

Aumento da eficiência nos Processos de Fabricação Mecânica com uso de máquinas CNC: Estudo ambientado no setor de ferramentaria baseado na fabricação de Matrizes de Forjar a Quente

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2013<br />
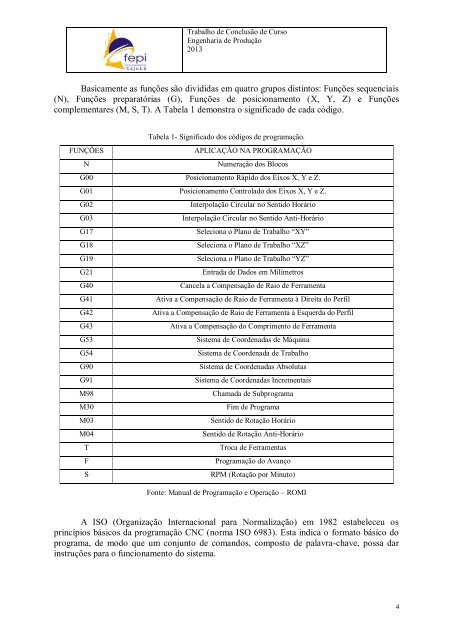
Basicamente as funções são dividi<strong>da</strong>s em quatro grupos distintos: Funções sequenciais<br />
(N), Funções preparatórias (G), Funções <strong>de</strong> posicio<strong>na</strong>mento (X, Y, Z) e Funções<br />
<strong>com</strong>plementares (M, S, T). A Tabela 1 <strong>de</strong>monstra o significado <strong>de</strong> ca<strong>da</strong> código.<br />
Tabela 1- Significado dos códigos <strong>de</strong> programação.<br />
FUNÇÕES<br />
APLICAÇÃO NA PROGRAMAÇÃO<br />
N<br />
Numeração dos Blocos<br />
G00 Posicio<strong>na</strong>mento Rápido dos Eixos X, Y e Z.<br />
G01 Posicio<strong>na</strong>mento Controlado dos Eixos X, Y e Z.<br />
G02<br />
Interpolação Circular <strong>no</strong> Sentido Horário<br />
G03<br />
Interpolação Circular <strong>no</strong> Sentido Anti-Horário<br />
G17<br />
Selecio<strong>na</strong> o Pla<strong>no</strong> <strong>de</strong> Trabalho “XY”<br />
G18<br />
Selecio<strong>na</strong> o Pla<strong>no</strong> <strong>de</strong> Trabalho “XZ”<br />
G19<br />
Selecio<strong>na</strong> o Pla<strong>no</strong> <strong>de</strong> Trabalho “YZ”<br />
G21<br />
Entra<strong>da</strong> <strong>de</strong> Dados em Milímetros<br />
G40<br />
Cancela a Compensação <strong>de</strong> Raio <strong>de</strong> Ferramenta<br />
G41<br />
Ativa a Compensação <strong>de</strong> Raio <strong>de</strong> Ferramenta à Direita do Perfil<br />
G42<br />
Ativa a Compensação <strong>de</strong> Raio <strong>de</strong> Ferramenta à Esquer<strong>da</strong> do Perfil<br />
G43<br />
Ativa a Compensação do Comprimento <strong>de</strong> Ferramenta<br />
G53<br />
Sistema <strong>de</strong> Coor<strong>de</strong><strong>na</strong><strong>da</strong>s <strong>de</strong> Máqui<strong>na</strong><br />
G54<br />
Sistema <strong>de</strong> Coor<strong>de</strong><strong>na</strong><strong>da</strong> <strong>de</strong> Trabalho<br />
G90<br />
Sistema <strong>de</strong> Coor<strong>de</strong><strong>na</strong><strong>da</strong>s Absolutas<br />
G91<br />
Sistema <strong>de</strong> Coor<strong>de</strong><strong>na</strong><strong>da</strong>s Incrementais<br />
M98<br />
Chama<strong>da</strong> <strong>de</strong> Subprograma<br />
M30<br />
Fim <strong>de</strong> Programa<br />
M03<br />
Sentido <strong>de</strong> Rotação Horário<br />
M04<br />
Sentido <strong>de</strong> Rotação Anti-Horário<br />
T<br />
Troca <strong>de</strong> Ferramentas<br />
F<br />
Programação do Avanço<br />
S<br />
RPM (Rotação por Minuto)<br />
Fonte: Manual <strong>de</strong> Programação e Operação – ROMI<br />
A ISO (Organização Inter<strong>na</strong>cio<strong>na</strong>l para Normalização) em 1982 estabeleceu os<br />
princípios básicos <strong>da</strong> programação <strong>CNC</strong> (<strong>no</strong>rma ISO 6983). Esta indica o formato básico do<br />
programa, <strong>de</strong> modo que um conjunto <strong>de</strong> <strong>com</strong>andos, <strong>com</strong>posto <strong>de</strong> palavra-chave, possa <strong>da</strong>r<br />
instruções para o funcio<strong>na</strong>mento do sistema.<br />
4














