Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ны. Наиболее распространены круги двух<br />
типов с индексами 150 и 240 – они обозначают<br />
фракцию зерна и плотность его<br />
спрессовки в круге. Чем больше цифра,<br />
тем более «нежным» будет являться круг.<br />
Круги отличаются маркировкой: LP – для<br />
стали, GP – для драгоценных металлов.<br />
Последние значительно мягче и снимают<br />
очень тонкий слой.<br />
На первом этапе можно убрать крупные<br />
сколы и зазубрины. Затем следует<br />
полировка вторым, более мягким кругом.<br />
Ее также проходят все без исключения<br />
детали, особое внимание уделяется<br />
месту стыка элементов – после обработки<br />
между ними не должно появиться<br />
зазоров. Также при работе следует быть<br />
предельно внимательным к надписям,<br />
нанесенным путем лазерной гравировки<br />
– они «съедаются» за доли секунд.<br />
Третий этап – один из наиболее трудоемких<br />
и ответственных. Часто, чтобы<br />
восстановить исходную фактуру обрабатываемых<br />
часов, мастер применяет разные<br />
типы полировки: матовую и глянцевую.<br />
Сначала посредством тканевых<br />
многослойных кругов разной мягкости<br />
и специальных полировочных паст каждая<br />
деталь доводится до зеркального<br />
блеска, затем все глянцевые элементы<br />
заклеивают специальным термостойким<br />
скотчем и оставляют на виду только<br />
те части, которые требуют матирования.<br />
И только после этого специальными<br />
щетками с достаточно жестким<br />
ворсом поверхность неоклеенных деталей<br />
доводится до идеального матового<br />
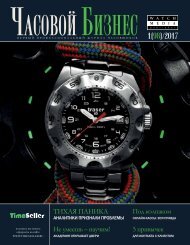
ДО<br />
ПОСЛЕ<br />
состояния. При этом финишная доводка<br />
выполняется в направлении, строго<br />
перпендикулярном тому, которое имела<br />
полировка первичная: это исключает<br />
появление канавок и глубоких полос.<br />
После всех этих манипуляций скотч с<br />
деталей удаляется и происходит проверка<br />
качества стыков между разными фактурами,<br />
сохранность геометрии корпуса.<br />
ВОДНЫЕ ПРОЦЕДУРЫ<br />
После финишной полировки с различными<br />
пастами и кругами разной мягкости<br />
Редакция благодарит компанию «РусПарт» за помощь в подготовке статьи.<br />
ДО<br />
ПОСЛЕ<br />
УГОЛОК МАСТЕРА | Полировка<br />
детали выглядят просто превосходно. Но<br />
настоящим профессионалам этого недостаточно:<br />
все элементы отправляются<br />
на «водные процедуры» в ультразвуковую<br />
ванну. И даже не в одну. В первой<br />
вода «грязная», там из деталей ультра-<br />
Привести часы к их первозданному виду –<br />
задача непростая, и решение ее происходит<br />
в несколько этапов<br />
звуком «выбивают» микроскопические<br />
остатки абразивов и металлическую<br />
пыль. Купание длится около 10 минут,<br />
после чего компоненты прополаскиваются<br />
и погружаются в новую, «чистую»<br />
ванну, где применяются более деликатные<br />
чистящие средства.<br />
После завершения цикла мойки<br />
детали проходят обработку паром под<br />
давлением в 2 атмосферы. При этом<br />
не простым, а паром дистиллированной<br />
воды. Он сбивает с элементов возможно<br />
оставшийся на них после обычной воды<br />
налет. Все манипуляции выполняются<br />
прорезиненным пинцетом, а детали<br />
аккуратно раскладываются на специальную<br />
ткань. Через 2–3 минуты они<br />
уже сухие и их необходимо быстро упаковать<br />
в целлофан – каждую отдельно.<br />
Именно в таком виде их получит<br />
сборщик. Он крайне аккуратно вновь<br />
соберет часы, проверит зазоры между<br />
элементами, герметичность и точность<br />
хода. После всех этих операций хронометр<br />
попадет в руки своего владельца,<br />
который часто не узнает любимого<br />
аксессуара и просит выдать ему «его<br />
часы»…<br />
4/13 ЧАСОВОЙ БИЗНЕС 91