

PT: man_8055mc_opt.pdf - Fagor Automation
PT: man_8055mc_opt.pdf - Fagor Automation
PT: man_8055mc_opt.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Manual de operação<br />
3.13 Posicionamentos múltiplos<br />
Alguns ciclos podem efetuar-se na posição que ocupa a ferramenta ou então associar-lhes um<br />
posicionamento múltiplo, de forma que o ciclo se repita em vários pontos. O CNC permite associar<br />
posicionamentos múltiplos aos seguintes ciclos.<br />
Operações de <strong>man</strong>drilagem, escareado, roscado, furos e puncionamento.<br />
Bolsões (incluídos os bolsões 2D e 3D).<br />
Relevos.<br />
Se devem utilizar as seguintes teclas para selecionar os posicionamentos múltiplos. Os<br />
posicionamentos que se podem selecionar com cada uma das teclas são as seguintes:<br />
Posicionamento múltiplo de vários pontos.<br />
Posicionamento múltiplo em linha reta.<br />
Posicionamento múltiplo em arco.<br />
Posicionamento múltiplo for<strong>man</strong>do um paralelogramo.<br />
Posicionamento múltiplo for<strong>man</strong>do uma malha.<br />
Quando se pressiona uma destas teclas o CNC seleciona o posicionamento correspondente,<br />
mudando a visualização da tela. O CNC <strong>man</strong>tém iluminada a lâmpada da tecla correspondente à<br />
operação que estava selecionada (bolsão, relevo, <strong>man</strong>drilagem, escareado, etc) e mostra na parte<br />
inferior da tela os dados da referida operação.<br />
Associar um posicionamento múltiplo a um ciclo<br />
A <strong>man</strong>eira de associar um posicionamento múltiplo a um ciclo é a seguinte.<br />
1. Definição do ciclo de usinagem, incluída a posição do ponto inicial.<br />
2. Seleção do tipo de posicionamento ao que se deseja associar.<br />
3. Programação dos diferentes pontos do posicionamento.<br />
O ciclo assume como primeiro ponto para o posicionamento o ponto inicial da usinagem. Este<br />
ponto se poderá modificar na definição do posicionamento.<br />
Em bolsões 2D e 3D o ponto de referência para os posicionamentos será o ponto inicial do perfil<br />
exterior.<br />
Para tirar a seleção do ciclo e voltar à tela padrão se deve pressionar a tecla correspondente ao<br />
ciclo selecionado (a que tem a lâmpada iluminada) ou a tecla [ESC].<br />
Posicionamentos multíplices em bolsões e relevos<br />
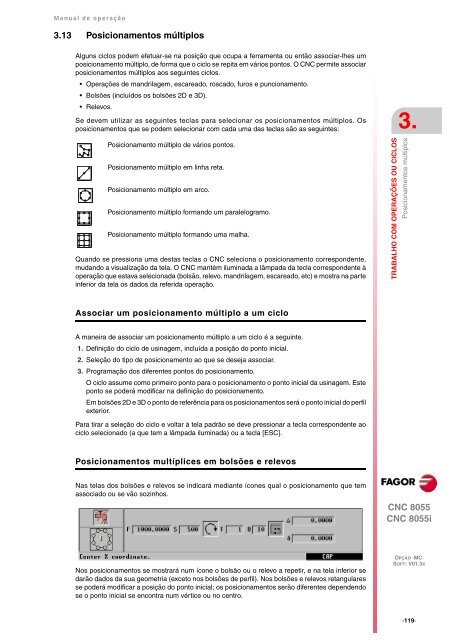
Nas telas dos bolsões e relevos se indicará mediante ícones qual o posicionamento que tem<br />
associado ou se vão sozinhos.<br />
Nos posicionamentos se mostrará num ícone o bolsão ou o relevo a repetir, e na tela inferior se<br />
darão dados da sua geometria (exceto nos bolsões de perfil). Nos bolsões e relevos retangulares<br />
se poderá modificar a posição do ponto inicial; os posicionamentos serão diferentes dependendo<br />
se o ponto inicial se encontra num vértice ou no centro.<br />
3.<br />
TRABALHO COM OPERAÇÕES OU CICLOS<br />
Posicionamentos múltiplos<br />
CNC 8055<br />
CNC 8055i<br />
OPÇÃO ·MC·<br />
SOFT: V01.3X<br />
·119·














