

CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
1.2 Comando manuale e modo automatico<br />
Lavorare con gli utensili di magazzino<br />
Cambio di utensile di magazzino<br />
Impiegare questa funzione per cambiare l'utensile o per modificare<br />
l'angolo di orientamento oppure l'angolo di posizione dell'utensile<br />
attivo.<br />
14<br />
U Selezionare nel comando manuale "T > Magazzino ><br />
Cambio utensile". Il controllo apre la finestra di dialogo<br />
"Magazzino: Cambio utensile"<br />
U Premere il softkey, selezionare l'utensile dalla lista di<br />
magazzino, inserire gli altri parametri e chiudere la<br />
finestra di dialogo. Il controllo carica il rispettivo<br />
programma NC.<br />
U Attivare il programma NC con Avvio ciclo.<br />
Parametri<br />
ID Numero identificativo dell'utensile di magazzino<br />
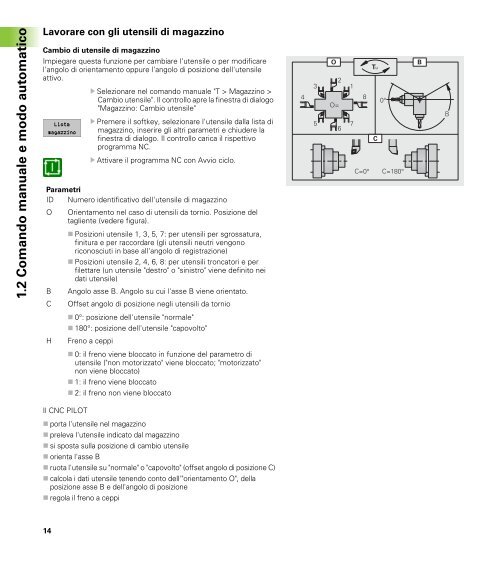
O Orientamento nel caso di utensili da tornio. Posizione del<br />
tagliente (vedere figura).<br />
Posizioni utensile 1, 3, 5, 7: per utensili per sgrossatura,<br />
finitura e per raccordare (gli utensili neutri vengono<br />
riconosciuti in base all'angolo di registrazione)<br />
Posizioni utensile 2, 4, 6, 8: per utensili troncatori e per<br />
filettare (un utensile "destro" o "sinistro" viene definito nei<br />
dati utensile)<br />
B Angolo asse B. Angolo su cui l'asse B viene orientato.<br />
C Offset angolo di posizione negli utensili da tornio<br />
0°: posizione dell'utensile "normale"<br />
180°: posizione dell'utensile "capovolto"<br />
H Freno a ceppi<br />
0: il freno viene bloccato in funzione del parametro di<br />
utensile ("non motorizzato" viene bloccato; "motorizzato"<br />
non viene bloccato)<br />
1: il freno viene bloccato<br />
2: il freno non viene bloccato<br />
Il <strong>CNC</strong> <strong>PILOT</strong><br />
porta l'utensile nel magazzino<br />
preleva l'utensile indicato dal magazzino<br />
si sposta sulla posizione di cambio utensile<br />
orienta l'asse B<br />
ruota l'utensile su "normale" o "capovolto" (offset angolo di posizione C)<br />
calcola i dati utensile tenendo conto dell'"orientamento O", della<br />
posizione asse B e dell'angolo di posizione<br />
regola il freno a ceppi<br />
4<br />
3<br />
5<br />
O<br />
O=<br />
2<br />
6<br />
1<br />
7<br />
8<br />
TM<br />
C<br />
0°<br />
C=0° C=180°<br />
B<br />
B














