Guida pratica alla saldatura - FIMER
Guida pratica alla saldatura - FIMER
Guida pratica alla saldatura - FIMER

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
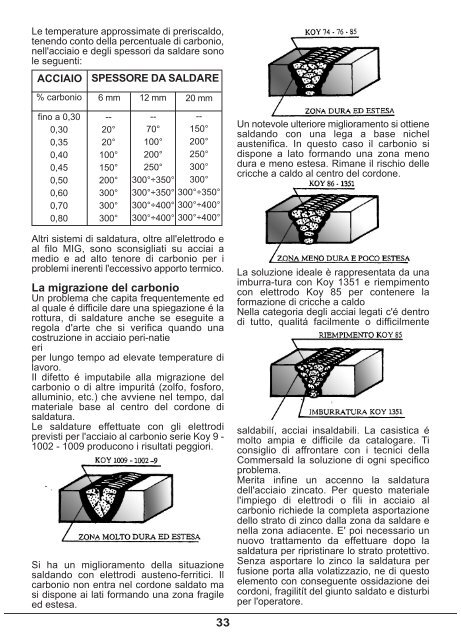
Le temperature approssimate di preriscaldo,tenendo conto della percentuale di carbonio,nell'acciaio e degli spessori da saldare sonole seguenti:ACCIAIOSPESSORE DA SALDARE% carbonio6 mm 12 mm 20 mmfino a 0,300,300,350,400,450,500,600,700,80--20°20°100°150°200°300°300°300°-- --70° 150°100° 200°200° 250°250° 300°300°÷350° 300°300°÷350° 300°÷350°300°÷400° 300°÷400°300°÷400° 300°÷400°Un notevole ulteriore miglioramento si ottienesaldando con una lega a base nichelaustenifica. In questo caso il carbonio sidispone a lato formando una zona menodura e meno estesa. Rimane il rischio dellecricche a caldo al centro del cordone.Altri sistemi di <strong>saldatura</strong>, oltre all'elettrodo eal filo MIG, sono sconsigliati su acciai amedio e ad alto tenore di carbonio per iproblemi inerenti l'eccessivo apporto termico.La migrazione del carbonioUn problema che capita frequentemente edal quale é difficile dare una spiegazione é larottura, di saldature anche se eseguite aregola d'arte che si verifica quando unacostruzione in acciaio peri-natieeriper lungo tempo ad elevate temperature dilavoro.Il difetto é imputabile <strong>alla</strong> migrazione delcarbonio o di altre impuritá (zolfo, fosforo,alluminio, etc.) che avviene nel tempo, dalmateriale base al centro del cordone di<strong>saldatura</strong>.Le saldature effettuate con gli elettrodiprevisti per l'acciaio al carbonio serie Koy 9 -1002 - 1009 producono i risultati peggiori.Si ha un miglioramento della situazionesaldando con elettrodi austeno-ferritici. Ilcarbonio non entra nel cordone saldato masi dispone ai lati formando una zona fragileed estesa.33La soluzione ideale è rappresentata da unaimburra-tura con Koy 1351 e riempimentocon elettrodo Koy 85 per contenere laformazione di cricche a caldoNella categoria degli acciai legati c'é dentrodi tutto, qualitá facilmente o difficilmentesaldabilí, acciai insaldabili. La casistica émolto ampia e difficile da catalogare. Ticonsiglio di affrontare con i tecnici dellaCommersald la soluzione di ogni specificoproblema.Merita infine un accenno la <strong>saldatura</strong>dell'acciaio zincato. Per questo materialel'impiego di elettrodi o fili in acciaio alcarbonio richiede la completa asportazionedello strato di zinco d<strong>alla</strong> zona da saldare enella zona adiacente. E' poi necessario unnuovo trattamento da effettuare dopo la<strong>saldatura</strong> per ripristinare lo strato protettivo.Senza asportare lo zinco la <strong>saldatura</strong> perfusione porta <strong>alla</strong> volatizzazio, ne di questoelemento con conseguente ossidazione deicordoni, fragilitít del giunto saldato e disturbiper l'operatore.