Zobraz PDF - szn.sk
Zobraz PDF - szn.sk
Zobraz PDF - szn.sk

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Jozef ŠKYBRAHA, Viliam LEŽDÍK, Jozef MEŠKO, Vladimír RUSNAČKO*<br />
Problematika celistvosti pri<br />
zváraní obvodových spojov<br />
na vysokotlakovom potrubí<br />
v plynárenstve<br />
Priváranie tvaroviek na potrubie je jednou<br />
z operácií, ktorá prebieha pri opravách,<br />
prípadne výmene časti potrubia použitím<br />
technológie T. D. Williamson, pričom<br />
zhotovenie spojov sa u<strong>sk</strong>utočňuje výhradne<br />
metódou ručného oblúkového zvárania<br />
(MMAW). Práve pri priváraní tvaroviek<br />
v interakcii so špecifikami vplyvov prevádzkových<br />
podmienok, vznikali problémy, na<br />
ktoré je sústredená pozornosť tohto článku.<br />
Použitie technológie T. D. Williamson<br />
Zásahy do potrubného systému sú takmer výlučne<br />
postavené na použití technológií zvárania.<br />
Oprava spojená s odstávkou potrubia so<br />
sebou prináša značné ekonomické straty spojené<br />
s dočasnou stratou prepravnej kapacity,<br />
stratou časti prepravovaného média a finančnými<br />
nákladmi vlastnej opravy. Rozhodujúcu<br />
časovú stratu v prípade tranzitných plynovodov<br />
spôsobuje predovšetkým odčerpávanie<br />
plynu z potrubia a realizácia bezpečnostných<br />
opatrení pred začiatkom zvárania [1].<br />
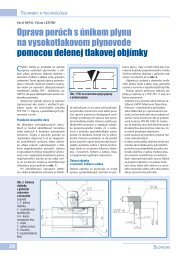
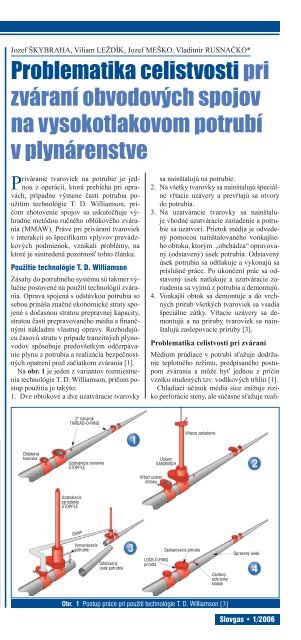
Na obr. 1 je jeden z variantov rozmiestnenia<br />
technológie T. D. Williamson, pričom postup<br />
použitia je takýto:<br />
1. Dve obtokové a dve uzatváracie tvarovky<br />
sa nainštalujú na potrubie.<br />
2. Na všetky tvarovky sa nainštalujú špeciálne<br />
vŕtacie uzávery a prevŕtajú sa otvory<br />
do potrubia.<br />
3. Na uzatváracie tvarovky sa nainštaluje<br />
vhodné uzatváracie zariadenie a potrubie<br />
sa uzatvorí. Prietok média je odvedený<br />
pomocou nainštalovaného vonkajšieho<br />
obtoku, ktorým „obchádza“ opravovaný<br />
(odstavený) úsek potrubia. Odstavený<br />
úsek potrubia sa odtlakuje a vykonajú sa<br />
príslušné práce. Po ukončení prác sa odstavený<br />
úsek natlakuje a uzatváracie zariadenia<br />
sa vyjmú z potrubia a demontujú.<br />
4. Vonkajší obtok sa demontuje a do vrchných<br />
prírub všetkých tvaroviek sa vsadia<br />
špeciálne zátky. Vŕtacie uzávery sa demontujú<br />
a na príruby tvaroviek sa nainštalujú<br />
zaslepovacie príruby [3].<br />
Problematika celistvosti pri zváraní<br />
Médium prúdiace v potrubí sťažuje dodržanie<br />
teplotného režimu, predpísaného postupom<br />
zvárania a môže byť jednou z príčin<br />
vzniku studených tzv. vodíkových trhlín [1].<br />
Chladiaci účinok média síce znižuje riziko<br />
perforácie steny, ale súčasne sťažuje reali-<br />
2" návarok<br />
THREAD-O-RING<br />
Vŕtacie zariadenie<br />
Obtoková<br />
tvarovka<br />
Uzatváracia tvarovka<br />
STOPPLE<br />
Vŕtací uzáver<br />
obtoku<br />
Uzáver<br />
SANDWICH<br />
Uzatváracie<br />
zariadenie<br />
STOPPLE<br />
Obtok<br />
Vyrovnávacie<br />
potrubie<br />
Odstavený<br />
úsek potrubia<br />
LOCK-O-RING<br />
príruba<br />
Zaslepovacia príruba<br />
Závitový<br />
ochranný<br />
klobúk<br />
Opravený úsek<br />
Obr. 1 Postup práce pri použití technológie T. D. Williamson [3]<br />
Slovgas • 1/2006
Novinky z odboru<br />
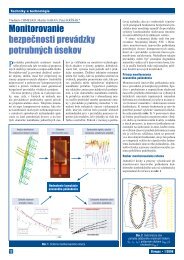
Obr. 2 Navarená tvarovka na plynovodnom potrubí<br />
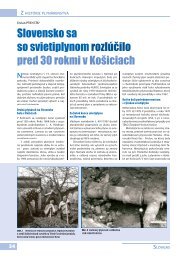
Obr. 3 Príklad numerickej teplotnej analýzy pri zváraní tvarovky [°C]<br />
záciu predpísaného tepelného režimu zvárania.<br />
Požiadavka dodržania teploty predhrevu<br />
a medzihúsenicovej teploty v určitom rozsahu<br />
vyplýva z náchylnosti potrubných materiálov<br />
na <strong>sk</strong>rehnutie v zóne priliehajúcej k natavenej<br />
oblasti zvarového spoja, a s tým súvisiacou<br />
náchylnosťou na vznik studených,<br />
vodíkom indukovaných trhlín. Riziko je tým<br />
vyššie, čím väčšia je rýchlosť ochladzovania<br />
zvarového kovu a teplom ovplyvnenej oblasti,<br />
k čomu tiež výrazne prispieva chladiaci<br />
účinok média v potrubí. Eliminácia vzniku<br />
studených trhlín je možná zmiernením rýchlosti<br />
ochladzovania aplikáciou predhrevu,<br />
dodržiavaním minimálnej výšky medzihúsenicovej<br />
teploty počas celého procesu zvárania<br />
a dohrevom miesta zvárania po dokončení<br />
operácie zvárania [1, 2].<br />
Problém spočíva v tom, že predhrev sa<br />
aplikuje na plochu steny potrubia, ktorá je<br />
o dva rady väčšia, ako je plocha zohriata od<br />
oblúka. Pri rozdiele teplôt cca 100 ºC, čo je<br />
teplota predhrevu obvyklá pre viaceré potrubné<br />
materiály, môže odvod tepla z plochy<br />
0,5 m 2 presiahnuť hodnotu 10 kW [1, 2].<br />
Preto ohrev steny potrubia na teplotu 100 ºC<br />
a vyššie a udržanie tejto teploty počas celého<br />
procesu zvárania môže predstavovať technický<br />
problém. Plynový ohrev nemusí byť dostatočne<br />
výkonný pre potrubia väčších priemerov<br />
a nezaručuje dostatočnú homogenitu<br />
teploty steny potrubia v čase. Výhodnejšie<br />
je používať žíhacie odporové alebo indukčné<br />
reťaze. Ich nedostatkom je limitovaný prestup<br />
tepla zo vzduchu do steny potrubia.<br />
Niekedy sa odporúča vykonať pred začiatkom<br />
zvárania obvodových kútových zvarov<br />
meranie rýchlosti poklesu teploty. Skúška<br />
spočíva v nahriatí pásu potrubia v šírke 50<br />
mm a dĺžke 300 mm na hornej časti potrubia<br />
plynovým horákom na teplotu + 250 ºC<br />
a meraní času poklesu na + 150 ºC. Pre názornosť<br />
je na obr. 2 zobrazená tvarovka, ktorá<br />
je privarená na vysokotlakové plynovodné<br />
potrubie.<br />
Bezpečnosť a zvyšková<br />
životnosť konštrukcií<br />
Prevádzkyschopnosť a vhodnosť konštrukcie<br />
pre daný účel závisia predovšetkým od<br />
jej pevnosti a húževnatosti. Požadovanú pevnosť<br />
a húževnatosť konštrukčného materiálu<br />
určujú prevádzkové podmienky, geometrické<br />
parametre konštrukcie a predpísaná miera<br />
bezpečnosti.<br />
Bezpečnosť i zvyšková životnosť konštrukcie<br />
sú neoddeliteľne späté s problematikou<br />
(lokálnej) straty integrity alebo geometrickej<br />
stability konštrukcie. Pri hodnotení<br />
zvyškovej životnosti je principiálnou otázkou<br />
kinetika prevádzkového starnutia, t. j.<br />
degradácie tých materiálových parametrov,<br />
ktoré riadia proces znehodnotenia konštrukcie<br />
pri daných prevádzkových podmienkach<br />
a vyvolávajú postupný pokles bezpečnosti<br />
konštrukcie. V oboch prípadoch sú teda<br />
v centre pozornosti materiálové charakteristiky,<br />
ktoré riadia deformačné a lomové vlastnosti<br />
konštrukčného materiálu [4].<br />
Havária konštrukcie je vo všeobecnosti<br />
dôsledkom nedostatočnej pevnosti alebo<br />
vyčerpanej plasticity konštrukčného materiálu.<br />
Môže byť spôsobená:<br />
• konštrukčnými nedostatkami alebo chybami;<br />
• použitím konštrukčného materiálu nevhodného<br />
pre dané prevádzkové podmienky;<br />
• vý<strong>sk</strong>ytom materiálových defektov v inak<br />
vyhovujúcom materiáli;<br />
• nedodržaním predpísaných alebo prípustných<br />
prevádzkových podmienok.<br />
Prístupy numerickej analýzy<br />
Numerická analýza MKP (metóda konečných<br />
prvkov) sa využíva pri riešení dvoch<br />
základných okruhov problémov:<br />
• analýza parametrov prevádzkového či neštandardného<br />
namáhania konštrukčného<br />
materiálu (teplotné, napäťové a deformačné<br />
polia), predovšetkým pri hľadaní príčin<br />
prevádzkových havárií, resp. pri hodnotení<br />
bezpečnosti konštrukcie;<br />
• optimalizácia technologických parametrov<br />
rôznych procesov z hľadi<strong>sk</strong>a sprievodných<br />
teplotných, napäťových a deformačných<br />
polí vrátane optimalizácie parametrov zvárania<br />
z hľadi<strong>sk</strong>a mikroštruktúry zvarového<br />
spoja pri opravách a renováciách.<br />
Návrh technológie, vypracovanie postupu<br />
opravy a výber najvhodnejších prídavných<br />
materiálov, s nevyhnutnou podporou materiálovej<br />
analýzy, môže byť kombinovaný s numerickou<br />
simuláciou a optimalizáciou technologických<br />
parametrov procesu. Pre názornosť<br />
je na obr. 3 znázornený príklad numerickej<br />
analýzy pri priváraní tvarovky.<br />
Optimalizácia technologických parametrov<br />
opravného zvaru je v súčasnosti<br />
snáď najatraktívnejšou možnosťou numerickej<br />
simulácie. Charakteristickou črtou<br />
tavných spôsobov zvárania sú lokálnym<br />
ohrevom indukované napäťovo-deformačné<br />
polia a zložité zmeny na úrovni mikroštruktúry,<br />
ktoré modifikujú mechanické vlastnosti<br />
materiálu.<br />
Deformačné polia a nimi indukované polia<br />
zvyškových napätí po zváraní nie je možné<br />
úplne eliminovať. Predstavujú reálne nebezpečenstvo<br />
výraznej distorzie konštrukcie<br />
a spolu s mikroštruktúrnymi zmenami môžu<br />
ovplyvniť i pravdepodobnosť budúcej iniciácie<br />
necelistvosti pri bežnej prevádzke opravovanej<br />
konštrukcie. V extrémnych prípadoch<br />
môže viesť samotná aplikácia opravného<br />
zvaru k iniciácii nových defektov [4, 5].<br />
Experimentálna časť<br />
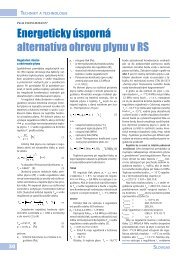
V zmysle technologického postupu (WPS)<br />
sa zváralo na prekládkach vysokotlakových<br />
plynovodov v okolí Bytče. Postup zvárania<br />
bol takýto - pre názornosť pozri obr. 4:<br />
• mechanické očistenie povrchu od nečistôt,<br />
• priloženie tvarovky na určené miesto,<br />
• poduškovanie elektródou OK 53.18,<br />
• nanášanie húseníc elektródami<br />
OK 53.18 / E-B 121.<br />
Teplotný režim (teplota predhrevu a teplota<br />
medzihúsenicová) bol zámerne dodržaný<br />
len na jednej strane miesta privárania tvarovky<br />
na potrubie, aby bol overený vplyv dodržania<br />
jednotlivých teplôt teplotného režimu<br />
z hľadi<strong>sk</strong>a celistvosti zvarových spojov.<br />
Tento zvarový spoj (obr. 4 na tvarovke<br />
vpravo) sa <strong>sk</strong>ladal z dvoch častí. Jedna bola<br />
zváraná tak, že poduškovanie sa robilo elektródou<br />
OK 53.18 a nanášanie húseníc elektródou<br />
E-B 121 (detail na obr. 4 vpravo dole),<br />
1/2006 • Slovgas 21
Novinky z odboru<br />
Potrubie<br />
Bez predhrevu<br />
+ medzihúsenicovej teploty<br />
Tvarovka<br />
Obvodový kútový zvar<br />
Obr. 5 Vzorka S2<br />
S predhrevom<br />
+ medzihúsenicovou teplotou<br />
Zemný plyn<br />
Zemný plyn<br />
OK 5318<br />
E-B 121<br />
Obr. 4 Schematické znázornenie samotného procesu zvárania (pohľad zhora + detaily) [1]<br />
Obr. 6 Vzorka VÚZ<br />
OK 53.18<br />
OK 53.18<br />
a mäkších štruktúr, aj keď v praxi to často<br />
nie je také jednoduché dodržať.<br />
Záver<br />
Experimentálne overenie zvárania tvaroviek<br />
„novými“, tzv. mäkšími prídavnými materiálmi<br />
na plynovody zatiaľ potvrdzuje, že zvarový<br />
spoj dosahuje lepšie mechanické vlastnosti,<br />
ako to bolo v predošlom období pri voľbe<br />
vtedy katalógmi dostupných elektród.<br />
Takisto sa potvrdzuje, že najväčšie chyby<br />
zvarového spoja sa vy<strong>sk</strong>ytujú po nesprávnej<br />
aplikácii teplotného režimu, čiže ak sa zanedbáva<br />
odporúčaná technológia zvárania<br />
(technologický postup zvárania WPS).<br />
Lektor: prof. Ing. Pavol Blaškovitš, DrSc.,<br />
STU, Materiálovo-technologická fakulta<br />
v Trnave<br />
*Ing. Jozef Škybraha, IDOZ Žilina,<br />
doc. Ing. Viliam Leždík, PhD., SPP, a. s.,<br />
prof. Ing. Jozef Meško, PhD., Ing. Vladimír<br />
Rusnačko, Žilin<strong>sk</strong>á univerzita v Žiline<br />
e-mail: j.<strong>sk</strong>ybraha@idoz.<strong>sk</strong><br />
Literatúra<br />
[1] ŠKYBRAHA, J.: Problematika celistvosti pri zváraní<br />
obvodových zvarových spojov s použitím tvaroviek<br />
na vysokotlakovom potrubí [Projekt dizertačnej<br />
práce], Žilina, Strojnícka fakulta 2005, 58 s.<br />
[2] LEŽDÍK, V.: Špecifiká pri zváraní v plynáren<strong>sk</strong>om<br />
priemysle [Habilitačná práca] Žilina, Strojnícka fakulta,<br />
2003, 62 s.<br />
[3] http://www.seps<strong>sk</strong>.<strong>sk</strong><br />
[4] http://www.ibok.<strong>sk</strong><br />
[5] MIČIAN, M. – MEŠKO, J. – PLEVA, J.: The experimental<br />
measuring of the heat input to the base material<br />
at the tungsten inert gas welding. In: 22th International<br />
Colloquium – Construction, Production<br />
and Maintenance of Railway Vehicles. Poland,<br />
2005, s. 227 – 232<br />
Druhá časť zvaru sa robila celá len elektródou<br />
OK 53.18 (detail na obr. 4 vpravo hore).<br />
22<br />
Obr. 7 Vzorka A<br />
Hodnotenie mikroštruktúry<br />
zvarových spojov<br />
Na hodnotenie mikroštruktúry boli vzorky<br />
upravené do požadovaných rozmerov a naleptané<br />
2 % nitalom (vzorka S2) - obr. 5, na<br />
ktorom je znázornená mikroštruktúra zvarového<br />
kovu tvorená acikulárnym feritom (použitý<br />
prídavný materiál OK 53.18). Nebol<br />
dodržaný teplotný režim. Taktiež možno vidieť<br />
začiatok rastu trhliny v koreni zvarového<br />
spoja, pričom rast trhliny je smerom do<br />
potrubia.<br />
Na obr. 6 je fotografia z metalografického<br />
hodnotenia VÚZ. Je na nej znázornená mikroštruktúra<br />
zvarového kovu tvorená martenzitom.<br />
Tu tiež možno vidieť rast trhliny zvarového<br />
spoja, ako aj ďalšie typy defektov,<br />
ako sú póry a vtrúseniny.<br />
Na fotografii z hodnotenia zvarového spoja<br />
vytvoreného elektródou OK 48.00 (pochádza<br />
z práce [2] a je označen á ako vzorka A<br />
- obr. 7) je znázornená mikroštruktúra zvarového<br />
kovu tvorená Widmanstättenovým feritom.<br />
Na fotografii z metalografického hodnotenia<br />
nie sú viditeľné chyby vo zvarovom spoji,<br />
ako to bolo v predchádzajúcich prípadoch.<br />
Teplotný režim pri zváraní bol dodržaný [1].<br />
Z hodnotenia mikroštruktúr, ako aj z hodnotení<br />
tvrdosti zvarového kovu môžeme konštatovať,<br />
že je potrebné predchádzať vzniku<br />
tvrdých štruktúr, ako je bainit, martenzit, prípadne<br />
Widmanstättenový ferit a taktiež je<br />
vhodné voliť mäkšie prídavné materiály, ako<br />
je OK 53.18 alebo kombináciu OK 53.18<br />
a E-B 121.<br />
Zároveň dodržanie predpísaného teplotného<br />
režimu napomáha tvorbu jemnejších<br />
Nór<strong>sk</strong>o kritizuje postoj Veľkej Británie<br />
Nór<strong>sk</strong>o bolo blízko k tomu, aby v novembri<br />
2005 zastavilo dodávky zemného plynu do<br />
Veľkej Británie pre prísne normy na kvalitu plynu<br />
v brit<strong>sk</strong>ých subtermináloch.<br />
Operátor Gassco Thor Otto Lohne pre časopis<br />
European Gas Markets kritizoval aj všeobecný<br />
postoj brit<strong>sk</strong>ého regulátora k normám<br />
plynu, ktorý poškodil brit<strong>sk</strong>ých zákazníkov.<br />
Argument ohľadne špecifikácií je dlhodobý<br />
problém, pretože Veľká Británia má prísnejšie<br />
limity ako väčšina kontinentálnych trhov. Nakoľko<br />
dodávatelia z Európy stoja v rade, aby<br />
zaplnili narastajúcu dodávateľ<strong>sk</strong>o-odberateľ<strong>sk</strong>ú<br />
medzeru, limity sú nežiaducim problémom na<br />
inak atraktívnom trhu.<br />
Podľa T. O. Lohneho je problém hlavne v<br />
tom, že aj keď má Veľká Británia horný národný<br />
limit na Wobbeho indexe, veľa priemyselných<br />
terminálov má svoje normy a mnohé z<br />
nich sú pod týmto národným limitom. Brit<strong>sk</strong>é<br />
normy sú často prísnejšie ako je potrebné a<br />
môžu byť prekážkou pre tok plynu.<br />
(European Gas Markets)<br />
Slovgas • 1/2006