<br />
Fig. 3 - Con Vericut viene fornito un ricco magazzino<br />
utensili: sono gestiti quelli asimmetrici e<br />
multi-tagliente, per i quali è fondamentale il supporto<br />
per la gestione della rotazione implementato<br />
nel sistema<br />
Stampi<br />
maggio 2008 51
52<br />
Spazio software<br />
Per un<br />
controllo<br />
veloce<br />
Fig. 4 - La configurazione della macchina<br />
utensile virtuale, gestita da un’apposita<br />
finestra, può essere criptata in modo che il<br />
relativo aggiornamento sia riservato a specifici<br />
utenti e non venga a decadere l’allineamento<br />
con l’officina<br />
Stampi<br />
maggio 2008<br />
quella in rotazione. Queste funzionalità trovano<br />
adeguata applicazione anche nella simulazione<br />
dei processi di tornitura.<br />
Ad ogni utensile, inoltre, è associata una serie<br />
di parametri che definiscono le capacità<br />
di asportazione, nell’ambito della profondità,<br />
dell’ampiezza e dell’avanzamento al minuto<br />
ed al dente (valori importanti per l’ottimizzazione<br />
descritta successivamente); questi valori,<br />
reperibili sui cataloghi del fornitore, sono<br />
integrati da quanto rilevato sperimentalmente<br />
dall’uso in officina: per questa ragione<br />
è importante che uno strumento come Vericut<br />
rac<strong>col</strong>ga l’esperienza sul campo sia del<br />
programmatore Cam sia dell’operatore della<br />
macchina utensile.<br />
Gli ultimi elementi dell’albero per uno specifico<br />
piazzamento sono rappresentati dal programma<br />
Iso che si intende simulare, scomposto,<br />
a seconda delle occorrenze, in sottoprogrammi<br />
e dall’indicazione di una directory<br />
per memorizzare le fasi intermedie di una lavorazione,<br />
per evitare l’intera ri-esecuzione<br />
quando si esegue una correzione locale ad<br />
un programma.<br />
Molte informazioni incluse nell’albero di<br />
progetto sono compilate in modo analogo<br />
a quanto deve essere svolto nell’ambiente<br />
CAD/Cam: per questo <strong>CGTech</strong> ha sviluppato<br />
diverse interfacce con tali sistemi (tra cui<br />
Unigraphics, Catia V5, MasterCam, Pro/E ed<br />
hyperMILL), che prevedono un meccanismo<br />
di invocazione diretta di Vericut. Indipendentemente<br />
dal processo adottato, il <strong>simulatore</strong><br />
è pronto per svolgere l’elaborazione, con<br />
l’obiettivo principale di verificare l’assenza<br />
di errori, ovvero le <strong>col</strong>lisioni, catalogabili in<br />
diverse tipologie. Quelle usuali comprendono<br />
l’interferenza di parti macchina con altre<br />
parti macchina, con l’attrezzatura o <strong>col</strong> pezzo<br />
oppure le <strong>col</strong>lisioni dell’utensile con le medesime<br />
entità. Sono controllate anche le parti<br />
Fig. 5 - Il supporto per i cicli di misura permette di emulare la fase di setup della macchina, in modo da rilevare il<br />
corretto posizionamento del grezzo e l’inizializzazione dei registri o variabili del controller
non taglienti dell’utensile verso le parti<br />
della macchina, le attrezzature o il pezzo<br />
lavorato; quest’ultima situazione si<br />
verifica nel caso in cui le asportazioni<br />
sono svolte con parti non taglienti per<br />
la presenza di creste più elevate del<br />
previsto. Sono annoverate come <strong>col</strong>lisioni<br />
anche le asportazioni di materiale<br />
eseguite in modalità non di lavoro, con<br />
l’utensile in rapido, non attivo (mandrino<br />
fermo e pezzo in movimento), con<br />
avanzamento superiore al massimo ammesso<br />
o ad una profondità superiore a<br />
quella concessa.<br />
Oltre agli errori, nel file di report possono essere<br />
incluse anche altre informazioni, tra cui<br />
le cosiddette segnalazioni, da interpretare<br />
come potenziali sorgenti di errore, ad esempio<br />
quando viene individuato un codice che<br />
non è definito in Vericut e neppure indicato<br />
come non supportato dal controller della<br />
macchina adottata. Nello stesso file, personalizzabile<br />
secondo gli standard di ciascuna<br />
azienda e compilabile in diversi formati<br />
(testo, PDF, HTML, ecc.), sono riportati i dati<br />
operativi, che includono l’elenco degli utensili<br />
utilizzati, le sequenze di cambio e il tempo di<br />
lavoro, con la percentuale di quello programmato<br />
in rapido, in lavorazione ed “in aria”:<br />
con quest’ultimo dato è possibile cal<strong>col</strong>are<br />
il reale tempo <strong>operativo</strong> dell’utensile stesso e<br />
quindi il suo effettivo stato di usura.<br />
Al termine della simulazione, in assenza di<br />
segnalazioni e con tempi di esecuzione prossimi<br />
a quelli attesi, l’utente può controllare<br />
la qualità del pezzo ottenuto eseguendo un<br />
confronto tra il risultato della lavorazione virtuale<br />
svolta con Vericut e il pezzo finito teorico<br />
importato dall’ambiente CAD/Cam. La utility,<br />
denominata AutoDiff, accetta tra gli input un<br />
profilo, nel caso si tratti di una tornitura, op-<br />
pure la matrice dei punti dove svolgere il confronto<br />
tra i due risultati, cal<strong>col</strong>ando la differenza<br />
in una delle direzioni ammesse (normale<br />
alla superficie, secondo la direzione dell’asse<br />
utensile, lungo la direzione specificata dall’utente)<br />
e fornendo una tabella con gli scostamenti.<br />
L’analisi è personalizzabile in base<br />
a fattori di tolleranza ed è accompagnata<br />
da una rappresentazione grafica del risultato,<br />
annotato nella rispettiva area di lavoro,<br />
dove si possono svolgere misure ed analisi,<br />
avvalendosi di diverse rappresentazioni per<br />
l’oggetto e per le discrepanze. Gli stessi risultati<br />
sono registrati in un apposito report,<br />
dove sono identificati tutti i blocchi con dei<br />
problemi per il materiale tallonato, la deviazione,<br />
l’utensile coinvolto e il programma di<br />
appartenenza.<br />
Le calibrazioni<br />
La sequenza descritta precedentemente rappresenta<br />
la modalità di utilizzo più diretta di<br />
Vericut. Nella gran parte dei casi, il processo<br />
è preceduto da alcune attività preparatorie,<br />
supportate da specifiche funzionalità<br />
che comportano una maggiore interazione<br />
<strong>col</strong> sistema.<br />
Fig. 6 - L’interfaccia MDI (Manual<br />
Data Input) permette di lavorare<br />
come se ci si trovasse a bordo<br />
macchina, con dei pulsanti di jog e<br />
il posizionamento utensile tramite<br />
selezione grafica. Con pochi click è<br />
possibile verificare che ogni punto<br />
del pezzo sia raggiungibile senza<br />
incorrere in fine-corsa<br />
Uno di questi processi prevede l’uso<br />
del dialog-box MDI, con cui si emula<br />
l’utilizzo a “bordo macchina”. Attraverso<br />
i controlli presenti, l’operatore<br />
può, infatti, selezionare un asse<br />
e muoverlo a passi, in continuo o secondo<br />
un incremento specificato: la<br />
posizione raggiunta è riportata sotto<br />
forma testuale o come blocco NC.<br />
Il posizionamento è eseguibile anche<br />
in modo dinamico, scegliendo<br />
un punto sul pezzo, con l’opzione di<br />
orientare contestualmente l’utensile<br />
secondo la rispettiva normale o una<br />
delle modalità specificate nell’apposita lista<br />
(è fornito un riscontro se la posizione indicata<br />
non è raggiungibile). Con pochi click del<br />
mouse, quindi, è possibile verificare che, in<br />
base alla disposizione scelta per il pezzo, tutti<br />
i punti siano facilmente raggiungibili, evitando<br />
inutili interruzioni della lavorazione reale<br />
per problemi di fine corsa.<br />
Attraverso un apposito campo di MDI,<br />
l’utente può richiedere l’esecuzione di qualunque<br />
comando della macchina utensile,<br />
inclusa l’esecuzione di una lavorazione; anche<br />
durante queste operazioni è attivabile<br />
sia il controllo di <strong>col</strong>lisione sia l’asportazione<br />
del materiale.<br />
Tutti i comandi svolti sono salvati e modificabili,<br />
riverificabili e memorizzabili come file testuali,<br />
per poter essere trasferiti alla macchina<br />
di lavorazione, riprendendo una modalità<br />
poco frequente, sebbene valida, di programmazione<br />
manuale.<br />
Il debug<br />
Se nel 90% dei casi ci si aspetta che la simulazione<br />
non segnali errori, è importante comprendere<br />
come Vericut possa aiutare l’operatore<br />
ad analizzarli, benché non sia in grado<br />
Stampi<br />
maggio 2008 53
54<br />
Spazio software<br />
Per un<br />
controllo<br />
veloce<br />
Fig. 7 - L’esecuzione della simulazione è svolta in tempi notevolmente inferiori rispetto al reale svolgimento della<br />
lavorazione, stimato da Vericut con un errore inferiore al 10%. Eventuali punti di <strong>col</strong>lisione sono chiaramente<br />
evidenziati nella finestra di lavoro<br />
Fig. 8 - Gli errori rilevati da Vericut sono riportati in un’apposita finestra: con un doppio click, all’utente è<br />
presentato il blocco che lo ha generato. La relativa porzione di codice può essere eseguita passo-passo, con la<br />
possibilità di riposizionare il materiale rimosso quando si eseguono passi all’indietro<br />
Stampi<br />
maggio 2008<br />
di risolverli automaticamente. Il sistema potrebbe<br />
rilevare, ad esempio, la <strong>col</strong>lisione di<br />
un determinato utensile con una parte dell’attrezzatura,<br />
avvenuta durante l’esecuzione<br />
di una linea del programma. Di fronte a<br />
questa indicazione, acclusa anche in un’apposita<br />
finestra dell’interfaccia utente, l’operatore<br />
può attivare la modalità di analisi, con la<br />
quale sono abilitati alcuni bottoni addizionali<br />
per l’esecuzione controllata del programma<br />
di lavoro. In primo luogo, un click sull’errore<br />
visualizza nella finestra del programma NC<br />
il blocco che lo ha generato, indipendentemente<br />
dalla scomposizione del programma<br />
in sottoparti e sottoprocedure. Anche la rappresentazione<br />
dell’utensile, nella finestra grafica,<br />
è posizionata nel punto problematico; se<br />
ciò non è sufficiente a chiarire la natura del<br />
problema, il progettista può limitare la porzione<br />
del programma che intende eseguire<br />
(due frecce di <strong>col</strong>ore diverso evidenziano<br />
la porzione da controllare, che usualmente<br />
racchiude la linea incriminata), svolgendolo<br />
passo-passo, in avanti, indietro e rallentato,<br />
con i movimenti dell’utensile riportati attraverso<br />
dei segmenti.<br />
Un’ulteriore opzione presente nella modalità<br />
di analisi agisce sullo stato del materiale visualizzato<br />
durante l’esecuzione controllata del<br />
programma: nel corso dell’analisi, oltre al movimento<br />
dell’utensile viene aggiornato lo stato<br />
del materiale, rimuovendolo o riposizionandolo<br />
a seconda che si avanzi o si indietreggi<br />
l’esecuzione. Abbinando questa opzione<br />
agli strumenti di sezione ed ispezione visuale,<br />
l’operatore dispone di tutte le funzioni per individuare<br />
la natura del problema e per decidere<br />
se intervenire direttamente sul codice oppure<br />
ritornare all’applicativo Cam, effettuare le correzioni<br />
ed eseguire il post-processor prima di<br />
svolgere nuovamente la simulazione.
Per quanto riguarda le <strong>col</strong>lisioni, chiaramente<br />
evidenziate nella finestra grafica, va segnalata<br />
una specifica gestione nel caso sia<br />
coinvolto un elemento dell’attrezzatura. Per<br />
questa tipologia, Vericut non rimuove la relativa<br />
porzione di materiale, permettendo<br />
all’utente di analizzarla anche attraverso gli<br />
strumenti di misura presenti. Questa scelta<br />
consente di ottenere segnalazioni multiple<br />
quando più sotto-programmi incorrono nello<br />
stesso errore, cosa che non si verificherebbe<br />
se il materiale fosse asportato <strong>col</strong> primo<br />
passaggio.<br />
Precisione e controllo<br />
La precisione del tempo di ciclo totale riportato<br />
nel file di log, <strong>col</strong> quale si può stimare<br />
l’effettivo impiego della macchina in officina<br />
(base per un potenziale preventivo), merita<br />
una nota aggiuntiva. Le stime fornite da<br />
<strong>CGTech</strong> indicano un potenziale errore pari<br />
al 5-10% del tempo totale di lavoro, valore<br />
più che accettabile per gli scopi di Vericut,<br />
ma che può essere ulteriormente raffinato<br />
assegnando valori molto precisi ai numerosi<br />
parametri con cui la descrizione della<br />
macchina è gestita all’interno del sistema.<br />
Per fornire un esempio, ciascun asse, sia<br />
lineare che di rotazione, può essere caratterizzato<br />
con la velocità in rapido e in lavoro,<br />
nonché con la rispettiva accelerazione e<br />
decelerazione. Questi ed altri parametri sono<br />
gestiti attraverso un’opportuna interfaccia,<br />
la cui struttura primaria è rappresenta<br />
da un albero che racchiude tutti gli elementi<br />
della macchina e i loro vin<strong>col</strong>i cinematici.<br />
Gran parte di queste informazioni è aggiornata<br />
solo periodicamente, ad esempio,<br />
quando viene resettata o quando si aggiornano<br />
i pivot di rotazione, operazioni fondamentali<br />
che possono alterare i risultati del-<br />
Fig. 9 - La utility AutoDiff permette di confrontare il risultato della simulazione <strong>col</strong> pezzo teorico realizzato<br />
con lo strumento CAD; eventuali tallonamenti sono evidenziati nell’interfaccia grafica<br />
Fig. 10 - Senza alterare la traiettoria degli utensili, il modulo OptiPath modifica automaticamente la velocità<br />
di avanzamento in base alle effettive condizioni di taglio, allungando la vita dell’utensile e migliorando il tempo<br />
di ciclo e la qualità della finitura<br />
Stampi<br />
maggio 2008 55
56<br />
Spazio software<br />
Per un<br />
controllo<br />
veloce<br />
la simulazione stessa. La criticità di queste<br />
variazioni impone un controllo sugli utenti<br />
che le possono svolgere: di conseguenza,<br />
questa porzione può essere criptata da un<br />
eventuale amministratore di sistema (onde<br />
evitare che le modifiche apportate da un<br />
utente possano ripercuotersi su tutti <strong>col</strong>oro<br />
che utilizzano il <strong>simulatore</strong>) e i relativi menu<br />
di attivazione possono essere disabilitati<br />
o eliminati dall’interfaccia di Vericut. La<br />
completa criptatura, però, non renderebbe<br />
disponibili all’utente finale alcune parti che<br />
devono essere aggiornate quotidianamente<br />
da tutti gli utenti aziendali: ad esempio, per<br />
gli elementi di fissaggio del grezzo o per un<br />
divisore opzionale, deve essere mantenuta<br />
la possibilità di montaggio in base alle<br />
occorrenze. Per questa ragione il sistema<br />
prevede una modalità di esposizione di una<br />
specifica porzione di elementi della descrizione,<br />
alterabili in modo controllato e definiti<br />
precedentemente come struttura Attach.<br />
SCHEDA TECNICA<br />
SISTEMA: Vericut 6.2<br />
PRODUTTORE: <strong>CGTech</strong> – Irvine, California – USA<br />
Stampi<br />
maggio 2008<br />
Le ottimizzazioni<br />
Durante la generazione del programma di<br />
lavorazione in ambito Cam, spesso è possibile<br />
specificare solo un valore medio per<br />
la velocità di avanzamento associata ad<br />
un utensile, accettando che in alcuni punti<br />
l’entità del materiale da asportare consentirebbe<br />
una maggiore velocità e che, in altri,<br />
sarebbe stato opportuno ridurre lo sforzo<br />
sull’utensile stesso. Durante la simulazione,<br />
Vericut dispone di un numero significativo di<br />
informazioni addizionali, che permettono di<br />
svolgere ottimizzazioni senza alterare traiettorie<br />
e strategie già definite. In questa fase,<br />
infatti, sono noti tutti i parametri di lavoro<br />
per valutare quale sia l’asportazione corretta<br />
di materiale, in quanto è nota la cinematica<br />
della macchina utensile, il materiale in<br />
uso, il volume in corso di asportazione, lo<br />
spessore del truciolo, le condizioni di lavoro<br />
(in uscita o entrata nel pezzo, in salita o<br />
discesa, ecc.), la porzione del pezzo che si<br />
DISTRIBUTORE: <strong>CGTech</strong> S.r.l.<br />
Viale Verdi, 1 – 31100 Treviso<br />
Tel. 0422-583.915 – Fax: 0422-543.464<br />
URL: http://www.cgtech.com - E-mail: info.italia@cgtech.com<br />
Requisiti minimi PC classe Pentium4 o equivalente, 2 GByte di RAM,<br />
di sistema: sistemi operativi Windows (2000/XP/XP64/Vista) e Unix,<br />
scheda grafica OpenGL con risoluzione 1024x768,<br />
lettore CDROM, porta USB. La quantità di memoria necessaria è<br />
direttamente proporzionale alla complessità e alle dimensioni del pezzo<br />
sta lavorando (ad esempio, una parete sottile<br />
o un profilo) e la relativa concordanza.<br />
Con questi dati e i parametri di lavoro specificati<br />
dal programmatore e dall’operatore<br />
della macchina in fase di personalizzazione<br />
del programma, Vericut può ottimizzare<br />
l’avanzamento cal<strong>col</strong>ando una velocità<br />
per ciascun blocco nel pieno contesto delle<br />
precedenti condizioni. In questo modo, il <strong>simulatore</strong><br />
diventa parte attiva nell’intero processo,<br />
proponendo un tempo di ciclo usualmente<br />
ridotto rispetto a quello di partenza<br />
grazie alla maggiore velocità impostabile se<br />
il materiale da asportare è ridotto. Lo sforzo<br />
costante che ne risulta, inoltre, permette<br />
di controllare meglio l’usura dell’utensile e<br />
di ottenere un pezzo di maggiore qualità in<br />
quanto sono rimossi i punti in cui l’utensile<br />
sforzava. Secondo <strong>CGTech</strong> la riduzione<br />
del tempo di ciclo si attesta intorno al 20-<br />
30% (a cui si aggiunge una ridotta usura<br />
dell’utensile), valore riportato all’interno del<br />
report di ottimizzazione e che può essere<br />
verificato eseguendo una simulazione del<br />
nuovo programma.<br />
L’ottimizzazione può comportare la suddivisione<br />
di un blocco in più parti, per adattare<br />
la velocità alle condizioni di taglio che<br />
potrebbero variare. Le nuove impostazioni,<br />
che mantengono inalterata la traiettoria, tengono<br />
conto delle impostazioni fornite dall’utente,<br />
come un valore massimo di avanzamento<br />
oltre al quale si preferisce non andare<br />
e un valore minimo, in quanto anche se<br />
l’utensile sta sforzando non si vuole rischiare<br />
di non evacuare abbastanza velocemente<br />
il truciolo e di bruciare l’utensile.<br />
Un altro aspetto relativo all’ottimizzazione<br />
è visibile all’utente di Vericut durante l’esecuzione<br />
stessa del programma: le ore di<br />
esecuzione della simulazione devono es-
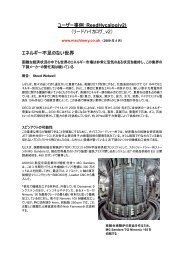
Fig. 11a 11b 11c - Gli ambienti simulati da Vericut<br />
non si limitano a quelli di fresatura, ma includono<br />
tornitura, fresa-tornio, macchine di produzione,<br />
macchine transfert e a cinematica parallela<br />
nonché la verifica di programmi sincronizzati<br />
sere predicibili e significativamente inferiori<br />
a quelli della lavorazione in officina. Per<br />
ottenere ciò, il sistema non gestisce il modello<br />
attraverso una rappresentazione poligonale,<br />
ma riconosce le feature (entità geometriche,<br />
fori, lavorazioni elicoidali, piani,<br />
ecc.) e gli elementi di lavorazione, permettendo,<br />
ad esempio, di misurare l’altezza di<br />
una cresta. Questa modalità di gestione dei<br />
dati consente di predire in modo preciso<br />
anche la quantità di memoria necessaria<br />
per portare a termine la simulazione: essa<br />
è determinata al momento dell’attivazione<br />
del programma e non muta per l’intera esecuzione,<br />
permettendo di individuare il PC<br />
in grado di svolgerla e non rischiare che il<br />
mattino dopo, tornati in ufficio, il computer<br />
sia bloccato per mancanza di memoria. Associato<br />
a questo contesto è il controllo del<br />
tempo di esecuzione, gestito attraverso una<br />
serie di parametri associati alla precisione,<br />
in modo che la loro impostazione definisca<br />
la velocità indipendentemente dalla dimensione<br />
del programma. Ciò significa che la<br />
velocità rilevabile all’inizio della simulazione<br />
sarà mantenuta sia che il programma abbia<br />
alcune centinaia di blocchi o alcuni milioni.<br />
Ciò è molto importante quando si vuole essere<br />
certi di poter analizzare i risultati dopo<br />
un’esecuzione notturna (senza rischiare<br />
che solo una parte sia stata portata a termine)<br />
anche nei settori energia o navale,<br />
dove i pezzi possono essere lunghi decine<br />
di metri e la dimensione dei programma diventa<br />
molto significativa. Q<br />
a<br />
b<br />
c<br />
Stampi<br />
maggio 2008 57