

CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
1.9 DIN PLUS: utensili di magazzino<br />
1.9 DIN PLUS: utensili di magazzino<br />
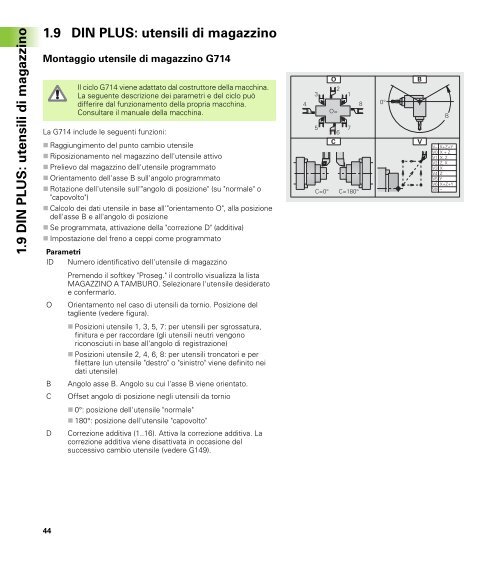
Montaggio utensile di magazzino G714<br />
La G714 include le seguenti funzioni:<br />
Raggiungimento del punto cambio utensile<br />
Riposizionamento nel magazzino dell'utensile attivo<br />
Prelievo dal magazzino dell'utensile programmato<br />
Orientamento dell'asse B sull'angolo programmato<br />
Rotazione dell'utensile sull'"angolo di posizione" (su "normale" o<br />
"capovolto")<br />
Calcolo dei dati utensile in base all'"orientamento O", alla posizione<br />
dell'asse B e all'angolo di posizione<br />
Se programmata, attivazione della "correzione D" (additiva)<br />
Impostazione del freno a ceppi come programmato<br />
44<br />
Il ciclo G714 viene adattato dal costruttore della macchina.<br />
La seguente descrizione dei parametri e del ciclo può<br />
differire dal funzionamento della propria macchina.<br />
Consultare il manuale della macchina.<br />
Parametri<br />
ID Numero identificativo dell'utensile di magazzino<br />
Premendo il softkey "Proseg." il controllo visualizza la lista<br />
MAGAZZINO A TAMBURO. Selezionare l'utensile desiderato<br />
e confermarlo.<br />
O Orientamento nel caso di utensili da tornio. Posizione del<br />
tagliente (vedere figura).<br />
Posizioni utensile 1, 3, 5, 7: per utensili per sgrossatura,<br />
finitura e per raccordare (gli utensili neutri vengono<br />
riconosciuti in base all'angolo di registrazione)<br />
Posizioni utensile 2, 4, 6, 8: per utensili troncatori e per<br />
filettare (un utensile "destro" o "sinistro" viene definito nei<br />
dati utensile)<br />
B Angolo asse B. Angolo su cui l'asse B viene orientato.<br />
C Offset angolo di posizione negli utensili da tornio<br />
0°: posizione dell'utensile "normale"<br />
180°: posizione dell'utensile "capovolto"<br />
D Correzione additiva (1..16). Attiva la correzione additiva. La<br />
correzione additiva viene disattivata in occasione del<br />
successivo cambio utensile (vedere G149).<br />
4<br />
3<br />
5<br />
O<br />
O=<br />
C<br />
2<br />
6<br />
1<br />
7<br />
C=0° C=180°<br />
8<br />
0°<br />
B<br />
V<br />
B<br />
V– X+Z+Y<br />
V0 X + Z<br />
V1 X, Z<br />
V2 Z, X<br />
V3 X<br />
V4 Z<br />
V5 Y<br />
V6 X+Z+Y<br />
V9 –














