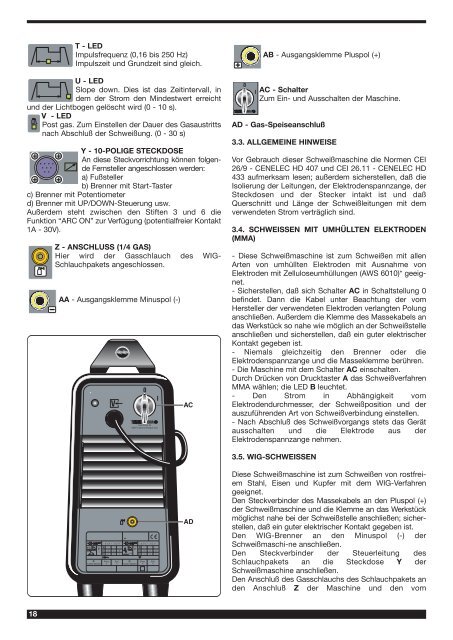
T - LE<strong>DI</strong>mpulsfrequenz (0,16 bis 250 Hz)Impulszeit und Grundzeit sind gleich.U - LEDSlope down. Dies ist das Zeitintervall, indem der Strom den Mindestwert erreichtund der Lichtbogen gelöscht wird (0 - 10 s).V - LEDPost gas. Zum Einstellen der Dauer des Gasaustrittsnach Abschluß der Schweißung. (0 - 30 s)Y - 10-POLIGE STECKDOSEAn diese Steckvorrichtung können folgendeFernsteller angeschlossen werden:a) Fußstellerb) Brenner mit Start-Tasterc) Brenner mit Potentiometerd) Brenner mit UP/DOWN-Steuerung usw.Außerdem steht zwischen den Stiften 3 und 6 dieFunktion “ARC ON” zur Verfügung (potentialfreier Kontakt1A - 30V).Z - ANSCHLUSS (1/4 GAS)Hier wird der Gasschlauch des WIG-Schlauchpakets angeschlossen.AA - Ausgangsklemme Minuspol (-)AB - Ausgangsklemme Pluspol (+)AC - SchalterZum Ein- und Ausschalten der Maschine.<strong>AD</strong> - Gas-Speiseanschluß3.3. ALLGEMEINE HINWEISEVor Gebrauch dieser Schweißmaschine die Normen CEI26/9 - CENELEC HD 407 und CEI 26.11 - CENELEC HD433 aufmerksam lesen; außerdem sicherstellen, daß dieIsolierung der Leitungen, der Elektrodenspannzange, derSteckdosen und der Stecker intakt ist und daßQuerschnitt und Länge der Schweißleitungen mit demverwendeten Strom verträglich sind.3.4. SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN(MMA)- Diese Schweißmaschine ist zum Schweißen mit allenArten von umhüllten Elektroden mit Ausnahme vonElektroden mit Zelluloseumhüllungen (AWS 6010)* geeignet.- Sicherstellen, daß sich Schalter AC in Schaltstellung 0befindet. Dann die Kabel unter Beachtung der vomHersteller der verwendeten Elektroden verlangten Polunganschließen. Außerdem die Klemme des Massekabels andas Werkstück so nahe wie möglich an der Schweißstelleanschließen und sicherstellen, daß ein guter elektrischerKontakt gegeben ist.- Niemals gleichzeitig den Brenner oder dieElektrodenspannzange und die Masseklemme berühren.- Die Maschine mit dem Schalter AC einschalten.Durch Drücken von Drucktaster A das SchweißverfahrenMMA wählen; die LED B leuchtet.- Den Strom in Abhängigkeit vomElektrodendurchmesser, der Schweißposition und derauszuführenden Art von Schweißverbindung einstellen.- Nach Abschluß des Schweißvorgangs stets das Gerätausschalten und die Elektrode aus derElektrodenspannzange nehmen.3.5. WIG-SCHWEISSENDiese Schweißmaschine ist zum Schweißen von rostfreiemStahl, Eisen und Kupfer mit dem WIG-Verfahrengeeignet.Den Steckverbinder des Massekabels an den Pluspol (+)der Schweißmaschine und die Klemme an das Werkstückmöglichst nahe bei der Schweißstelle anschließen; sicherstellen,daß ein guter elektrischer Kontakt gegeben ist.Den WIG-Brenner an den Minuspol (-) derSchweißmaschi-ne anschließen.Den Steckverbinder der Steuerleitung desSchlauchpakets an die Steckdose Y derSchweißmaschine anschließen.Den Anschluß des Gasschlauchs des Schlauchpakets anden Anschluß Z der Maschine und den vom18
Druckminderer der Gasflasche kommenden Gasschlauchan den Gasanschluß <strong>AD</strong> anschließen.Die Maschine einschalten.Keinesfalls spannungführende Teile und dieAusgangsklemmen berühren, wenn das Gerät eingeschaltetist.Beim ersten Einschalten der Maschine mit demDrucktaster A das Verfahren wählen; außerdem dieSchweißparameter mit der Taste R und dem Regler O wiein Abschnitt 3.2 beschrieben einstellen.Der Shutzgasfluß muß auf einen Wert (Liter/Minute) eingestelltwerden, der ungefähr dem Sechsfachen desElektrodendurchmessers entspricht.Bei Verwendung von Zubehör wie Gaslinsen kann dieGas-Liefermenge auf ungefähr das Dreifache desElektrodendurchmessers gesenkt werden. DerDurchmesser der Keramikdüse muß dem Vier- bisSechsfachen des Elektrodendurchmessers entsprechen.Normalerweise wird als Gas ARGON verwendet, da espreisgünstiger ist als andere Inertgase. Es können jedochauch Gemische mit ARGON als Grundgas und einemAnteil von maximal 2% WASSERSTOFF zum Schweißenvon rostfreiem Stahl bzw. HELIUM und Gemische ausARGON - HELIUM zum Schweißen von Kupfer verwendetwerden. Diese Gemische erhöhen die Temperatur desLichtbogens beim Schweißen, sind aber sehr teuer.Bei Verwendung von HELIUM muß die Liefermenge(Liter/Minute) bis auf das Zehnfache desElektrodendurchmessers erhöht werden (Beispiel:Durchmesser 1,6 x 10= 16 l/min Helium).Augenschutzgläser <strong>DI</strong>N 10 bis 75 A und <strong>DI</strong>N 11 ab 75 Aaufwärts verwenden.3.6. SPEICHERUNGDas Speichern ist erst nach dem Schweißen möglich.Durch kurze Betätigung von Drucktaster Q nimmtman die Wahl vor; durch Betätigung von mehr als 3Sekunden veranlaßt man die Speicherung.Bei jeder Einschaltung befindet sich die Maschinestets in dem Zustand, in dem sie bei der letztenSchweißung verwendet wurde.3.6.1. Speichern der Daten von Programm PLBei erstmaliger Verwendung der MaschineBeim Einschalten der Maschine erscheint auf demDisplay das Kürzel PL. Nach 5 Sekunden erlischt dieseAnzeige und es wird ein Arbeitsstrom angezeigt. DieAnweisungen in den Abschnitten 3.2 und 3.5 befolgenund dann zum Speichern der Daten in Programm P01 wiefolgt vorgehen:· Kurz Drucktaster Q (Zeichnung Drucktastermem+mem-) drücken: es erscheint die blinkendeAnzeige P01.· Drucktaster Q für mehr als 3 Sekunden drücken, bis dieAnzeige P01 zu blinken aufhört: an diesem Punkt wurdedie Speicherung ausgeführt.· Wenn man die Daten anstatt in Programm P01 in einemanderen Programm speichern will, muß man lediglich denDrucktaster Q mehrmals kurz betätigen, bis dasgewünschte Programm angezeigt wird. BeiWiedereinschaltung der Maschine wird das ProgrammP01 angezeigt.DURCH KURZE BETÄTIGUNG VON DRUCKTASTER QNIMMT MAN EINE WAHL VOR. DRÜCKT MAN IHNLÄNGER ALS 3 SEKUNDEN, VERANLASST MAN EINESPEICHERUNG.3.6.2. Speichern in einem freien ProgrammDer Benutzer kann ein gewähltes Programm modifizierenund speichern, indem er wie folgt vorgeht:· Drucktaster Q kurz drücken und die gewünschteProgrammnummer wählen.Die freien Programme erkennt man daran, daß ihrKürzel blinkt.· Drucktaster A drücken und das Schweißverfahren unddie Betriebsart wählen (Abschnitt 3.1).· Regler O drehen und den Schweißstrom einstellen.Wenn das WIG-Verfahren gewählt wurde, die LED V (postgas) mit Drucktaster R einschalten und mit dem Regler Oden gewünschten Wert einstellen (Abschnitt 3.1).Wenn nach diesen, zum Schweißen erforderlichenEinstellungen die Slope-Zeiten oder sonstiges eingestelltwerden sollen, wie in Abschnitt 3.1 beschrieben vorgehen.Eine auch nur kurze Schweißung ausführen und festlegen,in welchem Programm die Daten gespeichert werdensollen.Zum Speichern in dem zuvor gewählten Programm denDrucktaster Q für mehr als 3 Sekunden gedrückt halten,bis die Nummer zu blinken aufhört.Zum Speichern in einem anderen Programm durch kurzeBetätigung von Drucktaster Q die Wahl vornehmen unddann den Drucktaster Q für mehr als 3 Sekundengedrückt halten.3.6.3 Speichern ausgehend von einem schon gespeichertenProgrammAusgehend von einem schon gespeicherten Programmkann der Benutzer die Daten im Speicher ändern, um dasProgramm zu aktualisieren oder um neue Parameterwertefestzulegen, die in einem anderen Programm gespeichertwerden sollen.3.6.3.1 Aktualisieren· Nach Einschaltung der Maschine die zu änderndenParameter wählen und sie modifizieren.· Eine auch nur kurze Schweißung ausführen.· Für mehr als 3 Sekunden den Drucktaster Q gedrückthalten, bis die Ausführung der Speicherung bestätigt wird(die Anzeige der Kurzbezeichnung des Programms blinktnicht mehr, sondern wird ständig angezeigt).3.6.3.2 Speichern in einem neuen Programm· Nach Einschaltung der Maschine die zu änderndenParameter wählen und sie modifizieren.· Eine auch nur kurze Schweißung ausführen.· Kurz Wahlschalter Q drücken, bis das gewünschteProgramm angezeigt wird.· Ständig den Drucktaster Q drücken, bis die Speicherungbestätigt wird (die Anzeige der Kurzbezeichnung desProgramms blinkt nicht mehr, sondern wird ständig angezeigt).19