

CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1.10 DIN PLUS: percorsi lineari e circolari<br />
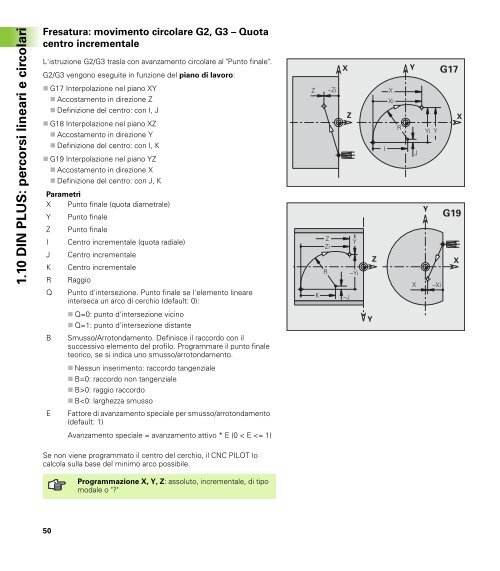
Fresatura: movimento circolare G2, G3 – Quota<br />
centro incrementale<br />
L'istruzione G2/G3 trasla con avanzamento circolare al "Punto finale".<br />
G2/G3 vengono eseguite in funzione del piano di lavoro:<br />
G17 Interpolazione nel piano XY<br />
Accostamento in direzione Z<br />
Definizione del centro: con I, J<br />
G18 Interpolazione nel piano XZ<br />
Accostamento in direzione Y<br />
Definizione del centro: con I, K<br />
G19 Interpolazione nel piano YZ<br />
Accostamento in direzione X<br />
Definizione del centro: con J, K<br />
Parametri<br />
X Punto finale (quota diametrale)<br />
Y Punto finale<br />
Z Punto finale<br />
I Centro incrementale (quota radiale)<br />
J Centro incrementale<br />
K Centro incrementale<br />
R Raggio<br />
Q Punto d'intersezione. Punto finale se l'elemento lineare<br />
interseca un arco di cerchio (default: 0):<br />
Q=0: punto d'intersezione vicino<br />
Q=1: punto d'intersezione distante<br />
B Smusso/Arrotondamento. Definisce il raccordo con il<br />
successivo elemento del profilo. Programmare il punto finale<br />
teorico, se si indica uno smusso/arrotondamento.<br />
Nessun inserimento: raccordo tangenziale<br />
B=0: raccordo non tangenziale<br />
B>0: raggio raccordo<br />
B














