Guida pratica alla saldatura - FIMER
Guida pratica alla saldatura - FIMER
Guida pratica alla saldatura - FIMER

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
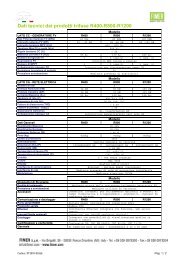
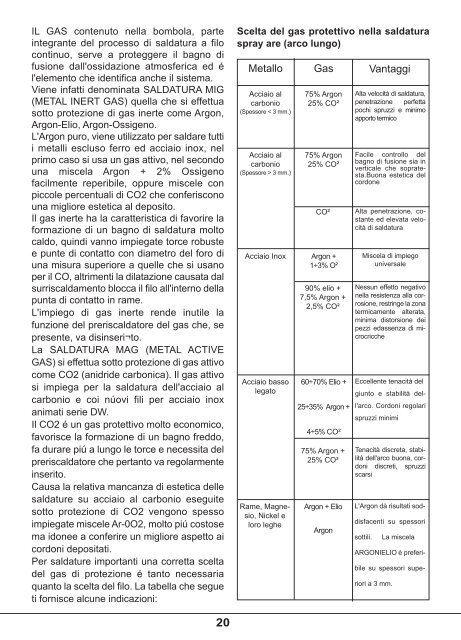
IL GAS contenuto nella bombola, parteintegrante del processo di <strong>saldatura</strong> a filocontinuo, serve a proteggere il bagno difusione dall'ossidazione atmosferica ed él'elemento che identifica anche il sistema.Viene infatti denominata SALDATURA MIG(METAL INERT GAS) quella che si effettuasotto protezione di gas inerte come Argon,Argon-Elio, Argon-Ossigeno.L'Argon puro, viene utilizzato per saldare tuttii metalli escluso ferro ed acciaio inox, nelprimo caso si usa un gas attivo, nel secondouna miscela Argon + 2% Ossigenofacilmente reperibile, oppure miscele conpiccole percentuali di CO2 che conferisconouna migliore estetica al deposito.Il gas inerte ha la caratteristica di favorire laformazione di un bagno di <strong>saldatura</strong> moltocaldo, quindi vanno impiegate torce robustee punte di contatto con diametro del foro diuna misura superiore a quelle che si usanoper il CO, altrimenti la dilatazione causata dalsurriscaldamento blocca il filo all'interno dellapunta di contatto in rame.L'impiego di gas inerte rende inutile lafunzione del preriscaldatore del gas che, sepresente, va disinseri¬to.La SALDATURA MAG (METAL ACTIVEGAS) si effettua sotto protezione di gas attivocome CO2 (anidride carbonica). Il gas attivosi impiega per la <strong>saldatura</strong> dell'acciaio alcarbonio e coi núovi fili per acciaio inoxanimati serie DW.Il CO2 é un gas protettivo molto economico,favorisce la formazione di un bagno freddo,fa durare piú a lungo le torce e necessita delpreriscaldatore che pertanto va regolarmenteinserito.Causa la relativa mancanza di estetica dellesaldature su acciaio al carbonio eseguitesotto protezione di CO2 vengono spessoimpiegate miscele Ar-0O2, molto piú costosema idonee a conferire un migliore aspetto aicordoni depositati.Per saldature importanti una corretta sceltadel gas di protezione é tanto necessariaquanto la scelta del filo. La tabella che segueti fornisce alcune indicazioni:Scelta del gas protettivo nella <strong>saldatura</strong>spray are (arco lungo)Metallo Gas VantaggiAcciaio alcarbonio(Spessore < 3 mm.)Acciaio alcarbonio(Spessore > 3 mm.)75% Argon25% CO²75% Argon25% CO²CO²Acciaio Inox Argon +1÷3% O²Acciaio bassolegatoRame, Magnesio,Nickel eloro leghe90% elio +7,5% Argon +2,5% CO²60÷70% Elio +25÷35% Argon +4÷5% CO²75% Argon +25% CO²Argon + ElioArgonAlta velocità di <strong>saldatura</strong>,penetrazione perfettapochi spruzzi e minimoapporto termicoFacile controllo delbagno di fusione sia inverticale che sopratesta.Buonaestetica delcordoneAlta penetrazione, costanteed elevata velocitàdi <strong>saldatura</strong>Miscela di impiegouniversaleNessun effetto negativonella resistenza <strong>alla</strong> corrosione,restringe la zonatermicamente alterata,minima distorsione deipezzi edassenza di microcriccheEccellente tenacità delgiunto e stabilità dell'arco.Cordoni regolarispruzzi minimiTenacità discreta, stabilitàdell'arco buona, cordonidiscreti, spruzziscarsiL'Argon dà risultati soddisfacentisu spessorisottili.La miscelaARGONIELIO è preferibilesu spessori superioria 3 mm.20