Stripa gruva Restaurering av byggnadsminnet ... - Länsstyrelserna
Stripa gruva Restaurering av byggnadsminnet ... - Länsstyrelserna
Stripa gruva Restaurering av byggnadsminnet ... - Länsstyrelserna

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
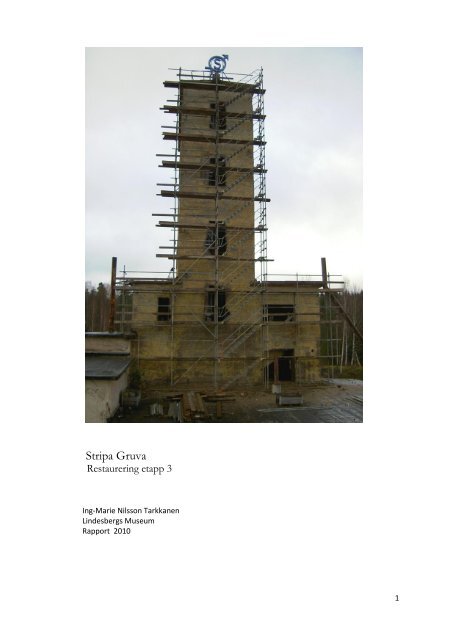
<strong>Stripa</strong> Gruva<br />
<strong>Restaurering</strong> etapp 3<br />
Ing-Marie Nilsson Tarkkanen<br />
Lindesbergs Museum<br />
Rapport 2010<br />
1
Innehållsförteckning<br />
Beskrivning <strong>av</strong> restaureringsetapp tre 2<br />
Bandgångar 3<br />
Byggnadsbeskrivning 3<br />
Åtgärder 3<br />
Gruvl<strong>av</strong>e 4<br />
Byggnadsbeskrivning 4<br />
Åtgärder 5<br />
Stålstomme 5<br />
Östfasad 8<br />
Bilning och bomknackning 8<br />
Blästring 9<br />
Armering 9<br />
Formning 11<br />
Gjutning 13<br />
Putslagning 15<br />
Avfärgning 16<br />
Fönster 16<br />
Material 17<br />
Entreprenörer 18<br />
Leverantörer 18<br />
Administrativa uppgifter 18<br />
Bilaga 1 Betongrecept<br />
Bilaga 2 Skiss <strong>av</strong> stålstomme<br />
2
Beskrivning <strong>av</strong> restaureringsetapp tre<br />
<strong>Restaurering</strong>en <strong>av</strong> Byggnadsminnet <strong>Stripa</strong> Gruva inleddes med den första etappen<br />
hösten 2006. Då renoverades anrikningsverkets tak och sydfasad. Ett år senare,<br />
hösten 2007, återupptogs restaureringsarbetet med etapp två som innefattade<br />
upprustning <strong>av</strong> gruvl<strong>av</strong>ens tillfartsbro, l<strong>av</strong>bron, samt ett täckande lock över<br />
gruvschaktet, installering <strong>av</strong> en spiraltrappa som förbinder gruvl<strong>av</strong>ens fyra översta<br />
våningar och taket där <strong>gruva</strong>ns neonskylt är placerad vilken också ingick i<br />
renoveringen.<br />
Våren 2008 antogs ett åtgärdsförslag till underhållsarbeten för etapp 3 vid <strong>Stripa</strong><br />
Gruva utarbetat <strong>av</strong> Bertil Bertilsson, Byggnadsvård Mälardalen. Åtgärdsförslaget<br />
rekommenderade bland annat restaureringsinsatser vid sligutlastingen. Men<br />
upptäckten <strong>av</strong> att löst sittande och nedfallande betongbitar från bandgångarna<br />
över vägen mellan södra krossen och växelhuset kunde orsaka skada på<br />
förbipasserande trafikanter, framtvingade omprioriteringar i åtgärdsförslagen.<br />
Under juni månad genomfördes en kontroll <strong>av</strong> gruvl<strong>av</strong>ens betongstatus som utfördes<br />
<strong>av</strong> CBI, Cement och Betinginstitutet,. Kontrollen visade att karbonatiseringsprocessen<br />
i kombination med fuktig luft som trängt upp från gruvschaktet, allvarligt skadat<br />
l<strong>av</strong>ens betongstomme och därigenom påverkat bärigheten. <strong>Restaurering</strong>sinsatserna<br />
koncentrerades därmed till en förstärkning <strong>av</strong> stommen genom en invändig bärande<br />
och stabiliserande stålkonstruktion. Den fördyrande stålstommen tärde på<br />
bidragsanslaget och istället för restaurering <strong>av</strong> sydfasaden ändrades åtgärderna till<br />
den mindre kostsamma östfasaden.<br />
<strong>Restaurering</strong>sarbetets etapp 3 inleddes i juni 2008 med bortbilning <strong>av</strong> porös betong<br />
på bandgångarna över lokalgatan. Provbitar har sparats för kommande analys <strong>av</strong><br />
betongen.<br />
I oktober påbörjades arbetet med östfasaden och stålstommen. Östfasadens<br />
fönsteröppningar har formsatts och pågjutits och nya fönster har satts in. Arbetet<br />
med östfasaden har även omfattat pågjutning <strong>av</strong> den övre och nedre takfoten<br />
samt <strong>av</strong>färgning <strong>av</strong> hela östfasaden <strong>Restaurering</strong>sarbetets etapp 3 <strong>av</strong>slutades på<br />
våren 2009.<br />
I samband med betonggjutningen har olika metoder och material för<br />
restaureringsutförande genomförts med Kulturbyggnadsbyrån i Lidköping som<br />
sakkunnig konsult. Metoderna, följt <strong>av</strong> en betongteknisk utvärdering beskrivs i separat<br />
rapport som inkommit till länsstyrelsen 2009. (Kulturbyggnadsbyrån, Lidköping. Sven<br />
Olof Ahlberg 2009) Testerna behandlas därför endast översiktligt i denna rapport.<br />
<strong>Restaurering</strong>en har även filmdokumenterats <strong>av</strong> amatörfotograf Ove Ringvall.<br />
3
Bandgångar<br />
Byggnadsbeskrivning<br />
De två bandgångar som löper diagonalt över lokalgatan invid gruvområdet är genom sitt läge mycket<br />
spektakulära och har stor betydelse för helhetsupplevelsen <strong>av</strong> gruvområdet.<br />
Byggnadskonstruktionerna har tillkommit som väderskydd åt de invändiga bandtransportörerna och<br />
har till uppgift att forsla styckemalm och järnslig till olika depåer. Bangångarna står i förbindelse med<br />
krosshuset och växelhuset. De är uppförda i platsgjuten armerad betong enligt principen pelarebalksystem.<br />
Taken är beklädda med papp som vid restaureringstillfället helt eller delvis var<br />
borteroderat <strong>av</strong> väder och klimatpåverkan. Väggarna har en vit originalfärg och fönsterkarmarna<br />
med bågar täcks <strong>av</strong> en grön kulör.<br />
Samhällets lokalgata<br />
slingrar sig igenom en <strong>av</strong><br />
anläggningens vitala<br />
funktioner nämligen<br />
transporterna till och från<br />
södra krosshuset . Till<br />
vänster ses krosshuset och<br />
till höger växelhuset.<br />
Åtgärder<br />
Bandgångarnas dåliga kondition kunde förorsaka att lösa betongbitar föll ner på<br />
trafikanter som passerade under bandgångarna och därmed medföra stor skada.<br />
Bomknackning för att få bort all lös betong bedömdes därmed som högsta prioritet.<br />
En del provbitar togs tillvara som referensmaterial för framtida betongtekniska<br />
studier. Bitarna förvaras på Lindesbergs museum. Arbetet med rensningen <strong>av</strong><br />
betongen utfördes i början på juni 2008. Se vidare CBI:s rapport som förvaras i<br />
Lindesbergs Museums arkiv.<br />
4
<strong>Restaurering</strong>setappens första åtgärd var<br />
att knacka bort lösa betongdelar från<br />
bandgångarna. Med hjälp <strong>av</strong> en lift<br />
kunde arbetet genomföras relativt enkelt.<br />
Gruvl<strong>av</strong>e<br />
Byggnadsbeskrivning<br />
<strong>Stripa</strong>s gruvl<strong>av</strong>e hör till anläggningens mest karaktäristiska och symbolladdade<br />
byggnad och för bygden är den ett betydelsefullt landmärke. Byggnadens<br />
geometriska utformning är påtaglig och har därmed ett stark funktionalistisk uttryck.<br />
Den 31 meter höga l<strong>av</strong>en består <strong>av</strong> sju våningar var<strong>av</strong> de tre översta bildar en<br />
smalare kubisk huskropp som vilar på en nedre bredare byggnadsdel. På l<strong>av</strong>ens<br />
topp finns en takförsedd kur för luftbevakning som användes under andra<br />
världskriget. Båda takfallen är belagda med papp och fasaden <strong>av</strong>färgad i en gul<br />
kulör. Stommen, som består <strong>av</strong> en pelare-balkkonstuktion med både bärande- och<br />
utfackningsväggar, är gjuten i armerad betong.<br />
Gruvl<strong>av</strong>en i <strong>Stripa</strong> uppfördes mellan åren 1938-39 som ersättning för en äldre träl<strong>av</strong>e.<br />
Den nya l<strong>av</strong>en hade kapacitet att uppfordra större mängder malm än sin<br />
föregångare. Orsaken till nybyggnationen var det annalkande världskriget som drev<br />
på efterfrågan <strong>av</strong> järnmalm vilken pressade gruvbolaget till att bygga den nya<br />
betongl<strong>av</strong>en runt den gamla, under pågående produktion. Gruvbolaget som hade<br />
insikt om att högkonjunkturer inom gruvnäringen är temporära uppförde byggnaden<br />
med <strong>av</strong>seende på att den endast skulle fungera som ett väderskydd för<br />
uppfordringsanordningen så länge som produktionen varade och därefter lämnas till<br />
förfall. Brytningen pågick emellertid ända fram till 1977 varpå gruvverksamheten<br />
omvandlades till forsningsprojekt . Från 1991 då forskningen upphörde har <strong>gruva</strong>n i<br />
praktiken stått öde.<br />
5
I månadsskiftet november -december<br />
hade vintern redan anlänt och börjat<br />
täcka marken med snö.<br />
Dagstemperaturerna sjönk oroväckande<br />
mycket inför den inplanerade gjutningen<br />
<strong>av</strong> östfasaden. Observera de utskjutande<br />
stålbalkarna i fönsteröppningarna. Här ses<br />
också den resta ställningens utskjutande<br />
delar vid ösfasaden.<br />
Åtgärder<br />
Stålstomme<br />
Resultatet <strong>av</strong> CBI:s provtagningar<br />
rekommenderade en installation <strong>av</strong><br />
en stålstomme som stabiliserade den<br />
försvagade bärigheten i befintlig<br />
betongstomme. Förstärkningen<br />
innebar att nya pelare, balkar och<br />
snedstag <strong>av</strong> fyrkantsrör monterades<br />
in för att klara de vertikala krafterna.<br />
Befintliga horisontella betongbalkar<br />
bedömdes som tillräckligt<br />
bärkraftiga och behövde inte<br />
förstärkas<br />
Sektionsritning <strong>av</strong> gruvl<strong>av</strong>ens högdel<br />
som föreskriver installationen <strong>av</strong><br />
stålstommen. (se vidare bilaga 2)<br />
Ritning, ingenjör Rolf Johansson<br />
6
Stålstommen består <strong>av</strong> VKR-pelare i olika dimensioner som levereras från Fagersta.<br />
De är förbehandlade med en epoxyprimer som påmålades med rostskyddsfärgen<br />
Isoguard Pansar - grå kulör som är järnglimmer förstärkt för att ge extra hållbarhet.<br />
Pelarna ströks två gånger för att få fullgott täckskydd. Innan målningsarbetet<br />
utfördes blästrades balkarna och försågs med topp- respektive bottenplåt för<br />
infästning i golv och tak.<br />
Stålbalkarna vinschades in i l<strong>av</strong>en och monterades fast i väggarna med<br />
expanderbult. Under de bärande pelarna göts ett betongfundament med<br />
expanderbetong. VKR-balkarnas förankring och golvgenombrytningar föranledde<br />
endast smärre uttag i befintligt trägolv. Stålstommens åverkan i golvbjälklagen är<br />
därmed knappt märkbart. Samtliga golvgenomförningar är fotodokumenterade.<br />
Bottenplattan svetsas på en<br />
<strong>av</strong> stålstommens pelare.<br />
T.v. ses de nymålade<br />
stålbalkarna klara för<br />
leverans till gruvl<strong>av</strong>en.<br />
7
Interiör från en <strong>av</strong> våningsplanen i<br />
l<strong>av</strong>en. T.v. ses de gråmålade pelarna<br />
och snedstagorna som löper längs<br />
väggarna. Den grå färgen valdes för<br />
att upplevelsen <strong>av</strong> det nya tilläget<br />
skulle framstå så diskret som möjligt.<br />
T.v. detaljbild <strong>av</strong> VKR-pelarens bottenplatta som hålls på plats <strong>av</strong> expanderbulten.<br />
Nästkommande moment består i att undergjuta med expanderande betong vilket<br />
illustreras <strong>av</strong> bilden till höger.<br />
8
Östfasad<br />
Gruvl<strong>av</strong>en var påtagligt<br />
skadad <strong>av</strong> den varma och<br />
fuktiga luft som strömmat<br />
upp från schaket och<br />
kondenserat på väggarna.<br />
Vid temperaturer under<br />
fryspunkten har vattenfyllda<br />
sprickor omvandlats till is och<br />
sprängt bort hela sjok <strong>av</strong><br />
betongstommen.<br />
Lagningsarbetet inriktades<br />
inledningsvis på att ta bort all<br />
försvagad betong och lite till<br />
för att ge fäste åt ny färsk<br />
betong.<br />
Bomknackning och Bilning<br />
Fasaden bearbetades med<br />
hammare och bilningsmaskin<br />
för att få bort all lös och<br />
skadad betong. Runt<br />
fönsteröppningar och ytligt<br />
liggande armeringsjärn var<br />
skadorna som mest<br />
påtagliga och stora partier<br />
bilades bort. Åtgärden var nödvändig för att pågjutningen <strong>av</strong> den nya betongen<br />
skulle ha tillräckligt god vidhäftning med den gamla betongen. Runt det vänstra<br />
nedersta fönstret hade betongen något bättre hållfasthet så det gick att använda<br />
slagborrmaskin.<br />
Ett <strong>av</strong> östfasadens fönster<br />
från insidan. Här har<br />
bilningsmaskin och<br />
hammare mejslat fram och<br />
frilagt armeringsjärnen.<br />
Väggen har ärrats <strong>av</strong><br />
tidigare lagningar och<br />
frostskador.T.v. bilning med<br />
hammare. Den övre bilden<br />
visar l<strong>av</strong>ens östfasad med<br />
rest ställning.<br />
9
Blästring<br />
Hela östfasaden våtblästrades med sand och vatten för att få bort påväxt <strong>av</strong> alger,<br />
smuts, föroreningar och löst sittande färg. I detta moment blästrades även<br />
armeringsjärnen som befriades från ytlig rost. Svåråtkomliga ytor som baksidan på<br />
armeringsjärnen har inte fått samma bearbetning som armeringarnas utsida vilket<br />
kan medföra att den nya betongen inte fått tillräcklig vidhäftning.<br />
Armering<br />
Kompletterande armeringsjärn har ersatt gammal uttjänt armering med likadana i<br />
samma dimensioner som befintliga. Nya järn har injekterats med expanderande<br />
injekteringsmassa och de armeringsjärn, som ligger ytligt med ett täckskit mindre än 2<br />
cm har behandlats med Isotrol grundolja och överstrukits med Isotrol Pansar Grå.<br />
Dimensionerna på de använda armeringsjärnen är 10, 16 och 20.<br />
Ytligt liggande armeringsjärn har rostskyddsmålats med pensel vid en<br />
utomhustemperatur på +2° - 5°. Torktiden uppgick till två dygn.<br />
De förborrade hålen i betongväggen<br />
fylldes med injekteringsmassa för att ge<br />
fäste åt de nya armeringsjärnen som<br />
kompletterade befintliga armeringsjärn.<br />
Bilden nedan visar målningen med<br />
rostskyddsfärg. Järnen ströks två gånger.<br />
10
Vid östfasadens nedre högra fönster<br />
prövades metoden att använda<br />
rostfria armeringsjärn.<br />
Stefan Gustafsson (t.v.)betraktar de<br />
blanka rostfria och bockade<br />
armeringsjärnen <strong>av</strong> kamstålstyp.<br />
Vid östfasadens nedre, högra fönster ersattes uttjänta armeringsjärn med rostfri<br />
kamstålsarmering som en jämförelsemetod till den konventionella armeringen. (se<br />
vidare rapport SOA 2009) Även till formstagshålen har rostfri armering använts.<br />
Resterande rostfri armering har sporadiskt satts in på andra ställen.<br />
11
Formning<br />
Formvirket på bilden ovan till vänster har förbehandlats med cementslamma för att<br />
inte träflisrester ska fastna på betongväggen. Till höger ovan ses spår <strong>av</strong> träflis efter<br />
en obehandlad formbräda.<br />
För att jämföra skillnaderna mellan använt och oanvänt virke förbehandlades vissa<br />
formbrädor med cementbruk då begagnade brädor var omständligt att få tag på.<br />
Nya brädor ger upphov till att träflis fastnar i den gjutna betongen vilket bör<br />
undvikas. På planeringsstadiet bestämdes att en skiss som visar var förbehandlade<br />
respektive obehandlade formbrädor suttit skulle tas fram som underlag för<br />
kommande kontroller <strong>av</strong> fasadens utseende. Vidare bestämdes att de två nedre<br />
fönsteröppningarna ska ha formar med obehandlat virke och de två översta formar<br />
med använt/cementbehandlat virke för att man från taknivån skulle kunna se<br />
skillnader i ytan. Tyvärr utfördes inte åtgärden konsekvent utan behandlade och<br />
obehandlade brädor har blandats. Orsaken uppges vara att tillgången på brädor i<br />
rätta dimensioner var bristfällig, varför man tvingades till sammanblandningen. Dock<br />
är de allra flesta formbrädorna cementslammade. För att ha något exempel att<br />
referera till beslutades att skjuta testmetoden till etapp fyra. (sydfasadens fönster<br />
nederst till höger) Eventuella synliga skillnader i fasadens yta mellan behandlade och<br />
obehandlade formsättningar kommer att uppträda först när den nymålade ytan<br />
förlorat sin fräschör. I dagsläget syns ingen skillnad. Däremot uppvisar den omålade<br />
insidans formgjutningar tydliga spår <strong>av</strong> virkets träflis. (bilden överst t.h.)Formoljor har<br />
inte varit i bruk vid behandlingen <strong>av</strong> formbrädorna.<br />
12
De antikvariska rekommendationerna föreskrev att formen skulle sitta kvar i tio dagar<br />
efter gjutningen för att få en optimal härdningsprocess. I praktiken satt formen kvar i<br />
3- 11 dagar. Att vissa formar revs så snabbt motiverades <strong>av</strong> att formen var lättare att<br />
ta bort i ett tidigt skede och inte efterlämnar trärester från obehandlade brädor. Det<br />
översta fönstrets form revs efter bara tre dagar, Formen vid det tredje fönstret<br />
ovanifrån revs efter åtta dagar sedan fortsatte bortrivningen <strong>av</strong> formarna nedåt för<br />
att <strong>av</strong>slutas med rivning <strong>av</strong> norra takfoten efter 11 dagar.<br />
Fasadens estetiska utseende har beaktats genom att formbrädorna har getts samma<br />
dimensioner som originalbrädorna. Resultatet <strong>av</strong> tillvägagångssättet blev mycket<br />
lyckat i form <strong>av</strong> en prydlig fasadyta utan nämnvärda spår <strong>av</strong> lagningar. Åtgärden<br />
var däremot mycket tidsödande eftersom den innebar arbete med uppmätning <strong>av</strong><br />
gjut<strong>av</strong>tryckens dimensioner samt klyvning <strong>av</strong> brädorna till rätt bredd. Arbetet<br />
fördröjdes ytterligare <strong>av</strong> att man vid originalgjutningen använt varierande mått på<br />
brädorna i gjutformen.<br />
Bilden visar den typ <strong>av</strong> formsättning<br />
med konventionella formlås som<br />
användes konsekvent vid alla<br />
gjutningar. Här ses också<br />
formbrädornas måttanpassning till<br />
väggens befintliga form<strong>av</strong>tryck.<br />
13
Gjutning<br />
T.v. ses gjutkuben fylld med flytande<br />
betong, klar att skickas till laboratoriet<br />
för provtagning. Receptet till<br />
betongblandningen redovisas i<br />
bilaga.<br />
Ovan, gjutkubens<br />
identifikationsuppgifter.<br />
Betongbilen anlände från Rya<br />
Betongstation där företaget Färsk<br />
Betong hade sin dåvarande<br />
betongstation.<br />
Med kran och slang pumpades<br />
betongen upp till krönet på den 31<br />
meter höga l<strong>av</strong>en.<br />
14
Formningen skedde dels med konventionella formlås i de delar <strong>av</strong> formen som<br />
omfattade de blivande fönsteröppningarna, samt med expanderspikad form i<br />
mötet med den befintliga väggen. Hålen efter expanderspikarna lagades efter<br />
formrivningen. För att möjliggöra fyllning <strong>av</strong> formarna, lämnades en öppning<br />
överst i varje form. Öppningarna var tillräckligt stora för att betongen skulle<br />
kunna pumpas in i formarna samtidigt som den ”klack” som bildades inte<br />
skulle bli för svår att justera då formen rivits. Vid gjutningen visade det sig<br />
dock att problem uppstod med att få hundraprocentig fyllning <strong>av</strong> formarna.<br />
Orsaken till detta fanns sannolikt i flera faktorer bland annat för snålt tilltagen<br />
urbilning och onödigt grov ballast (8/16). Gjutsåren som bildades var i vissa<br />
fall knytnävsstora men putslagades efter formrivningen med cementbruk<br />
innehållande balllast på 0.4 Betongen vibrerades sparsamt genom hammarslag och<br />
med st<strong>av</strong>vibrator.<br />
Utomhustemperaturen låg under gjutningstillfället omkring +5° och färska betongen<br />
hade en temperatur på 18 - 20° då betongbilen lämnade betongstationen. Under<br />
gjutningens första tre dagar låg temperaturen runt +4° men på gjutningens fjärde<br />
dag då temperaturen sjönk till 0°. De nygjutna ytorna täcktes då <strong>av</strong> isolermattor för<br />
att härdnings process inte skulle påverkas negativt.<br />
Betongen sprutas in i formarna som sedan<br />
får härda i 3- 11 dygn.<br />
När formen fyllts vibreras betongen med<br />
st<strong>av</strong> och hammare<br />
15
Formsättningen <strong>av</strong> takfoten med det färdiga resultatet till höger.<br />
Putslagningar<br />
Putsningen skedde i tre steg med en första strykning <strong>av</strong> ett tunt skikt på<br />
både den befintliga betongen och de ytbehandlade armeringsjärnen. Därefter<br />
följde ett första påslag som en grundering i de djupast urbilade områdena,<br />
följt <strong>av</strong> ett yttre påslag som helt fyllde lagningarna. För att efterlikna den<br />
befintliga betongytans formbräds<strong>av</strong>tryck, bearbetades det yttre putsskitet med<br />
rivbräda, läkter och brädstumpar. Resultatet blev en putsad yta med dragna<br />
”formbräds<strong>av</strong>tryck” som överensstämde väl med den omgivande fasadens<br />
textur. (se bild ovan till höger)<br />
16
Putsbruket baserades på ett standardbruk (Finja ,Cementbruk A + 2%<br />
Vidhäftare) i torrform som levererades i säck till arbetsplatsen och som<br />
blandades i hinkar med borrmaskinsdriven propeller i takt med arbetets gång.<br />
Tillsatser i form <strong>av</strong> frostskydd/accelerator blandades i bruket för att minska<br />
risken för <strong>av</strong>spjälkning <strong>av</strong> de tunnaste putskikten i ytterkanten <strong>av</strong> lagningarna.<br />
Dricksvatten användes som lösningsmedel.<br />
Putslagningarnas imitation <strong>av</strong> formens <strong>av</strong>tryck syns<br />
som spårmarkeringar i den färska betongen.<br />
Avfärgning<br />
Efter putslagningar och kringgjutningar runt fönsteröppningarna <strong>av</strong>färgades<br />
fasaden en gång med KC-färg, Maxit 330 22 gul. Temperaturen var endast ett<br />
par plusgrader och luftfuktigheten mycket hög med lätt duggregn. Ytterligare<br />
en <strong>av</strong>färgning inplanerades till våren 2009.<br />
Fönster<br />
Östfasadens samtliga sju fönster har nytillverkats och målats i en grön kulör. Insidan<br />
på fönstren lämnades omålade eftersom befintliga fönster saknade invändig<br />
målning. Karmen fästs i väggen med<br />
skruv och träplugg.<br />
Galvade fönsterbleck har nytillverkats<br />
och ersatt befintliga.<br />
Första strykningen <strong>av</strong> l<strong>av</strong>ens östfasad<br />
visade en flammig yta som inte var<br />
godtagbar. Här har väderlek och för kort<br />
härdningstid <strong>av</strong> stommens pågjutningar<br />
spelat roll. Vårens slutstrykningar kommer<br />
att bli <strong>av</strong>görande för slutresultatet.<br />
17
Bilden visar manluckan som leder ner I gruvschaktet. Den varma, fuktiga luften letade sig ut<br />
genom det otäta locket.<br />
Under etapp två täcktes gruvschaktet med ett kraftigt dimensionerat lock som<br />
isolerade <strong>gruva</strong>n invändigt mot den varma och fuktiga luft som strömmade upp från<br />
den 450 meter djupa <strong>gruva</strong>n. Tanken var att förhindra den fuktiga luften att<br />
kondensera på gruvl<strong>av</strong>ens väggar vilket annars orsakade frostspräng-ning i<br />
väggarnas sprickbildningar. Med all önskvärd tydlighet visade det sig att täckningen<br />
<strong>av</strong> gruvschaktet inte var tillräckligt. Vid manluckan (bilden ovan) pressades luften<br />
upp med ett sådant tryck att det var påtagligt kännbart på en halvmeters <strong>av</strong>stånd.<br />
Då temperaturen sjönk ner mot tio grader minus ombildades fukten på gruvl<strong>av</strong>ens<br />
väggar och inventarier till en ”päls” <strong>av</strong> is, med decimeterlånga kristallbildningar, en<br />
minst sagt surrealistisk och fascinerade syn (se nedanstående bilder som talar för sig<br />
själv). Kraftfulla åtgärder för att komma till rätta med problemet bör få en hög<br />
prioritet underkommande restaureringsetapp.<br />
L<strong>av</strong>en med väggbeklädnad <strong>av</strong> frost.<br />
Linhjulen med hängande iskristaller.<br />
18
Material<br />
Stomme<br />
VKR-balkar:<br />
Blästrade med stålkulor och grundmålade med tvåkomponents<br />
epoxyprimer enligt korrosionsklass ISO 12944/BSK 07 C2 till C4.<br />
Grundfärg: Jotun, MUKI EPS: röd kulör<br />
Överstrykningsfärg: Isotrol Pansar Grå<br />
8 mm expanderbult<br />
Expanderbruk: Finja Bemix Standard. cert. nr. 125301<br />
Östfasad<br />
Armeringsjärn<br />
Fasad<br />
Fönster<br />
Rostskyddsfärg: Isotrol Grund opigmenterad rostskyddsfärg.<br />
Överstrykningsfärg: Isotrol Pansar Grå<br />
Infästning: ESSVE ankarmassa CM 300<br />
Våtblästring: blästermedium kvartsand ,medelkornstorlek 0.39 m.m.<br />
Expanderspik formsättning: V/S/B 6x60mm art.nr. 376060<br />
Betong: K 30 (se bilagda betongrecept)<br />
Lagningsbetong: Finja Finbetong B 30, (K 40)<br />
Putsbruk: Finja Cementbruk A+2% vidhäftare<br />
Vidhäftare: Finja, art. nr 566050 (2006-05-30) Vattenspädbar styrenakrylatdispersion<br />
Köldskydd: Sika-3, Frostskydd/Accelerator 071200514<br />
Avfärgning fasad: Maxit 330 22 gul<br />
Wibo färg Kromoxidgrönt 5A GN83<br />
Glas: Kulturglas<br />
Kitt: Linoljekitt<br />
19
Entreprenörer<br />
Allström Byggproduktion AB, TAB<br />
Bläster Mäster<br />
Hanssons fasadputs<br />
Risåns Måleri & Färgstation AB<br />
Snickeri för Byggnadsvård<br />
Stjernfors Mekaniska Verkstad AB<br />
Storå Glas<br />
Elzwiksväg 1 , 711 78 Guldsmedshyttan<br />
Betongvägen 3, 702 36 Örebro<br />
Mårdshyttan 304, 713 94 Nora<br />
Ljusnarsvägen 1 714 30 Kopparberg<br />
Älvtorpsvägen1, 711 30 Nora<br />
Kapplatorpet 101, 714 91 Kopparberg<br />
Kallernäs 316 711 96 Storå<br />
Leverantörer<br />
AB Färdig Betong<br />
V:a Bohrsvägen 14, 711 91 Lindesberg<br />
CBI Cement Betonginstitutet<br />
Introteknik AB (rostskyddsfärg)<br />
Box 1334, 181 25 Lidingö<br />
Stålshoppen Osmundsgatan 10, 703 63 Örebro (Stålbalkar<br />
och rostfri armering)<br />
Administrativa uppgifter<br />
Fastighetsbeteckning Guldsmedshyttan 7:10, 7: 59<br />
Fastighetsägare:<br />
<strong>Stripa</strong> Kultur och Utveckling AB, (Skuab) Lindesbergs kommun<br />
Kulturhistorisk status: Byggnadsminne (Länsstyrelsebeslut 2006-12-08)<br />
Fotodokumentation: Lindesbergs Museum (Ing-Marie Nilsson-Tarkkanen) TAB (Stefan<br />
Gustafsson)<br />
Dokumentation: Kompletterande foto- och filmdokumentaion förvaras på<br />
Lindesbergs Museums arkiv<br />
Bidrag: 1 771 445 enligt Länsstyrelsens beslut 2007-12-18<br />
Byggprojektör: Bertil Bertilsson, Byggnadsvård Mälardalen.<br />
Konstruktör Rolf Johansson, Sjöbo Gull<strong>av</strong>alla<br />
Utförande period: september – december 2008<br />
20
BILAGA 1<br />
Avskrift <strong>av</strong> Betongrecept till gjutning runt fönster östfasaden vid <strong>Stripa</strong> 28 november 2008<br />
Upplandsbetong AB<br />
Förbrukningsstatistik 081128 – 081128 Sida 1<br />
Material Ärvärde Börvärde<br />
0 –4 0 0<br />
0 – 8 5244 5254<br />
8 – 16 4338 4368<br />
16 – 25 0 0<br />
STD P 1847 1846<br />
SH P 0 0<br />
ANL P 0 0<br />
Kisel 0 0<br />
Aska 0 0<br />
Acc 0.00 0.00<br />
Acc klfri 0,00 0,00<br />
Retarder 0,00 0,00<br />
LP 2,50 2,96<br />
Melamin 0,00 0,00<br />
Vattenred 12,76 12,92<br />
Köld 0,00 0,00<br />
Plast 0,00 0,00<br />
Färg 0,00 0,00<br />
Varmvatten 357 366<br />
Kallvatten 260 174<br />
Recept Produkt Volym m 3<br />
3836 K35 VCTO. 55 FB 8-16 5,2<br />
Total volym 5,2<br />
21
Förklaringar<br />
STD P = standard cement<br />
SH P = Snabbcement för anläggning <strong>av</strong> väggar där formen ska rivas dagen därpå.<br />
ANL P Anläggningscement till exv. broar som ska brinna sakta. Cementen är finare<br />
mald<br />
Acc = Accelerator P-frost brinner snabbare<br />
Retarder = fördröjning i brinntid om det är varmt på sommaren.<br />
LP = Luftporbildare<br />
Melamin = Flytmedel sitter i tre-kvart underlättar flytbarhet.<br />
Vattenred = vattenreducerare minskar vattenmängden 1 liter vattenreducerare motsvarar 5 liter<br />
vatten underlättar flytbarhet.<br />
22
Bilaga2<br />
23