

PT: man_8055mc_opt.pdf - Fagor Automation
PT: man_8055mc_opt.pdf - Fagor Automation
PT: man_8055mc_opt.pdf - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Manual de operação<br />
2.4 Tabela de deslocamentos de origem<br />
Desde o modo conversacional se permite monitorar a tabela de origens (G54 ... G59, G159N7 ...<br />
G159N20). Esta tabela contém os mesmos valores que a tabela do modo não coloquial.<br />
Tanto para acessar à tabela de origens como para sair dela, se deve pressionar a tecla [ZERO].<br />
À tabela de deslocamentos de origem se pode acessar das seguintes <strong>man</strong>eiras.<br />
Desde a tela padrão, sempre que não esteja selecionado nenhum eixo. O CNC pedirá<br />
confirmação do co<strong>man</strong>do.<br />
Desde o modo ISO, quando se encontra selecionado o ciclo de deslocamentos e pré-seleção.<br />
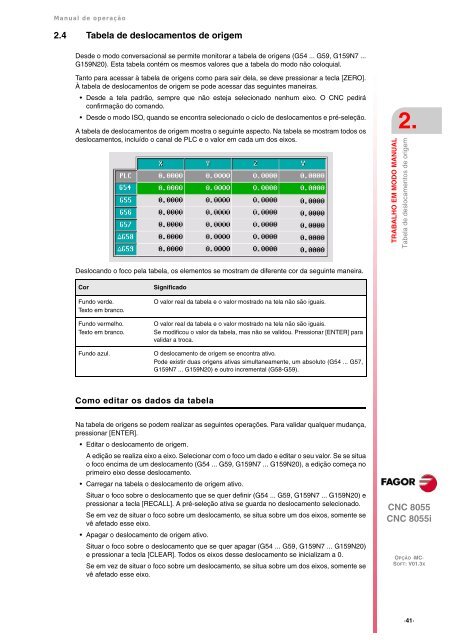
A tabela de deslocamentos de origem mostra o seguinte aspecto. Na tabela se mostram todos os<br />
deslocamentos, incluído o canal de PLC e o valor em cada um dos eixos.<br />
Deslocando o foco pela tabela, os elementos se mostram de diferente cor da seguinte <strong>man</strong>eira.<br />
Cor Significado<br />
Fundo verde.<br />
Texto em branco.<br />
Fundo vermelho.<br />
Texto em branco.<br />
Como editar os dados da tabela<br />
O valor real da tabela e o valor mostrado na tela não são iguais.<br />
O valor real da tabela e o valor mostrado na tela não são iguais.<br />
Se modificou o valor da tabela, mas não se validou. Pressionar [ENTER] para<br />
validar a troca.<br />
Fundo azul. O deslocamento de origem se encontra ativo.<br />
Pode existir duas origens ativas simultaneamente, um absoluto (G54 ... G57,<br />
G159N7 ... G159N20) e outro incremental (G58-G59).<br />
Na tabela de origens se podem realizar as seguintes operações. Para validar qualquer mudança,<br />
pressionar [ENTER].<br />
Editar o deslocamento de origem.<br />
A edição se realiza eixo a eixo. Selecionar com o foco um dado e editar o seu valor. Se se situa<br />
o foco encima de um deslocamento (G54 ... G59, G159N7 ... G159N20), a edição começa no<br />
primeiro eixo desse deslocamento.<br />
Carregar na tabela o deslocamento de origem ativo.<br />
Situar o foco sobre o deslocamento que se quer definir (G54 ... G59, G159N7 ... G159N20) e<br />
pressionar a tecla [RECALL]. A pré-seleção ativa se guarda no deslocamento selecionado.<br />
Se em vez de situar o foco sobre um deslocamento, se situa sobre um dos eixos, somente se<br />
vê afetado esse eixo.<br />
Apagar o deslocamento de origem ativo.<br />
Situar o foco sobre o deslocamento que se quer apagar (G54 ... G59, G159N7 ... G159N20)<br />
e pressionar a tecla [CLEAR]. Todos os eixos desse deslocamento se inicializam a 0.<br />
Se em vez de situar o foco sobre um deslocamento, se situa sobre um dos eixos, somente se<br />
vê afetado esse eixo.<br />
2.<br />
TRABALHO EM MODO MANUAL<br />
Tabela de deslocamentos de origem<br />
CNC 8055<br />
CNC 8055i<br />
OPÇÃO ·MC·<br />
SOFT: V01.3X<br />
·41·














