

CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 Asse B e Y - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
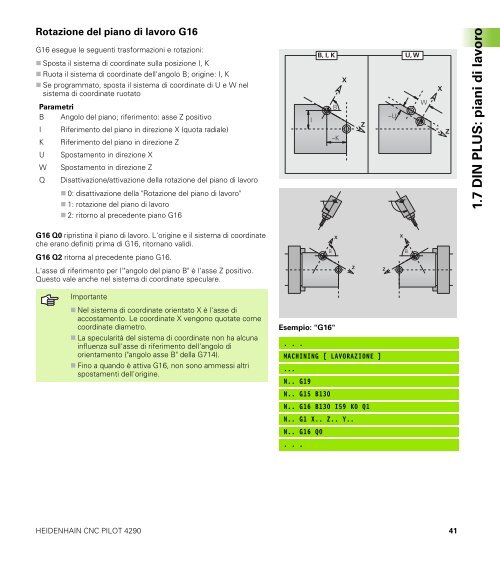
Rotazione del piano di lavoro G16<br />
G16 esegue le seguenti trasformazioni e rotazioni:<br />
Sposta il sistema di coordinate sulla posizione I, K<br />
Ruota il sistema di coordinate dell'angolo B; origine: I, K<br />
Se programmato, sposta il sistema di coordinate di U e W nel<br />
sistema di coordinate ruotato<br />
Parametri<br />
B Angolo del piano; riferimento: asse Z positivo<br />
I Riferimento del piano in direzione X (quota radiale)<br />
K Riferimento del piano in direzione Z<br />
U Spostamento in direzione X<br />
W Spostamento in direzione Z<br />
Q Disattivazione/attivazione della rotazione del piano di lavoro<br />
0: disattivazione della "Rotazione del piano di lavoro"<br />
1: rotazione del piano di lavoro<br />
2: ritorno al precedente piano G16<br />
G16 Q0 ripristina il piano di lavoro. L'origine e il sistema di coordinate<br />
che erano definiti prima di G16, ritornano validi.<br />
G16 Q2 ritorna al precedente piano G16.<br />
L'asse di riferimento per l'"angolo del piano B" è l'asse Z positivo.<br />
Questo vale anche nel sistema di coordinate speculare.<br />
Importante<br />
Nel sistema di coordinate orientato X è l'asse di<br />
accostamento. Le coordinate X vengono quotate come<br />
coordinate diametro.<br />
La specularità del sistema di coordinate non ha alcuna<br />
influenza sull'asse di riferimento dell'angolo di<br />
orientamento ("angolo asse B" della G714).<br />
Fino a quando è attiva G16, non sono ammessi altri<br />
spostamenti dell'origine.<br />
Esempio: "G16"<br />
HEIDENHAIN <strong>CNC</strong> <strong>PILOT</strong> <strong>4290</strong> 41<br />
. . .<br />
MACHINING [ LAVORAZIONE ]<br />
...<br />
N.. G19<br />
N.. G15 B130<br />
N.. G16 B130 I59 K0 Q1<br />
N.. G1 X.. Z.. Y..<br />
N.. G16 Q0<br />
. . .<br />
I<br />
B, I, K<br />
B<br />
B<br />
–K<br />
X<br />
X<br />
Z<br />
Z<br />
Z<br />
–U<br />
X<br />
U, W<br />
B<br />
W<br />
X<br />
Z<br />
1.7 DIN PLUS: piani di lavoro














