

CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
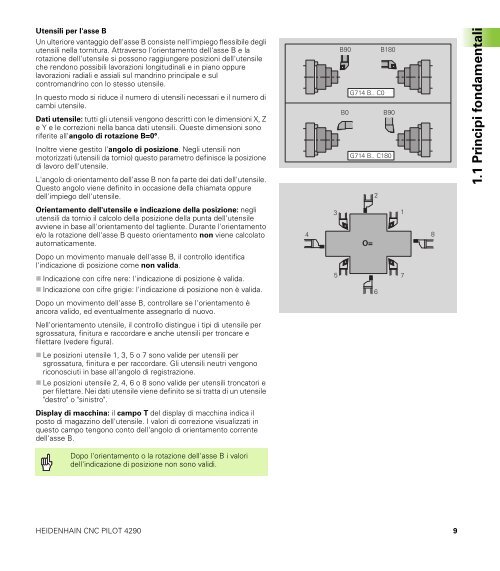
Utensili per l'asse B<br />
Un ulteriore vantaggio dell'asse B consiste nell'impiego flessibile degli<br />
utensili nella tornitura. Attraverso l'orientamento dell'asse B e la<br />
rotazione dell'utensile si possono raggiungere posizioni dell'utensile<br />
che rendono possibili lavorazioni longitudinali e in piano oppure<br />
lavorazioni radiali e assiali sul mandrino principale e sul<br />
contromandrino con lo stesso utensile.<br />
In questo modo si riduce il numero di utensili necessari e il numero di<br />
cambi utensile.<br />
Dati utensile: tutti gli utensili vengono descritti con le dimensioni X, Z<br />
e Y e le correzioni nella banca dati utensili. Queste dimensioni sono<br />
riferite all'angolo di rotazione B=0°.<br />
Inoltre viene gestito l'angolo di posizione. Negli utensili non<br />
motorizzati (utensili da tornio) questo parametro definisce la posizione<br />
di lavoro dell'utensile.<br />
L'angolo di orientamento dell'asse B non fa parte dei dati dell'utensile.<br />
Questo angolo viene definito in occasione della chiamata oppure<br />
dell'impiego dell'utensile.<br />
Orientamento dell'utensile e indicazione della posizione: negli<br />
utensili da tornio il calcolo della posizione della punta dell'utensile<br />
avviene in base all'orientamento del tagliente. Durante l'orientamento<br />
e/o la rotazione dell'asse B questo orientamento non viene calcolato<br />
automaticamente.<br />
Dopo un movimento manuale dell'asse B, il controllo identifica<br />
l'indicazione di posizione come non valida.<br />
Indicazione con cifre nere: l'indicazione di posizione è valida.<br />
Indicazione con cifre grigie: l'indicazione di posizione non è valida.<br />
Dopo un movimento dell'asse B, controllare se l'orientamento è<br />
ancora valido, ed eventualmente assegnarlo di nuovo.<br />
Nell'orientamento utensile, il controllo distingue i tipi di utensile per<br />
sgrossatura, finitura e raccordare e anche utensili per troncare e<br />
filettare (vedere figura).<br />
Le posizioni utensile 1, 3, 5 o 7 sono valide per utensili per<br />
sgrossatura, finitura e per raccordare. Gli utensili neutri vengono<br />
riconosciuti in base all'angolo di registrazione.<br />
Le posizioni utensile 2, 4, 6 o 8 sono valide per utensili troncatori e<br />
per filettare. Nei dati utensile viene definito se si tratta di un utensile<br />
"destro" o "sinistro".<br />
Display di macchina: il campo T del display di macchina indica il<br />
posto di magazzino dell'utensile. I valori di correzione visualizzati in<br />
questo campo tengono conto dell'angolo di orientamento corrente<br />
dell'asse B.<br />
Dopo l'orientamento o la rotazione dell'asse B i valori<br />
dell'indicazione di posizione non sono validi.<br />
B90 B180<br />
G714 B.. C0<br />
B0 B90<br />
G714 B.. C180<br />
HEIDENHAIN <strong>CNC</strong> <strong>PILOT</strong> <strong>4290</strong> 9<br />
4<br />
3<br />
5<br />
O=<br />
2<br />
6<br />
1<br />
7<br />
8<br />
1.1 Principi fondamentali














