

CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
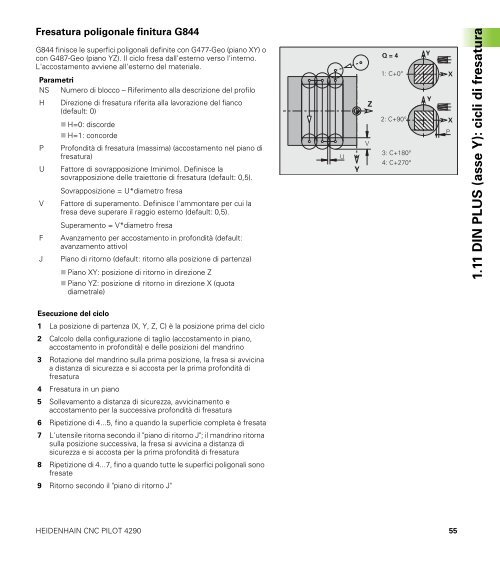
Fresatura poligonale finitura G844<br />
G844 finisce le superfici poligonali definite con G477-Geo (piano XY) o<br />
con G487-Geo (piano YZ). Il ciclo fresa dall'esterno verso l'interno.<br />
L'accostamento avviene all'esterno del materiale.<br />
Parametri<br />
NS Numero di blocco – Riferimento alla descrizione del profilo<br />
H Direzione di fresatura riferita alla lavorazione del fianco<br />
(default: 0)<br />
H=0: discorde<br />
H=1: concorde<br />
P Profondità di fresatura (massima) (accostamento nel piano di<br />
fresatura)<br />
U Fattore di sovrapposizione (minimo). Definisce la<br />
sovrapposizione delle traiettorie di fresatura (default: 0,5).<br />
Sovrapposizione = U*diametro fresa<br />
V Fattore di superamento. Definisce l'ammontare per cui la<br />
fresa deve superare il raggio esterno (default: 0,5).<br />
Superamento = V*diametro fresa<br />
F Avanzamento per accostamento in profondità (default:<br />
avanzamento attivo)<br />
J Piano di ritorno (default: ritorno alla posizione di partenza)<br />
Piano XY: posizione di ritorno in direzione Z<br />
Piano YZ: posizione di ritorno in direzione X (quota<br />
diametrale)<br />
Esecuzione del ciclo<br />
1 La posizione di partenza (X, Y, Z, C) è la posizione prima del ciclo<br />
2 Calcolo della configurazione di taglio (accostamento in piano,<br />
accostamento in profondità) e delle posizioni del mandrino<br />
3 Rotazione del mandrino sulla prima posizione, la fresa si avvicina<br />
a distanza di sicurezza e si accosta per la prima profondità di<br />
fresatura<br />
4 Fresatura in un piano<br />
5 Sollevamento a distanza di sicurezza, avvicinamento e<br />
accostamento per la successiva profondità di fresatura<br />
6 Ripetizione di 4...5, fino a quando la superficie completa è fresata<br />
7 L'utensile ritorna secondo il "piano di ritorno J"; il mandrino ritorna<br />
sulla posizione successiva, la fresa si avvicina a distanza di<br />
sicurezza e si accosta per la prima profondità di fresatura<br />
8 Ripetizione di 4...7, fino a quando tutte le superfici poligonali sono<br />
fresate<br />
9 Ritorno secondo il "piano di ritorno J"<br />
HEIDENHAIN <strong>CNC</strong> <strong>PILOT</strong> <strong>4290</strong> 55<br />
1.11 DIN PLUS (asse Y): cicli di fresatura














