Toomas Tammer - Lõikeriistade taastamine - Tallinna Tehnikakõrgkool
Toomas Tammer - Lõikeriistade taastamine - Tallinna Tehnikakõrgkool
Toomas Tammer - Lõikeriistade taastamine - Tallinna Tehnikakõrgkool

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Toomas</strong> <strong>Tammer</strong><br />
“LÕIKERIISTADE<br />
TAASTAMINE”<br />
UURIMUSTÖÖ<br />
Mehaanikateaduskond<br />
Õpperühm: MI-71<br />
Juhendaja: lektor Janis Piiritalo<br />
Tallinn 2012
Sisukord<br />
SISSEJUHATUS .................................................................................................................................. 3<br />
1. KÕVAPINDED ................................................................................................................................ 4<br />
1.1 Kõvapinnete esimene põlvkond.................................................................................................. 4<br />
1.1.1 Kõvapinne TiN ..................................................................................................................... 4<br />
1.1.2 Kõvapinne TiCN .................................................................................................................. 5<br />
1.1.3 Kõvapinne CrN .................................................................................................................... 7<br />
1.2 Kõvapinnete teine põlvkond ....................................................................................................... 7<br />
1.2.1 Kõvapinded TiAlN ja AlTiN ............................................................................................... 8<br />
1.2.2 Kõvapinded AlCrN .............................................................................................................. 9<br />
1.3 Kõvapinnete kolmas põlvkond ................................................................................................. 10<br />
1.3.1 Kõvapinded TiAlCN .............................................................................................................. 11<br />
1.4 Kõvapinnete neljas põlvkond ................................................................................................... 12<br />
1.4.1 Kõvapinded kaubamärgiga nACo/Nano-tek ...................................................................... 13<br />
2. KIIRLÕIKETERASED JA KÕVASULAMID .......................................................................... 15<br />
3. SÕRMFREESID ............................................................................................................................ 20<br />
3.1 Freesimissuunad ....................................................................................................................... 22<br />
4. INSTRUMENTIDE LÕIKESERVADE TAASTAMINE ............................................................. 24<br />
5. FREESIDE KATSETUSED .......................................................................................................... 26<br />
Lisa 1-Lõikeparameetrid ja valemid .................................................................................................. 31<br />
KOKKUVÕTE ................................................................................................................................... 32<br />
VIIDATUD ALLIKAD ...................................................................................................................... 33<br />
2
SISSEJUHATUS<br />
Käesolev uurimistöö on tehtud sõrmfreeside taastamisvõimaluste kohta. Eesti metallitööstuses<br />
visatakse üldjuhul kulunud sõrmfreesid metallijäätmete kastidesse kasutamata seejuures ära vana<br />
freesi taastamisvõimalusi ja seeläbi kokku hoida tööriistade pealt raha. Uurimistöö peamine<br />
eesmärk on välja selgitada sõrmfreeside taastamise majanduslikud aspektid.<br />
Uurimustöö esimeses osas seletan lahti põhilised teoreetilised aspektid, selgitamaks uurimustöö<br />
tehnilist sisu. Põhilised aspektid on erinevad pinded, pindade ettevalmistus, eeltöötlus,<br />
alusmaterjalid, tehnilised tingimused, seadmed ja tehnoloogia.<br />
Uurimistöö käigus taastatakse erinevate firmade freese selgitamaks välja eri freeside taastamise<br />
võimalusi, kvaliteeti ja taaskasutuse otstarbekust. Testitakse eeltöötluse mõju lõikeinstrumendile<br />
enne pindamist. Vastava ala kirjandus väidab, et eeltöötluse teostamine (serva nüristamine)<br />
pikendab kasutusiga [29:165]. Lisaks teritusele katsetatakse kolme erinevat pinnet leidmaks kõige<br />
efektiivsem ja odavaim lahend. Uurimustöö käigus testitakse erinevaid lõikekiiruse parameetreid<br />
ning sellest tulenevalt kalkuleeritakse, milline on kõige efektiivsem pinne võttes aluseks pingitööaja<br />
ja tööriista eluea. Samuti võrreldakse kuni kaheksa erineva firma tooteid leidmaks , milline<br />
lõikeriist on parima kvaliteedi ja hinna suhtega.<br />
3
1. KÕVAPINDED<br />
Kõvapinded on kasutusel olnud lõikeinstrumentide valdkonnas pea kolmkümmend aastat. Pinded<br />
on väga laialt levinud enamikel lõikeprotsessidel, nt freesimisel, puurimisel, keermestamisel jne.<br />
PVD-ga (Füüsikaline aurustus sadestus/Physical vapor deposition) pinnatud lõikeriistasid on<br />
võimalik kasutada oluliselt kiirematel lõikekiirustel mis omakorda annab võimaluse toota<br />
efektiivsemalt ühes aja ühikus võrreldes pindamata tööriistadega. Seejuures on lõikeinstrumendi<br />
eluiga oluliselt pikem kui pindamata.<br />
Peale suurema lõikekiiruse ja kasutusea tõusu aitab PVD-ga pindamise tehnoloogia ära hoida<br />
lõikeriistadel terakasvajat, võimaldab töödelda väga kõvasid materjale isegi kuni 63HRC-ni. PVD<br />
pinded omavad väga suurt vastupanu igasugusele kulumisle ja seeläbi aitab tõsta tööriista<br />
kasutusiga ning vähendada tööriistale kulutatavat raha hulka. Kõvapinnete arengu järgi läbi<br />
aastakümnete võib neid üldiselt jagada nelja põlvkonda, kus tehnoloogiate pideva täiustumisega on<br />
pinnete struktuur muutunud üha keerulisemaks ja seeläbi efektiivsemaks. Kõvapinnete täpsemad<br />
kirjeldused on järgnevates alapeatükides.<br />
1.1 Kõvapinnete esimene põlvkond<br />
TiN (titaannitriid) koos TiCN (titaan süsinik nitriid), CrN (kroomnitriid), ZrN (tsirkoonium nitriid)<br />
juhatab meid sisse esimese põlvkonna kõvadesse pinnetesse, kus üksiku metalli aatomid<br />
reageerivad lämmastiku või mõne teise reaktiivse gaasiga. [1]<br />
1.1.1 Kõvapinne TiN<br />
Esimene pinne, mida kasutati edukalt tööriistamajanduses ning mis on hinnatud oma atraktiivse<br />
kuldse värvuse poolest on TiN. TiN pinnet kasutati esmalt HSS (kiirlõiketerase) peal kuna<br />
4
pindamise protsessi temperatuur jäi alla 500 kraadi. Kuid enamus TiN pinde head omadused<br />
selgusid aastal 1985 kui seda esimest korda hakati freesimisel kasutama kõvasulam plaatide peal.<br />
TiN on kulumiskindel keraamiline pinne, mille mikrokõvadus on 24 GPa(gigapascal). TiN pinde<br />
paksus on tavaliselt vahemikus 1…7 μm(mikromeetrit), hõõrdekoefitsient 0,55 ,pinde<br />
sadestustemperatuur 300…450°C ning pinde maksimaalne töötemperatuur kuni 600°C.<br />
Enamus aega on olnud TiN pinde peamine kasutusala lõiketöötlus – puuride ja freeside<br />
pinnakattena suurendades nende eluiga kuni üle kolme korra ning samuti kaitsmaks valuvorme,<br />
templeid, matriitse jmt vormimis- ja stantsimistööriistu. Oma kuldse värvuse tõttu kasutatakse seda<br />
ka juveelitööstuses katmaks ehteid ja aksessuaare, samuti autotööstuses ja ehituses dekoratiivsetel<br />
eesmärkidel. TiN ei ole toksiline ning teda võib seetõttu kasutatud meditsiiniseadmetes,<br />
bioimplantaatides ning kosmose- ja militaarrakendustes. Üks suurimaid põhjuseid miks tänapäeval<br />
veel nii palju on levinud pinne TiN on tänu tema kuldsele värvile, seostades sellega kulda (vt sele 1)<br />
[1,2,3].<br />
Sele 1: TiN kõvapindega lõikeinstrumendid [3].<br />
1.1.2 Kõvapinne TiCN<br />
TiCN võib värvuselt olla sinakas-hallist kuni roosani (vt sele 2), sõltuvalt Ti ja C suhtest pindes.<br />
TiCN on kõvem (37 GPa) ning tema hõõrdekoefitsient (0,2) on väiksem kui TiN. TiCN pinde<br />
5
paksus on tavaliselt kolm mikromeetrit. Eluea võrdlust saab vaatada sele 3 pealt. Kuid ometi ei<br />
asenda TiN pinnet täielikult, seda soovitatakse kasutada stansi templite jmt vormimis- ja<br />
stantsimistööriistade pindamisel, valuvormide ja raskemates keermestamisel, mille<br />
töötamistemperatuurid on madalad (kuni 400°C) [4,5].<br />
Sele 2: TiCN pindega instrumendid [4]<br />
Sele 3: freeside eluea võrdlus,lühendid eraldi lehel [6]<br />
6
1.1.3 Kõvapinne CrN<br />
CrN on hõbedasarnane metallik värvusega. CrN on sitke õhuke, suure tugevuse, hea oksüdatsiooni<br />
vastupidavuse ja madala hõõrdekoefitsiendiga, see teeb temast ideaalse pinde metalli ja plastiku<br />
vormimise juures. CrN hea korrosioonikindlus tuleb eriti hästi esile agresiivsetes vedelikes ning<br />
seda kasutatakse kõvakroomimisele asendajana. CrN pinde kõvadus on umbes kaks korda suurem<br />
kui tavalisel kõvakroom pindel. CrN mille mikrokõvadus on 18 GPa, pinde paksus on tavaliselt<br />
vahemikus 1…7 μm, hõõrdekoefitsient 0,3, ning pinde maksimum töötemperatuur kuni 700°C.<br />
[7;8].<br />
Sele 4: CrN kõvapinded detaili peal [9].<br />
1.2 Kõvapinnete teine põlvkond<br />
Kuna esialgu leidsid pinded kasutust peamiselt vaid tööriista tegemise valdkonnas, siis tekkis peagi<br />
nõudlus pinnete järgi, mis oleksid parendatud termilise stabiilsuse ning oksüdeerumiskindluse<br />
poolest. Sellest tulenevalt täiustati TiN pinnet lisaelementidega (Cr ja Al) ning see andis aluse teise<br />
põlvkonna pinnete (TiAlN-titaan alumiinium nitriid, AlTiN-alumiinium titaan nitriid, AlCrN-<br />
alumiinium kroom nitriid, CrTiN-kroom titaan nitriid) tekkimisele [1]. Teise põlvkonna pinnetel on<br />
7
suurem töökindlus: kõrgem termiline stabiilsus, parem kuumuspüsivus, suurem kõvadus ning<br />
sitkemad kui esimese põlvkonna kõvapinded.<br />
1.2.1 Kõvapinded TiAlN ja AlTiN<br />
Nende pinnete omavaheline erinevus sõltub Ti ja Al suhtest pindes. Tänu oma headele omadustele<br />
on paljudes kasutusalades TiAlN ja ALTiN välja vahetanud esimese põlvkonna pinde TiN.<br />
Värvuselt varieerub TiAlN mustast pronksi värvuseni, sõltuvalt Ti ja Al suhtest. TiAlN pinne annab<br />
üht parimait tulemust metallide töötlemises ning tööstusrakendustes. Selle põhjus seisneb TiN-ile<br />
lisatud alumiiniumoksiidle (Al2O3), mis tõstab pinnatud esemete töötemperatuuri kuni 800-900°C<br />
võrreldes 500°C-ga TiN puhul. TiAlN kuumenemisel lõikeprotsessis tekib lõikeriista pinnale<br />
õhuke kiht amorfset alumiiniumoksiidi, mis takistab edaspidist pinde oksüdeerumist. See aga<br />
tähendab paremat kuumuspüsivust kui enamus teiste pinnete puhul. Paljudes<br />
kiirlõikeoperatsioonides TiAlN edestab TiN või TiCN tänu kaitsvale oksiidikihile. Seda on viimasel<br />
ajal veelgi suurendatud lisades pindesse Cr või V tõstes tööriistade töötemperatuuri üle 900°C .Kuid<br />
ALTiN nüüdseks tõestanud oma paremaid omadusi freesimisel ja seda eriti kuiv freesimisel kus<br />
lõikevedelikke ei kasutata.Kõvapinnet on võimalik nähe sele 5-lt. Kui TiALN mikrokõvadus on<br />
kuni 35 GPa siis ALTiN-il on kuni 38 GPa ja kusjuures maksimum töötemperatuur on 900-1000°C<br />
mis on pea 100 °C võrra enam kui TiAlN-il, ja hõõrdetegur 0,7 Šveitsi pindamisseadmeid valmistav<br />
firma soovitab kasutada freesimisel ainult ALTiN-di [1,10,11;12].<br />
Sele 5: AlTiN kõvapinded metallilõikeinstrumentidel [11].<br />
8
1.2.2 Kõvapinded AlCrN<br />
AlCrN sisaldab kuni 40% Cr. On sinaka-halli värvusega, mida hallikam seda enam sisaldab Cr-i ja<br />
mikrokõvadusega 32GPa (vt sele 6).<br />
ALCrN sisaldab rohkem Al kui AlTiN ja seega tema maksimaalne töötemperatuur on tõusnud<br />
1000°C.<br />
Hõõredetegur on väiksem 0,6 kui AlTiN 0,7-ga. Kõvapinne AlCrN võimaldab saavutada paksemat<br />
pinde paksust. [14]<br />
Sele 6: ALCrN on eelmainitud kõvapinnetest kõike suurema elueaga,lühendid eraldi lehel . [13]<br />
9
1.3 Kõvapinnete kolmas põlvkond<br />
Kõvapinnete edasine areng omaduste parandamises saavutati sadestades pindeid mitmekihiliselt<br />
(multilayered), nanokihiliselt (nanolayered, superlattice) või gradientselt (gradient). Gradientse<br />
pinde puhul pinde struktuur muutub pidevalt aluskihist pealmiseni välja.<br />
Sele 7: Mitmekihiline pinnakatte[15].<br />
Arvukatest erinevatest kihtidest saab mitme kihilise kõvapinde, mis on nanokihiline pinne, kui<br />
erinevate vahekihtide (interface) paksused on väiksemad kui 10 nm . Optimaalse paksusega kihi<br />
puhul suureneb pinde kõvadust märkimisväärselt, kuna dislokatsioonide liikumine kihtide vahel on<br />
raskendatud.<br />
Sele 8: Pinde kõvaduse (GPa) sõltuvus pinde struktuurist (mikrokihtide paksusest) optimaalne<br />
periood suurendab kõvadus märgatavalt [16].<br />
10
Pindade kihtide puhul on võimalik disainida täpselt nõudmistele vastavat pinnet. Erinevad<br />
nanokihilised pinded: TiAlN/TiN, TiN/VN, CrN/NbN, W/NbN, NbN/VN ja TiN/NbN.<br />
Gradientpinded: TiAlCN, CrN/DLC, TiCN/DLC, TiAlCN/DLC, TiCN/MoS2 [1].<br />
Kolmanda põlvkonna kõvapinnetel on suuremad kõvadus, sitkus, kulumiskindlus,<br />
korrosioonikindlus ja oksüdatsioonikindlus võrreldes ühekihiliste samade materjalidega [1].<br />
1.3.1 Kõvapinded TiAlCN<br />
Kõvapinne TiAlCN (titaan alumiinium süsinik nitriid) koosneb mitmes kihist on punakat värvi (vt<br />
sele 9), mille mikrokõvadus on 33GPa ja seejuures on hõõrdetegur ainult 0,3 mis on kaks korda<br />
väiksem kui AlTiN ja TiAlN kuid kahjuks maksimaalne töötemperatuur ulatub 800 °C. Tema<br />
eelised tulevad esile kus lõikeserv saab palju tsüklilist lööke/lõikamist. Kui tegu on pideva<br />
lõikamisprotsessiga siis tuleks eelistada AlTiN pinnet.<br />
Šveitsi firma Platit pakub TiAlCN:<br />
Esimene kiht: TiN<br />
Teine kiht: TiAlN<br />
Kolmas kiht: TiCN-MP [17]<br />
Sele 9: Freesi eluea võrdlus,lühendid eraldi lehel [18]<br />
11
1.4 Kõvapinnete neljas põlvkond<br />
Kõvapinnete tehnoloogia viimane saavutus on nanokomposiitsed struktuurid. Nanokomposiitne<br />
pinne koosneb vähemalt kahest faasist: nanokristalliline faas ja amorfne faas või kaks<br />
nanokristallilist faasi. Erinevad materjalid nagu kristallilised titaan, kroom ja alumiinium nitriidid<br />
on sadestatud vaheldumisi amorfse materjaliga nagu räni nitriid. Kaks materjali ei segune omavahel<br />
täielikult, vaid kristallilised nanoosakesed (TiAlN või AlCrN) viiakse Si3N4 maatriksisse ja nii on<br />
loodud kaks faasi (vt sele 10).<br />
Sellistes kõvapinnetes on ühe nanomeetri suurused terad ning millel on suurenenud voolavuspiiri<br />
(yield strength), elastsuse, kõvaduse ja sitkus, mis põhineb Hall-Petch’i efektil, mis ütleb – mida<br />
suurem on materjali kristallilise tera suurus, seda nõrgem ta on. Need pinded on tänaseks üsna vähe<br />
levinud, kuid mõned on juba kasutuses: Šveitsi firma Platit pakub AlTiN/Si3N4 (kaupamärk-nACo),<br />
AlCrN/Si3N4 (kaupamärk-NACRo), AlCrN/Si3N4/DLC (kaupamärk-nACVIc). Lisaks nende<br />
pinnete suurele kõvadusele on nanokomposiitide suurimaks eeliseks suur temperatuuripüsivus (heat<br />
resistance) – 1200°C, kõrgemal temperatuuril hakkab toimuma kõvasulamis koobalti difusioon.<br />
Pinde kõvaduse langus ilmneb palju hiljem kuid mitte nanokomposiitidel (umbes 200…300°C<br />
hiljem kui AlTiN pinnetel ning umbes 100°C hiljem kui AlCrN-l)vt sele 11. Tänu oma suurele<br />
kõvadusele, suur kuumuspüsivusele ning Si maatriksi sitkusele, on nanokomposiitsete<br />
struktuuridega pinded väidetavalt parimad turul saadaolevatest pinnetest lõiketööstuse jaoks [1].<br />
Sele 10: Nanokomposiit struktuur (Ti1-xAlxN)/(Si3N4) [19].<br />
12
Sele 11: Pinnete kõvadused erinevatel töötemperatuuridel (temperatuuripüsivus) [19].<br />
Sele 12: Erinevate kõvapinnete vastupidavus stantsimisel,lühendid eraldi lehel (x 1000 lööki) [20].<br />
1.4.1 Kõvapinded kaubamärgiga nACo/Nano-tek<br />
Nanokomposiitne pinne (AlTiN)/(Si3N4), millel on väga suur mikrokõvadus 45 GPa värvusega<br />
violet sinine/sinakas must vt sele 12. Pinde paksus 1-4 μm, suure töötemperatuuriga kuni 1200°C<br />
ning hõõrde teguriga 0,45. [21,28]<br />
13
Sele 13. [21].<br />
Sele 14.Pinnakattest tulenev eluea võrdlus,lühendid eraldi lehel [22]<br />
14
2. KIIRLÕIKETERASED JA KÕVASULAMID<br />
Kiirlõiketerased on kõrglegeeritud tööriistaterased, mis sisaldavad 6...18% volframit, 4...5% kroomi<br />
ja 1...4% vanaadiumi. Kiirlõiketerased võib hetkel lugeda kõige suurema painde- ja<br />
löögitugevusega tööriista materjalideks üldse. Nende head mehaanilised omadused ja suhteliselt<br />
rahuldav kulumis- ja soojapüsivus saavutatakse termilise töötlemise (karastamine + mitmekordne<br />
noolutamine) teel. Sõltuvalt konkreetse terase keemilisest koosseisust võib karastatud<br />
kiirlõiketerase kõvadus ulatuda kuni 62...65 HRC, tõmbetugevus Rm = (300...315)107 Pa ja<br />
löögisitkus ak = (1,9...2,6)105 J/m2. Karastamata kiirlõiketerased on suhteliselt hästi mehaaniliselt<br />
töödeldavad ja sepistatavad, mis võimaldab kiirlõiketerasest valmistada suuregabariidilisi ja<br />
keeruka ehitusega lõikeriistu. [25:12]<br />
Näiteks küllaltki suur osa kiirlõiketerasest spiraalpuure toodetakse valtsimise teel. Kiirlõiketerased<br />
on rahuldavalt valatavad. Vastutusrikaste tööriistade (hambafreesid ja -tõukurid jne)<br />
kiirlõiketerasest toorikud kuuluvad enne mehaanilist töötlemist materjali struktuuri parandamise<br />
eesmärgil sepistamisele. Seda põhjustab asjaolu, et kiirlõiketeraste tootmisel võivad temas<br />
sisalduvate raskesti sulavate metallide volframi, kroomi ja vanaadiumi karbiidid, mis annavadki<br />
terasele suure tugevuse ja suhteliselt hea kulumiskindluse ning soojuspüsivuse, jaguneda materjalis<br />
ebaühtlaselt. Selline karbiidide ebaühtlane jaotus võib tingida materjali tugevuse ja kulumiskindluse<br />
vähenemist enam kui 30%. Sepistamise käigus toimub materjali “segamine” ning saadakse<br />
ühtlasema struktuuri ja omadustega materjal. Kiirlõiketerased on hästi karastatavad. Kuna neil on<br />
suur läbikarastuvus, deformeeruvad nad karastamisel vähe. See võimaldab kvaliteetselt termiliselt<br />
töödelda suuregabariidilisi ja keerulise kujuga tööriistu (kammlõikurid, hambatöötlemise tööriistad,<br />
keermete töötlemise tööriistad jne). Kiirlõiketeraste termilisel töötlemisel tuleb silmas pidada, et<br />
kõrge karastustemperatuuri puhul, mis küünib üle 1200 ºC, on iga erineva kiirlõiketerase<br />
karastustemperatuuride intervall erinev ja suhteliselt kitsas, tavaliselt 20...30 ºC. Sellest<br />
mittekinnipidamisel võib küll saavutada nõutava materjali kõvaduse, kuid materjali soojuspüsivus<br />
kujuneb vaid 300...400 ºC, mis ei vasta oodatule. Sellisest materjalist lõikeriist ei ole kasutatav<br />
kiirlõiketerasele vastavatel lõikerežiimidel. Kiirlõiketeraste oluliseks puuduseks on nende<br />
suhteliselt madal soojuspüsivus, mis sõltuvalt terase margist on 600...630 ºC. Selline soojapüsivus<br />
võimaldab töödelda terast kiirusega kuni 40...50 m/min, mis on paljudel juhtudel liiga väike<br />
15
vastamaks kaasaegsete seadmete tehnilistele võimalustele. Sellest tingituna kiirlõiketerast enamasti<br />
treimistöödel ja paljudel freesimistöödel ei kasutata, pidevalt väheneb kiirlõiketerasest<br />
avatöötlemise lõikeriistade (puurid, avardid, hõõritsad) osatähtsus kaasaegses tootmises.<br />
Kiirlõiketeraste soojapüsivuse ja kulumiskindluse suurendamiseks kasutatakse nende täiendavat<br />
legeerimist koobalti ja vanaadiumiga. Selliseid materjale nimetatakse sageli ka kõrgendatud<br />
tootlikkusega kiirlõiketerasteks.<br />
3...8%- ine vanaadiumi lisamine kiirlõiketerasele soodustab reeglina peeneteralise kulumiskindla<br />
struktuuriga sulami teket. Teraste kõvadus peale termilist töötlemist võib ulatuda 65...67 HRC,<br />
paindetugevus (280...300)107 Pa ja löögisitkus (2,5...3)105 J/m2. Nende teraste soojuspüsivus on<br />
kuni 630 ºC. Vanaadiumi sisaldus vähendab nende teraste lihvitavust, kuna halveneb terase<br />
soojusjuhtivus. Nõutav on kvaliteetse abrasiivi kasutamine koos tagasihoidlike töötlusrežiimidega.<br />
Vastasel juhul on oht põletuslaikude tekkimiseks lihvitud pinnal. Soovitav on kasutada BN käiasid.<br />
Lõiketemperatuuridel 400...450 ºC on taolistest kiirlõiketerastest valmistatud lõikeriistade püsivus<br />
1,5...2,5 korda suurem kui tavalistest kiirlõiketerastest tööriistadel.<br />
5...10%- ine koobalti lisamine suurendab kiirlõiketerase soojuspüsivuse temperatuuri kuni 645...650<br />
ºC ja kõvaduse peale karastamist kuni 67...70 HRC. Samaaegselt vähenevad terase paindetugevus ja<br />
löögisitkus, mis on vastavalt (250...260)107 Pa ja (2,5...2,9)105 J/m2. Koobaltkiirlõiketeraste<br />
vastupanu kulumisele võib ületada tavaliste kiirlõiketeraste vastava näitaja 3...4 korda.<br />
Koobaltkiirlõiketeraseid on efektiivne kasutada raskesti töödeldavate materjalide, näiteks<br />
titaanisulamite töötlemisel.<br />
Kiirlõiketeraste lõikeriistade korral leiab kasutamist nende tööpindade katmine kulumiskindlate<br />
pinnetega, nagu TiN (kollane), TiNAl (lillakas), TiCN (sinine). Pindekihi esmaseks ülesandeks on<br />
tööpindade kulumiskindluse suurendamine, kuid suureneb ka tööriista pinnakihi vastupanu<br />
soojuslikule koormusele. Pindekihi paksus ei ole suur, ulatudes 1-8 μm. Lõikeriista kulumisel<br />
pindekihi paksus väheneb või ta kulutatakse täiesti maha. Lõikeriista lõikevõime taastamiseks tuleb<br />
tema kulunud osa teritamise teel eemaldada. Selleks, et kalli instrumentaalmaterjali kadu oleks<br />
teritamisel minimaalne ja kulumiskindel pindekiht säiliks kauem, on pinnakatteid soovitatav<br />
kasutada selliste lõikeriistade puhul, mille kulumine ja teritamine toimuvad lõikeosa erinevatel<br />
pindadel, näiteks põhiline kulumine toimub esipinnal, kuid tööriista teritatakse tagapinnalt. Nii<br />
säilitatakse kulumiskindel kate ka järgnevaks tööperioodiks, vastasel juhul käiatakse ta juba<br />
esimesel teritamisel maha. [25:12]<br />
16
Metallkeraamilised materjalid on lõiketöötlemises laialt levinud tööriista materjalide grupp, mis<br />
leiab kasutamist suurtel kiirustel töötavate lihtsa lõikeosa kujundusega tööriistade, nagu treiterad,<br />
freesid jne, lõikeosa valmistamisel. Sellisel juhul on tööriista lõikeosaks erineva kujuga tema<br />
korpusele kinnitatavad ja tavaliselt vahetatavad kõvasulamist valmistatud terikud. Volfram-<br />
kõvasulamite peamiseks koostisosaks on volframkarbiid (WC), millele on lisatud metallilist<br />
koobaltit (Co). Peale nimetatud komponentide võivad nende materjalide koostisse kuuluda veel<br />
titaankarbiid (TiC), tantaalkarbiid (TaC) ja nioobiumkarbiid (NbC). Karbiidid moodustavad<br />
60...95% kõvasulami mahust. Koobalt täidab kõvasulamites sideaine ülesannet, vt joonis 1, sidudes<br />
omavahel rabedad ja kõvad karbiidide osakesed. Kuna antud materjalide koostisest moodustab<br />
suurema osa volframkarbiid, siis tuleneb siit ka nimetus: volfram-kõvasulamid. [25:13]<br />
Toorikute pressimisele järgneb kõvasulami paagutamine. Paagutamine on kuumtöötlemise protsess,<br />
mille käigus sideainena kasutatav metall, koobalt, viiakse sulanud olekusse. Sula sideaine märgab<br />
karbiidide terad ja jahtumisel seob nad tihedaks, suure kõvadusega (HRA 85...92) ja<br />
soojuspüsivusega (800...1200 ºC) materjaliks. Paagutamine toimub temperatuuridel 1400...1600 ºC<br />
vastavates vormides. Paagutamise käigus materjali tihedus suureneb ja poorid, mis jäid pressimisel<br />
toorikutesse, kaovad selle tulemusel terikute mõõtmed vähenevad 17...20%. Paagutatavate toorikute<br />
mõõtude muutumine ei võimalda paagutamise käigus saada vajaliku täpsusega terikuid ning terikud<br />
vajavad peale paagutamist täiendavat lihvimist ja lõikeservade ümardamist. Paagutatud sulamite<br />
tugevusnäitajad (paindetugevus, löögitugevus) on oluliselt nigelamad kiirlõiketeraste vastavatest<br />
näitajatest, olles keskmiselt 1,5...2 korda madalamad. Samas on kõvasulamid väga suure<br />
survetugevusega, mis võib ulatuda kuni 4000 107 Pa. Viimane asjaolu mõjutab oluliselt<br />
kõvasulamist lõikeriistade lõikeosa geomeetriat, mis on tihti kujundatud negatiivse esipinna<br />
geomeetriaga. Negatiivne esipinna geomeetria (negatiivne esinurk, negatiivne faas lõikeserval)<br />
tekitab teriku lõikeosa materjalis survepinged, millele on kõvasulami vastupanuvõime palju suurem<br />
kui paindepingetele. Kõigile metallkeraamilistele materjalidele on omane nende painde- ja<br />
löögitugevuse suurenemine kuumas olekus võrreldes vastavate näitajatega toatemperatuuril.<br />
Materjali vastavad omadused paranevad kuni temperatuurini ≈ 500 ºC ja püsivad saavutatud<br />
väärtusel kuni soojuspüsivuse temperatuurini. Järelikult ei ole soovitav kõvasulamitega töödelda<br />
madalatel töörežiimidel, kus nende vastupanuvõime koormustele ja vibratsioonile võib osutuda<br />
oodatust oluliselt väiksemaks. Metalliline koobalt on kõvasulamis sideaineks, mis seob rabedad<br />
karbiidide osakesed omavahel ja tagab paagutamisel saadud materjali mehaanilise tugevuse. Mida<br />
suurem on materjalis koobalti sisaldus, seda suuremad on tema painde- ja löögitugevus, kuid<br />
koobalti sisalduse suurendamine vähendab sulami soojuspüsivust ja kulumiskindlust. Koobalti<br />
17
sisaldus sulamis võib olla piirides 2...20%. Kõvasulami põhilised koostisosad on raskestisulavate<br />
metallide, volframi, tantaali, nioobiumi ja titaani ühendid süsinikuga, s.o nende metallide karbiidid,<br />
mis on suure kõvadusega ja soojuspüsivad. Põhikomponent WC on nimetatud karbiididest oluliselt<br />
suurema elastsusmooduliga, mis on 72400 107 Pa ja suhteliselt suure plastsusega. Volframkarbiidi<br />
sisaldavad materjalid on reeglina suure tugevusega, näiteks ainult WC ja Co baasil valmistatud<br />
kõvasulamite paindetugevus on piirides 120...200 107 Pa. Samal ajal on nende soojapüsivus<br />
800…900 ºC ja kõvadus HRA 85...90, millest tingituna on nende kasutamine suurtel lõikekiirustel<br />
ja intensiivse kulumise tingimustes piiratud. Nende peamine kasutusvaldkond on rabedate metallide<br />
(malm, pronks jne) ja raskesti töödeldavate teraste (kõrglegeeritud, roostevabad jne) töötlemine.<br />
Kõvasulamite soojuspüsivuse ja kulumiskindluse suurendamiseks lisatakse neile 5...30%<br />
titaankarbiidi (TiC). Titaankarbiid on suure mikrokõvadusega HV2900 (volframkarbiidil HV1890)<br />
ja soojapüsivusega materjal, mis oluliselt suurendab kõvasulami soojuspüsivust (900...1000 ºC) ja<br />
kulumiskindlust. TiC sisaldavate kõvasulamite kõvadus on piirides HRA 87...92. Teisalt mõjutab<br />
titaankarbiidi sisaldus negatiivselt kõvasulami mehaanilist tugevust. Materjal muutub rabedamaks,<br />
tema paindetugevus väheneb märgatavalt ulatudes (100...170) 107 Pa. Lisaks sellele vähendab<br />
titaankarbiidi sisaldus sulami soojusjuhtivust, mis muudab ta raskemini lihvitavaks ja töötlemisel<br />
suureneb lõikeserva ülekuumenemise oht. TiC sisaldusega sulamid on mõnevõrra väiksema<br />
tihedusega võrreldes ainult WC baasil valmistatutega. Lisaks sellele asendab odavam TiC sulamis<br />
sama koguse WC, mis muudab lõppkokkuvõttes materjali odavamaks. [25:14]<br />
Titaankarbiidi sisaldavad kõvasulamid sobivad oma omadustelt konstruktsiooniteraste peen-<br />
siluvkui ka koorivaks töötlemiseks. Oma suure rabeduse tõttu ei sobi nad rasketel koorimistöödel<br />
(katkendlik lõikamine, ebaühtlased töötlusvarud ja koorikuga pinnad).<br />
Titaankarbiidi sisaldavate kõvasulamite paindetugevuse suurendamiseks lisatakse kõvasulamile<br />
2...10% tantaal- või/ja nioobiumkarbiidi. Selle tulemusel suureneb materjali paindetugevus kuni<br />
130...170 107 Pa, kõvadus HRA 87...90 ja soojuspüsivus 850...950 ºC. Materjalid sobivad nii<br />
konstruktsiooni- kui roostevabade teraste siluvaks ja koorivaks töötlemiseks. Võib lisada, et<br />
kaasajal lisatakse pea kõigile kõvasulamitele nende lõikeomaduste parandamiseks mõningal määral<br />
TaC või NbC-d.<br />
Kõvasulamite kasutamist piirab asjaolu, et neist valmistatud terikud on suhteliselt lihtsa kujuga ning<br />
ei sobi kasutamiseks keerulise konstruktsiooniga lõikeriistade valmistamiseks. Pealegi on materjalid<br />
peale paagutamist nii suure kõvadusega, et edaspidine töötlemine on võimalik peamiselt vaid<br />
lihvimise teel. Keeruka kujuga toorikute paagutamisel põhjustab materjali kahanemine suuri<br />
18
kadusid praagi näol. Sellele vaatamata valmistatakse kõvasulamist ka spiraalpuure ja sõrmfreese,<br />
rääkimata nende laiast kasutamisest koostatavate lõikeriistade valmistamisel. Tänapäevased<br />
kõrgtehnoloogilised meetodid võimaldavad valmistada muutuva struktuuriga ja isegi muutuva<br />
keemilise koostisega terikuid, millel on suure tugevusega südamik ja õhuke suure<br />
kulumiskindlusega pinnakiht. Sarnaselt kiirlõiketerasest lõikeriistadele kasutatakse ka kõvasulamist<br />
tööriista katmist 1...3-kihiliste kulumiskindlate pinnetega, mis võimaldab suhteliselt sitkele ja<br />
tugevale alusele kanda suure kulumis- ja soojuskindla kihi, mis annab alusmaterjalile täiesti uue<br />
kvaliteedi. [25:15]<br />
19
3. SÕRMFREESID<br />
Sõrmfreese saab jaotada valmistatud materjali järgi, lõikeservade arvu järgi. Seejärel kas tegu on<br />
kooriv- või puhastöötlus freesiga. Sõrmfrees on freesimise lõikeinstrument, mida kasutatakse<br />
tööstuses materjali eemaldamise eesmärgil vt sele 15. Sõrmfrees on väga palju erinev puurist nii<br />
oma lõikesuundade, geomeetria ja valmistamisviisilt. Kui puuriga saab töötada telje suunas siis<br />
freesiga saab üldjuhul lõigata kõikides suundades. [23].<br />
Sele 15 [24].<br />
Enam kasutatavad sõrmfreesid on kahe kuni nelja hõlmalise lõikeservaga. Kõik oleneb millist<br />
materjali lõigatakse, kui suur on lõigatav materjal ja kui head on freesimistingimused.<br />
Sõrmfreesidel milledel on vähe lõikeservi on hea omadus mahutada ära spiraalsoonte sisse<br />
metallilaastu, mis tekkib lõikeprotsessi käigus. Siis saab freesida korraga kuni 100% laiusesse<br />
freesi diameetrist ning frees millel on palju lõikeservi kasutatakse tavaliselt puhastöötluseks<br />
ühekordselt eemaltatava lõikekihi paksus on 10% freesi läbimõõdust. kui on frees diameetriga 10,<br />
mis omab kahte lõikeserva on temaga võimalik freesida 10 mm laiusesse ja sügavust 10mm. Frees<br />
diameetriga 10 ja omab nelja lõikeserva on temaga võimalik freesida 1-0,5 mm laiusesse ja<br />
sügavust 10mm saades see juures väga hea pinnakvaliteedi. [24]<br />
20
Sele 16. Erineva lõikeservade arvuga (2-6) freesid [24].<br />
Tabel 1. Freesi hamba kaldenurga valik [29:10].<br />
Alla 25° 25 kuni 35° 40 kuni 50° Üle 50°<br />
Puhas – ja<br />
koorivtöötluseks suurte<br />
diameetrite puhul<br />
Kasutatakse teras ja<br />
malmi ja kõigi teist<br />
materjalide puhul kus<br />
on vaja kasutada suure<br />
diameetrilisi freese<br />
Väike teljesuunaline<br />
lõikejõud<br />
Ei ole mõeldud<br />
sugavate taskute<br />
freesimiseks<br />
Esineb palju<br />
lõõkkoormust<br />
Põhiline valik kooriv-<br />
ja puhastöötluseks<br />
Universaalse kasutus<br />
võimalusega kuna on<br />
hea tasakaal<br />
lõikejõududega<br />
Kuid üldjuhul ei ole<br />
kõige produktiivsem<br />
Põhiliselt kooriv- ja<br />
puhastöötluseks mitte<br />
metallsete materjalide<br />
puhul.<br />
Võimaldab lõigada igal<br />
operatsioonil sügavalt<br />
Lõikeserv on kogu aeg<br />
kontaktis lõigatava<br />
materjaliga ja seeläbi<br />
vähem löökkoormust<br />
Nõrgad lõikeserva<br />
tipud<br />
Suured teljesuunalised<br />
jõud koorivtöötluse<br />
puhul<br />
Kasutatakse kõvade<br />
materjalide<br />
puhastöötluseks<br />
Väga hea<br />
pinnakaredusega, väga<br />
hea tootlusega kui<br />
kasutusel on 4 ja enam<br />
lõikeserva<br />
Väga nõrgad<br />
lõikeserva tipud.<br />
21
3.1 Freesimissuunad<br />
Alla freesimine, kus freesi pöörlemine ja ettenihkeliikumine toimuvad ühes suunas, vt sele 18. Freesi<br />
lõikeserv hakkab materjali tungimisel lõikama maksimaalse paksusega laastu, mis põhjustab löögilise<br />
koormuse ja eeldab tööriista materjali head löögitaluvust. Mis tänapäeva lõikeinstrumenditele ei<br />
valmista nii suurt probleemi kui nt kümme aastat tagasi. Kasutatakse põhiliselt tänapäeva seadmetes kus<br />
freesi juhitakse arvutist ja kus rakis on tugevalt kinnitatud töölauale. Töötlemisel tekkiv lõikejõud surub<br />
tooriku koos rakisega vastu töölauda, mis soodustab kinnituse jäikuse suurenemist. Freesi hamba<br />
edasisel pöördumisel väheneb lõigendi paksus ja on minimaalne materjalist väljumisel. See tagab<br />
töödeldud pinna hea sileduse, mis on alla freesimise oluliseks eeliseks. Lisaks heale pinna siledusele<br />
pikendab see ka tööriista eluiga.<br />
Vastufreesimisel ettenihkeliikumine toimub freesi pöörlemisele vastassuunas. Sisselõikamise hetkel<br />
on lõigendi paksus minimaalne ja kasvab, kuni saavutab hamba lõikest väljumise eel maksimaalse<br />
väärtuse. Järelikult väheneb löögilise koormuse mõju freesi hammastele. Samal ajal tekitab<br />
minimaalne laastu paksus sisselõikamisel freesi hamba libisemist eelmise hamba poolt töödeldud<br />
pinnal, mis põhjustab töödeldud pinna kareduse suurenemist ja freesi hamba tuntavat kulumist<br />
tagapinnalt. Freesimisel mõjuvad lõikejõud püüavad toorikut rebida töölaualt üles, soodustades<br />
vibratsiooni tekkimist ning see juures ka tööriista eluea vähenemist (vt sele 17).<br />
Sele 17. Freesimis suunad. [26]<br />
22
Sele 18. Freesimise töörajad. [26]<br />
23
4. INSTRUMENTIDE LÕIKESERVADE TAASTAMINE<br />
Taasteritatud ja taaspinnatud tööriistadega on võimalik märkimisväärselt kulusid kokku hoida<br />
tööriistade soetamise arvelt. Näiteks kõvasulam puur on taastamis maksumus on 40-50% uue<br />
tööriista hinnast ja seejuures on võimalik taastada seda kuni 10 korda. On väga oluline et taastatud<br />
tööriist töötaks vähemalt sama hästi kui uus tööriist (vt sele 19).<br />
Sele 19.Tööriista eluiga- pindamata(uncoated),uus tööriist(new coated tool),taas teritatud(reground)<br />
ja taas teritatud ja pinnatud(reground+recoated) ,lühendid eraldi lehel . [27]<br />
Saavutamaks head pinde adhesiooni (naket) ja head tööriista püsivust (võrreldes uue tööriistaga)<br />
peab pinne olema samaväärne. Iga järgneva pinde adhesioon sadestatuna otse eelmistele väheneb,<br />
vastavalt eelnevate pinnete paksuse kasvule. Seetõttu võib teritatud tööriistu, kaotamata<br />
püsivusajas, ilma vana pinde eemalduseta pinnata 2 kuni 3 korda (vt sele 20).<br />
Sele 20. Üle pinnatud-kulunud vana puur (used drill),teritatud(reground), serva ümardamine (edge<br />
rounded) ja üle pindamine (over coated). [27]<br />
24
Seerjuures pinde paksus suureneb kui teha pärast teritust vana pinde eemaldus vt sele 22 Kuna<br />
pärast ülekatmist on tööriista pinde adhesioon liiga kehv ning mida enam taastada seda kehvemaks<br />
see läheb. Seetõttu on oluline vana pinne eemaldada. Vana pinde eemaldamine toimub enamasti<br />
keemiliselt ning kõvasulamist alusmaterjali korral on pinde eemaldamisel võimalus aluspinna<br />
kahjustusele ehk koobalti lekke oht.<br />
Sele 21. Üle pinnatud-kulunud enne teritust puur (used drill),teritatud(reground),vana pinde<br />
eemaldamine(decoated), serva ümardamine(edge rounded)ja üle pindamine(over coated). [27]<br />
See pinnakahjustus põhjustab tavaliselt kehvemat pinde adhesiooni ja seeläbi väiksemat tööriista<br />
püsivusaega. Seetõttu on tööriista taastamisel väga oluline, et iga üksik etapp tuleb viia läbi õiges<br />
järjekorras. Samas keemiline protsess kahjustab lihvitud panda.<br />
Instrumendi ideaalne taastamis protsess näeks välja järgnev:<br />
Sele 22. Parim viis taastamiseks-kulunud puur enne teritust (used drill), vana pinde<br />
eemaldamine(decoated), teritatud (reground), serva ümardamine (edge rounded) ja üle pindamine<br />
(over coated). [27]<br />
Mis puutub teritusse, siis seda on võimalik teha manuaal pingi peal ja arvjuhtimis pingi (CNC) peal.<br />
Probleem manuaalteritusega on kvaliteedi suur kõikumine, mis väga palju sõltub operaatorist ja<br />
teritus ei ole ühtlane. Lisaks on raske, kui mitte pea võimatu, taastada keerulise geomeetriaga<br />
tööriistu, neid suudab taastada vaid CNC pingis. Kuna tegu on täppis lõikeinstrumentidega siis<br />
tänapäeva tolerantsid, mis on kehtestatud sõrmfreesidele, on liiga täpsed, et neid teritada<br />
manuaalpingis.<br />
25
5. FREESIDE KATSETUSED<br />
Testi käigus kasutati freespinki Bridgeport VMC610XP3, mis on vertikaalne freespink ja mille<br />
parameetrid on järgnevad:<br />
Telgede liikumisulatused:<br />
X – 610mm<br />
Y – 508mm<br />
Z – 610mm<br />
Spindli võimsus: 18kW<br />
Spindli pöörlemiskiirus: 9000...12000 p/min<br />
24 Tööriista hoidjaga<br />
Masina gabariidid pikkus 2665, laius 2511mm ja kõrgus 2860mm.<br />
Rakistusena kasutatakse standartset masinkruustangi.<br />
Testimisel kasutatakse materjali S355 JRG2, mis on konstruktsiooniteras ning laialdaselt kasutatav<br />
materjal Eesti metallitööstuses. See sai ka üheks põhiliseks kriteeriumiks materjali valikul.<br />
Tänaseks päevaks on läbi viidud kuus katsetust.<br />
Kasutades kolme erineva firma freese ja ühte taastatud freesi. Kõigis katsetustes kasutati alla<br />
freesimist. Kõigi firma freese testiti ühtsetel lõikekiirustel, võimaldamaks paremat võrdlus<br />
võimalust testides. Esimesed kolm katsetust on tehtud lõikesügavusega 21mm (vt tabel 1).<br />
Kuid edaspidised neljas kuni kuues katse sai tehtud lõikesügavusega viis millimeetrit vt tabel 2.<br />
Kuna nii hoiab olulisel määral katsetatavat materjali kokku ning võimaldab hinnata samal määral<br />
lõikeserva kulumist .<br />
26
Esimene ja teine katsetus on tehtud 3 lõikeservalise sõrmfreesiga. Kõik katsetingimused olid samad<br />
väljaarvatud esimesel kasutati emulsiooni ja teisel ei kasutatud mingit jahtusvedelikku ega<br />
suruõhku. Katse andis väga huvitava tulemuse: lõikeinstrumendi eluiga oli kuivalt suurem kui märg<br />
katsel. Ilmselt on tegu termošokiga, mille toob esile ebapiisav emulsiooni juurdepääs freesimise<br />
hetkel. Sellist katset on plaan korrata, et vältida katsekeha defekte ja kinnitada, et tegu on ikka<br />
termošokiga. Järgnevad katsed toimuvad kuivalt, ilma igasuguse jahutuseta (vt tabel 1 ja 2).<br />
Katsed kolm, neli, viis ja kuus on tehtud samadel lõikerereziimidel ning kõigi nelja katsekeha<br />
üldparameetrid on samad. Uutest freesidest andis kõige suurema kokkuhoiu firma 1 frees, mille<br />
kogu aasta tellimus läheb maksma 8915,2 € ja kõige enam läks maksma firma 2 frees kogu<br />
maksumusega 9211,6 €. Kui vaadata taastatud firma 1 freesi, siis aasta tellimuse maksumus on<br />
7278,8 €, mis annab kokkuhoidu 1636,4 €, mis on üllatavalt hea kokkuhoid.<br />
27
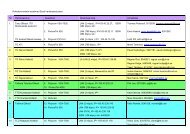
Tabel 2. Katsetulemused<br />
Katsed<br />
1 2 3<br />
päritolu Firma 2 Firma 2 Firma 2<br />
diameeter d1 10 10 10<br />
lõikeservade arv z 3 3 4<br />
Märg/Kuiv<br />
1 2 3<br />
märg kuiv kuiv<br />
lõike kiirus Vc 200 200 280<br />
spindli pöörlemis sagedus N 6366 6 366 8 913<br />
ettenihe pöördele fn 0,255 0,255 0,300<br />
ettenihe hambale fz 0,085 0,085 0,075<br />
laua ettenihe Vf 1 623 1 623 2 674<br />
lõikesügavus ap 21,00 21,00 21,00<br />
lõikelaius ae 1,00 1,00 1,00<br />
Tulemus 1 2 3<br />
lõigete arv kokku 19 21 23<br />
üheks katsek kulv aeg minutites Tc 7,08 7,08 4,3<br />
ühe katse teepikkus m 11,50 11,50 11,50<br />
kogu läbitud teepikkus M 218,50 241,50 264,50<br />
laastu eemaldamis hulk Q 34,09 34,09 56,15<br />
kokku eemaltatud laastu hulk<br />
Qmax<br />
Cm3<br />
4987,50 5512,50 6037,50<br />
tööriista eluea lõpp Jah Jah Jah<br />
detailide arv ühes tellimuses<br />
250 detaili tellimuse kohta<br />
tellimusi aastas 8<br />
tasina tööhind tunnis 40 EUR<br />
tööriista maksumus 23,0 EUR 23,0 EUR 40,0 EUR<br />
tööriista kulu tellimuse peale 302,6 EUR 273,8 EUR 434,8 EUR<br />
tööriista kulu aastase tellimuse peale 2 421,1 EUR 2 190,5 EUR 3 478,3 EUR<br />
masina tööaeg kulu detaili kohta 4,7 EUR 4,7 EUR 2,9 EUR<br />
masina tööaeg kulu tellimuse<br />
kohta<br />
1 180,0 EUR 1 180,0 EUR 716,7 EUR<br />
masina tööaeg aastase tellimuse peale 9 440,0 EUR 9 440,0 EUR 5 733,3 EUR<br />
kogu kulutus aasta peale 11 861,1 EUR 11 630,5 EUR 9 211,6 EUR<br />
28
hinnaerinevus 0,0 EUR -230,6 EUR -2 649,5 EUR<br />
Katsed 4 5 6<br />
päritolu Firma 1 Firma 1 taastatud Firma 7<br />
diameeter d1 10 10 10<br />
lõikeservade arv z 4 4 4<br />
Märg/Kuiv<br />
4 5 6<br />
kuiv kuiv kuiv<br />
lõike kiirus Vc 280 280 280<br />
spindli pöörlemis sagedus N 8913 8 913 8 913<br />
ettenihe pöördele fn 0,300 0,300 0,300<br />
ettenihe hambale fz 0,075 0,075 0,075<br />
laua ettenihe Vf 2 674 2 674 2 674<br />
lõikesügavus ap 5,00 5,00 5,00<br />
lõikelaius ae 1,00 1,00 1,00<br />
Tulemus 4 5 6<br />
lõigete arv kokku 22 22 24<br />
üheks katsek kulv aeg minutites Tc 4,3 4,3 4,3<br />
ühe katse teepikkus m 11,50 11,50 11,50<br />
kogu läbitud teepikkus meetrites M 287,50 253,00 276,00<br />
laastu eemaldamis hulk Q 13,37 13,37 13,37<br />
kokku eemaltatud laastu hulk<br />
Qmax<br />
Cm3<br />
1562,50 1375,00 1500,00<br />
tööriista eluea lõpp Jah Jah Jah<br />
detailide arv ühes tellimuses<br />
250 detaili tellimuse kohta<br />
tellimusi aastas 8<br />
tasina tööhind tunnis 40 EUR<br />
tööriista maksumus 35,0 EUR 17,0 EUR 40,0 EUR<br />
tööriista kulu tellimuse peale 397,7 EUR 193,2 EUR 416,7 EUR<br />
tööriista kulu aastase tellimuse peale 3181,8 EUR 1 545,5 EUR 3 333,3 EUR<br />
Masina tööaeg detaili kohta 2,9 EUR 2,9 EUR 2,9 EUR<br />
Masina tööaeg tellimuse kohta 716,7 EUR 716,7 EUR 716,7 EUR<br />
Masina tööaeg aastase tellimuse peale 5 733,3 EUR 5 733,3 EUR 5 733,3 EUR<br />
kogu kulutus aasta peale 8 915,2EUR 7 278,8 EUR 9 066,7 EUR<br />
Tabel 3<br />
Katsetule<br />
mused<br />
29
hinnaerinevus 0,0 EUR -1 636,4 EUR 151,5 EUR<br />
30
Lisa 1-Lõikeparameetrid ja valemid<br />
Vc- lõikekiirus [M/min]<br />
Dc- lõikeriista diameeter [mm]<br />
n- spindli pöörlemis sagedus [p/min]<br />
π-3,14<br />
Vf-töölaua ettenihke kiirus[mm/min]<br />
Fz-ettenihke kiirus hambale[mm/hambale]<br />
z-lõikeservade arv<br />
Q- laastu eemaldamis hulk [ ]<br />
Ap-lõikesügavus [mm]<br />
Ae-lõike laius [mm]<br />
31
KOKKUVÕTE<br />
Esialgsed uurimustöö tulemused näitavad , et sõrmfreeside <strong>taastamine</strong> on tasuvam kui kulunud<br />
lõikeinstrumentide utiliseerimine. Uurimustöö jätkub ja töö tulemusena valmib ülevaade erinevate<br />
taastatud ja uute sõrmfreeside hinna ja kvalideedi võrdlusest. Edaspidi on kavas testida erinevaid<br />
kõvapinded taasteritatud freeside peal.<br />
Uurimustöö on olnud väga huvitav ja andud uusi teadmisi ning kontakte. Olen väga rahul<br />
osalemisega uurimustöös ning tänan kõiki koostööpartnereid.<br />
32
VIIDATUD ALLIKAD<br />
1. Industrial engineering-Adding innovation capacity of labour force and entrepreneurd [WWW]<br />
http://www.otter-ag.ee/files/Microsoft%20Word%20-%20Daaam.pdf (20.04.2006)<br />
2. [WWW] http://www.pvd-coatings.co.uk/coatings/ceramic-coatings/tin-coating/<br />
3. [WWW] http://platit.com/coatings/coating-types/basic-coatings/tin<br />
4. [WWW] http://platit.com/coatings/coating-types/optional-coatings/ticn<br />
5. [WWW] http://www.pvd-coatings.co.uk/coatings/ceramic-coatings/ticn-coating/<br />
6. [WWW] http://platit.com/coatings/coating-applications/column-1/example-02-side-milling<br />
7. [WWW] http://platit.com/coatings/coating-types/optional-coatings/crn<br />
8. [WWW] http://www.pvd-coatings.co.uk/coatings/ceramic-coatings/crn-coating/<br />
9. [WWW] http://www.northeastcoating.com/PlasmaApplications_1.htm<br />
10. [WWW] http://platit.com/coatings/coating-types/basic-coatings/tialn-universal<br />
11. [WWW] http://platit.com/coatings/coating-types/optional-coatings/altin<br />
12. [WWW] http://www.pvd-coatings.co.uk/coatings/ceramic-coatings/tialn-coating/<br />
13. [WWW] http://platit.com/nanostructures/applications/column-2/slotting<br />
14. [WWW] http://platit.com/coatings/coating-types/optional-coatings/alcrn<br />
15. [WWW] http://platit.com/multilayer-coating<br />
16. [WWW] http://platit.com/nanolayer-coating?page=0%2C1<br />
17. [WWW] http://platit.com/coatings/coating-types/optional-coatings/tialcn-unicut<br />
18. [WWW] http://platit.com/nanostructures/applications/column-1/end-milling-nanocomposite-<br />
coating<br />
19. [WWW] http://platit.com/nanocomposites-coating<br />
20. [WWW] http://platit.com/nanostructures/applications/column-2/dry-fine-punching<br />
21. [WWW] http://platit.com/coatings/coating-types/breakthrough-coatings/naco<br />
22. [WWW] http://platit.com/nanostructures/applications/column-1/end-milling-heat-treated-<br />
steel<br />
23. [WWW] http://en.wikipedia.org/wiki/End_mill<br />
24. [WWW] http://www.osgtool.com/Technical.asp?tid=3&id=13<br />
33
25. Soots.R.(2006) Metallide Lõiketöötlemine. Tln:<strong>Tallinna</strong> <strong>Tehnikakõrgkool</strong><br />
26. [WWW] http://www.hssforum.com/MillingEN.pdf<br />
27. [WWW] http://platit.com/files/Article%20stripping%20v1.0.pdf<br />
28. [WWW] http://www.swiss-tekcoatings.com/properties.html<br />
29. Carlos Julios Cortes Rodriguez.(2009) Cutting edge preperation of precision cutting tools<br />
by applying micro-abrasive jet machining and brushing.<br />
34