

ÐÐÐÐ¥ÐÐ - Ð¥ÐÐ
ÐÐÐÐ¥ÐÐ - Ð¥ÐÐ
ÐÐÐÐ¥ÐÐ - Ð¥ÐÐ

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
УДК 621.74<br />
В.И. АЛЕХИН, асп. каф. „Литейное производство”, НТУ „ХПИ”,<br />
О.В. АКИМОВ, зав. каф. „Литейное производство”,<br />
канд. техн. наук, НТУ „ХПИ”,<br />
А.П. МАРЧЕНКО, проректор, докт. техн. наук, НТУ „ХПИ”,<br />
А.А. РЕБИК, техн. директор – Главный металлург „Украинская<br />
литейная компания”, г. Харьков<br />
НАУЧНЫЕ МЕТОДЫ МОДЕРНИЗАЦИИ ТЕХНОЛОГИИ<br />
ИЗГОТОВЛЕНИЯ ОТЛИВОК БЛОК-КАРТЕРА ЦИЛИНДРОВ<br />
DAEWOO SENS<br />
Пропонуються наукові методи модернізації технології виготовлення виливок блоку циліндрів,<br />
зокрема живленево-литникової системи, за допомогою комп'ютерного моделювання для<br />
підвищення якості і експлуатаційних властивостей блок-картера циліндрів DAEWOO SENS.<br />
The scientific methods of modernization of technology of making of cylinder blocks’ foundings are<br />
offered, in particular for feed gating system by computer modeling for improving of operating properties<br />
of DAEWOO SENS cylinder block-crankcase.<br />
Введение. На сегодняшний день в Украине многие предприятия,<br />
связанные с литейным производством, изготавливают литые детали ДВС,<br />
используя традиционные методы проектирования и разработки<br />
технологического процесса, хотя в мире имеется большое количество<br />
инженерных и технологических программных продуктов, которые в<br />
значительной степени помогают упростить выполнение конкретно<br />
поставленной технической задачи и за счет этого улучшить качество<br />
выпускаемой продукции.<br />
Раньше на внедрение новых технологических решений требовались<br />
немалые затраты (опытная литейная оснастка, энергоресурсы и т.д.), также<br />
выполнение поставленных задач занимало достаточно большое количество<br />
времени, что становилось экономически невыгодным в условиях реального<br />
производства. На сегодня, при условии использования в литейном<br />
производстве таких компьтерно-интегрированных моделирующих систем как<br />
LVM Flow можно достигнуть достаточной экономической целесообразности,<br />
высокого качества и эксплуатационных свойств литых деталей ДВС, а также<br />
уложиться в строгие временные рамки, требуемые заказчиками.<br />
Настоящая публикация продолжает цикл исследований, выполняемых<br />
на кафедре литейного производства НТУ „ХПИ”, и посвящена<br />
модернизации технологии изготовления чугунных отливок блока<br />
цилиндров, в частности литниково-питающей системы и технологических<br />
параметров при заливке [1,2].<br />
LVM Flow – это пакет прикладных программ компьютерного<br />
моделирования литья. Компьютерное моделирование позволяет проследить<br />
все процессы, происходящие в металле при заполнении формы,<br />
затвердевании, возникновение усадочных дефектов до промышленного<br />
изготовления самих изделий. Уравнения модели решаются методом FDM<br />
(конечных разностей) на регулярной прямоугольной разностной сетке.<br />
Для моделирования блока цилиндров в<br />
этой программе применялись такие данные:<br />
• размер ячейки – 1,996 мм;<br />
• общее количество ячеек – 17.620.200;<br />
• узлов отливки – 607.572;<br />
• разделительное покрытие – толщина<br />
слоя 0,3мм и теплопроводностью 302 Вт/м·К;<br />
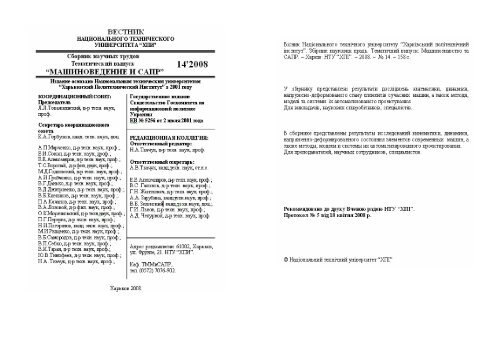
• материал отливки – рис. 1;<br />
• заданная температура заливки –<br />
1400 С°;<br />
• материал формы – фурановая смесь с<br />
начальной температурой 20 С°.<br />
С учетом таких исходных данных было<br />
проведено моделирование, описанное в<br />
предыдущей статье [2], в результате которого<br />
выявились места возможного происхождения<br />
дефектов усадочного характера.<br />
Для устранения таких дефектов было<br />
принято решение о модернизации<br />
существующей литниковой системы (рис. 2, а).<br />
Как показали результаты моделирования<br />
(рис. 2, в), литниковая система заполнялась не<br />
полностью, что приводило к снижению<br />
работоспособности питателей (использовалась<br />
не вся рассчитанная площадь) при заполнении<br />
формы металлом.<br />
Представленное на рис. 2, в и 2, д течение<br />
Рис. 1. Химический состав и<br />
физические параметры<br />
сплава<br />
металла в форме приводит к уменьшению скорости подъема металла, в<br />
результате чего образуются корки, содержащие обычно окислы и включения.<br />
В дальнейшем корка прижимается к поверхности формы жидким металлом<br />
(рис. 2, в), происходит прорыв с образованием газовых пузырей и<br />
неметаллических включений. Также при анализе моделирования процесса<br />
заливки, можно сделать вывод, что в начальной стадии струя металла бьет в<br />
стержень, размывает его, приводя к засорам и изменению геометрических<br />
размеров.<br />
В модернизированной литниковой системе (рис. 2, б) был разделен<br />
питатель. В результате было получено более равномерное распределение<br />
температуры при охлаждении металла в форме, благодаря этому опасность<br />
получения усадочных раковин и усадочной рыхлоты в отливке значительно
уменьшилась. Также модернизированная литниковая система стала<br />
обеспечивать более равномерное по всей полости формы заполнение, что<br />
уменьшило вероятность разбрызгивания, образования заплесков. Струя<br />
металла не попадает в торец стержня, тем самым не разрушает его.<br />
Для проверки проведенного моделирования в LVM Flow и проведения<br />
дальнейших исследований после незначительных упрощений и сглаживания<br />
относительно малых поверхностей была созданана пространственная<br />
конечно-элементная (КЭ) модель отливки блока цилиндров в ANSYS<br />
Workbench 11SP1, включающая 911152 узлов и 577648 конечных элементов<br />
тетраэдальной формы (рис. 3).<br />
а<br />
б<br />
в<br />
г<br />
Рис.3. Конечно-элементная модель блок-картера ДВС<br />
Выводы. Таким образом, моделирование процесса заливки в программе<br />
LVM Flow показало, что применение модернизированной литниковой<br />
системы уменьшило вероятность появления дефектов усадочного характера,<br />
засоров от неметаллических и оксидных включений, а также разрушения<br />
стержня струей заливаемого металла. Применение модернизированной<br />
литниковой системы при изготовлении отливки блок-картера цилиндров ДВС<br />
позволит достичь высокого качества и эксплуатационных свойств готовой<br />
детали.<br />
д<br />
Рис. 2. Примеры литниковых систем и их заполнения металлом<br />
е<br />
Список литературы: 1. Акимов О.В. Компьютерное моделирование фазового перехода и<br />
остывания отливки блок-картера двигателя СМД // Вестник ХГПУ. – Харьков, ХГПУ, 1999. –<br />
Вып.75. – С.65-73. 2. Алехин В.И., Акимов О.В., Марченко А.П. Компьтерно-интегрированное<br />
моделирование литейных процессов в блоке цилиндров Daewoo Sens // Вестник НТУ „ХПИ”.<br />
Тем. вып.: Машиноведение и САПР. – Харьков: НТУ „ХПИ”, 2008. – Вып.2. – С.3-7.<br />
УДК 621.744<br />
Поступила в редколлегию 03.04.2008
И.В. АРТЕМОВ, гл. конструктор, В.А. ШКОДА, нач. бюро,<br />
канд. техн. наук, ОАО „Головной специализированный<br />
конструкторско-технологический институт”, г. Мариуполь<br />
АНАЛИЗ КОНСТРУКЦИЙ УСТАНОВОК ДЛЯ СРЕЗКИ<br />
ИЗЛИШКОВ СМЕСИ С ЛИТЕЙНЫХ ПОЛУФОРМ<br />
У статті наведений аналіз різних конструкцій машини зрізки надлишок суміші для формувальних<br />
ліній. Розглянуті принципи роботи цих пристроїв, а також можливість застосування їх залежно<br />
від розмірів опок і щільності формувальної суміші. Дана робота проводиться з метою створення<br />
оптимальної конструкції машин зрізки надлишків суміші для автоматизованої формувальної лінії<br />
крупного вагонного литва.<br />
The article introduces the analysis of different designs of surplus blend cutting machines for molding<br />
lines. Principles of these devices operation are examined as well as possibility of using ones subject to<br />
flask size and sand density. The purpose of this work is to create the optimal design of surplus blend<br />
cutting machine for automated molding line of large-size car cast.<br />
Введение. Как известно, при изготовлении полуформ в<br />
литейном производстве любыми методами (встряхиванием,<br />
прессованием и т.п.) очень сложно рассчитать требуемый для<br />
данной опоки объем формовочной смеси, который бы после ее<br />
уплотнения занял идеально объем опоки, то есть вошел строго по<br />
разъему формы. Загрузка в опоку меньшего количества смеси<br />
приведет к расположению верха формы ниже плоскости разъема,<br />
что недопустимо. Поэтому при выполнении операции формовки<br />
стараются загрузить излишек смеси, который после уплотнения<br />
даст некоторое возвышение над плоскостью опоки и которое<br />
перед сборкой формы нужно срезать. При этом при производстве<br />
крупногабаритного литья и высота излишка смеси, и площадь<br />
среза достигают значительных величин. А для форм,<br />
изготовленных прессованием смеси под высоким удельным<br />
давлением, требуются особенно значительные усилия среза,<br />
поэтому вопрос выбора или создания оптимальных конструкций<br />
установок для срезки излишков смеси приобретает важное<br />
значение.<br />
Состояние проблемы. К настоящему времени известен ряд<br />
конструкций установок. Операцию срезки производят<br />
резцовыми, скребковыми, фрезерными и другими механизмами<br />
[1].<br />
На комплексно-механизированной линии изготовления<br />
форм фирмы „Sulzer” (Швецария), производящей отливки<br />
среднего развеса в опоках до 2000х1500 (мм) с набивкой их<br />
пескометом, излишек смеси срезается шнеком, с которым<br />
соединено устройство, определяющее высоту опоки и<br />
регулирующее положение шнека по высоте. При этом<br />
полуформа продвигается под шнеком приводными роликами<br />
рольганга [2]. Однако, шнек может выдержать сравнительно<br />
небольшое окружное усилие и применяется в данном случае изза<br />
небольшой плотности набивки формы, производимой<br />
пескометом.<br />
Спроектировано устройство [3]<br />
для удаления излишков формовочной<br />
смеси, совмещенное с механизмом<br />
подпрессовки, которое работает<br />
следующим образом (рис.1).<br />
В начале цикла каток 15<br />
расположен на краю стола 1 перед<br />
опокой 11. Ролики 6 находятся в<br />
крайнем левом положении на верхних<br />
ветках направляющих 5 (положение<br />
роликов 6 показано штриховыми<br />
линиями), а корпуса 9 с<br />
прикрепленным к ним скребком 10 –<br />
в крайнем верхнем положении<br />
относительно стоек 8. После<br />
окончания уплотнения формовочной<br />
смеси в опоке встряхиванием на<br />
формовочной машине 12 включается<br />
пневмоцилиндр 2 и вилкой 14<br />
перемещает на опоку и далее в<br />
Рис.1 Устройство для<br />
удаления излишка<br />
формовочной смеси с<br />
опоки:<br />
1 – стол, 2 – пневмоцилиндр,<br />
3 – подвижные части<br />
направляющих, 4 – шарниры,<br />
5 – направляющие, 6 – ролики,<br />
7 – тяги, 8 – стойки, 9 –<br />
корпуса, 10 – скребок, 11 –<br />
опока,<br />
12 – формовочная машина,<br />
противоположный ее конец каток 15, уплотняющий верхний<br />
слой формовочной смеси. Одновременно перемещаются вперед<br />
ролики 6 по верхним веткам направляющих 5, достигая крайнего
правого положения, опускают ось 13, связанные с ней тягами 7<br />
корпуса 9 и прикрепленный к ним скребок 10, приближая его к<br />
верхнему уровню опоки. Шток пневмоцилиндра 2 перемещается<br />
в обратную сторону, возвращая назад каток. При этом ролики 6<br />
опускаются на нижние ветки направляющих 5, опуская через ось<br />
13, тяги 7 и корпуса 9 скребок на опоку 11. Перемещаясь назад<br />
(в крайнее левое положение) со всей системой, скребок удаляет<br />
излишки формовочной смеси, выступающие над опокой. При<br />
попадании катка 15 в первоначальное положение ролики 6<br />
упираются в подвижные части 3 направляющих 5, поворачивают<br />
их вокруг шарниров 4 и оказываются выше подвижных частей 3,<br />
благодаря чему последние под собственной массой опускаются в<br />
первоначальное положение. Цикл закончен, и механизм<br />
подготовлен к дальнейшей работе.<br />
При износе рабочей части скребка его можно опускать,<br />
используя крепление к корпусам 9 болтами через<br />
эллипсообразные пазы в верхней части. Перемещение корпусов<br />
по стойкам 8 можно конструктивно выполнять любым способом.<br />
Предложенный вариант (с помощью роликов) требует меньшей<br />
точности при изготовлении. Для облегчения подъема роликов 6<br />
по наклонным частям направляющих угол наклона желателен<br />
≤30°, что потребует меньшего усилия для перемещения всей<br />
системы. Данное устройство приемлемо для срезки<br />
незначительно уплотненной смеси.<br />
На рис. 2 показано устройство срезки излишков формовочной<br />
смеси другого типа [4]. Устройство срезки излишков<br />
формовочной смеси содержит верхнюю раму 1, нижнюю раму 2,<br />
связывающие их две пары одинаковых шарнирных тяг 3,<br />
расположенных под одним углом к горизонту, клиновидный нож<br />
4, две пары направляющих роликов 5, расположенных с<br />
возможностью перемещения по контрладу полуформы 5 (рис. 2, а<br />
и 2, б), разрезающие ножи 7, расположенные между острием и<br />
торцами клиновидного ножа 4, отвальные ножи 8, расположенные<br />
у торцов устройства перед направляющими роликами 5,<br />
прижимное амортизирующее устройство 9, выполненное в виде<br />
двух пружин 10 сжатия (рис. 2, в), расположенное за тыльной<br />
стороной клиновидного ножа 4, причем торцы пружин 10<br />
опираются на сферические шайбы 11. Клиновидный нож 4,<br />
кронштейны 12 направляющих роликов 5, разрезающие ножи 7,<br />
отвальные ножи 8, нижние сферические шайбы 11 закреплены на<br />
нижней раме 2, а верхние сферические шайбы 11 закреплены на<br />
верхней раме 1.<br />
а<br />
А-А<br />
в<br />
Рис.2. Устройство срезки излишков<br />
формовочной смеси<br />
Нижние кромки ножей 4, 7 и 8 и нижние образующие<br />
роликов 5 расположены на одном уровне, который установлен<br />
на несколько миллиметров ниже контрлада полуформы 6 с<br />
целью компенсации неточностей изготовления опок по высоте.<br />
Установка уровня производится с помощью болтов-гаек 13,<br />
проходящих через отверстие в сферических шайбах 11 и через<br />
внутренние полости пружин 10.<br />
В-В<br />
б
Устройство срезки излишков формовочной земли работает<br />
следующим образом. При движении полуформы 6 ее контрлад<br />
наезжает на ролики 5. При этом подвижная рама 2, ножи 4, 7 и 8,<br />
тяги 3, нижние сферические шайбы 11 поднимаются, совершая<br />
плоскопараллельное перемещение. Сферические шайбы не дают<br />
пружинам 10 перекашиваться и испытывать дополнительную<br />
нагрузку. Отвальные ножи 8 очищают контрлад полуформы 6,<br />
по которому перемещаются<br />
ролики 5. Разрезающие поля 7,<br />
врезаясь в опрессованную массу<br />
земли, разрыхляют ее и<br />
способствуют снижению нагрузки<br />
на клиновидный нож 4, который<br />
рассекает и отбрасывает излишки<br />
формовочной земли с полуформы<br />
6. Отвальные ножи 8, очищая<br />
контрлад полуформы, также<br />
снижают нагрузку на<br />
клиновидный нож.<br />
Рис.3. Устройство срезки смеси,<br />
смонтированное на прессовой<br />
формовочной машине<br />
Рассмотренное устройство<br />
приемлемо для срезки сильно уплотненной смеси, но для опок<br />
сравнительно небольших размеров. Имеются сведения об<br />
установке для срезания излишка смеси в опоке, которое<br />
располагается прямо на плите прессовой формовочной машины<br />
[5]. Основным элементом устройства является планка 1 (рис. 3),<br />
которая крепится к прессовой плите 2 с помощью кронштейнов<br />
3 и валиков 4, 5. Планка 1<br />
может перемещаться в<br />
вертикальном направлении по<br />
валикам 5. Давление планки<br />
регулируется пружинами 6.<br />
Данное устройство может<br />
применяться для срезки смеси<br />
с полуформ сравнительно<br />
небольшого размера.<br />
Рис. 4. Каретка установки для срезки<br />
излишков смеси фирмы „Kunkel<br />
Wagner” (Германия):<br />
1 – корпус каретки, 2 – направляющие<br />
катки, 3 – нож грубой очистки,<br />
Имеются предложения по усовершенствованию<br />
конструкции устройств с установкой ножа не стационарно, а<br />
поворотно относительно оси, параллельной плоскости опоки [6],<br />
[7], что позволяет срезать смесь заподлицо с плоскостью опоки.<br />
Наиболее удачной является конструкция установки для<br />
срезки излишков смеси, созданной фирмой „Kunkel Wagner”<br />
(Германия). Основным ее узлом (рис. 4) является мост, который<br />
перемещается по рельсовому пути перпендикулярно рольгангу,<br />
по которому полуформа от формовочного автомата<br />
транспортируется к следующей позиции автоматической линии.<br />
Перемещение моста осуществляется от гидравлического<br />
цилиндра Ø 140 мм.<br />
На мосту в разных его концах (по ходу движения) расположены<br />
ножи грубой 3 и тонкой очистки 4, установленные зеркально по<br />
отношению друг к другу. Лезвие ножа грубой очистки расположено<br />
на высоте 10 мм от верхней плоскости опоки. Нож тонкой очистки<br />
имеет механизм вертикального перемещения. При ходе моста<br />
„вперед” работает нож грубой очистки, при этом нож тонкой очистки<br />
поднят и не участвует в процессе очистки. При ходе „назад” нож<br />
тонкой очистки опускается на кромку опоки и производит<br />
окончательную операцию очистки. Так как производится срезка<br />
смеси с крупногабаритных полуформ, в узлах ножей возникают<br />
большие усилия, которые передаются мосту, воздействуя на<br />
подшипниковые узлы его катков, вызывая их повышенный<br />
износ.<br />
Выводы. Анализ конструкций установок для срезки<br />
излишков смеси позволяет установить следующее:<br />
1. В качестве рабочего органа установки при срезе сильно<br />
уплотненной смеси используют фрезы и резцы (ножи), при<br />
менее уплотненной смеси – скребки, шнеки.<br />
2. В процессе срезки в рабочем органе возникают<br />
значительные усилия, которые предаются другим узлам<br />
установки. При этом в случае срезки сильно уплотненной смеси<br />
и по значительной площади опоки имеет место быстрый износ<br />
несущих узлов установки.
3. К настоящему времени в технической литературе<br />
отсутствуют научно обоснованные расчеты и рекомендации по<br />
созданию оптимальных конструкций установок для срезки<br />
излишков смеси.<br />
Список литературы: 1. Немировский Р.Г. Автоматические линии литейного производства. –<br />
Киев-Донецк: Вища школа, 1981 – 59 с. 2. Комиссаров В.А., Рыльков Я.М., Серебреков В.В.<br />
Автоматическое литейное оборудование и приборы контроля швейцарских фирм. – М.:<br />
НИИМАШ, серия C-IV, 1971. 3. Волковичер Л.С., Клецкин Б.Э., Шелгаева А.В. и др. Устройство<br />
для удаления излишка формовочной смеси с опоки //Литейное производство. – 2001. –№ 1. – 29<br />
с. 4. Устройство удаления излишков формовочной смеси: А.С. 1294458. СССР. МКИ В22С 9/18;<br />
Г.М.Агузумцян, В.С.Шуляк, В.И.Никитин, Ю.М.Чудновский – № 3905375/22-02; Заявл. 6.06.85;<br />
Опубл. 07.03.87; Бюл. № 9. – 3 с. 5. Пат. 146252 Чехословакия, МКИ В22615/10, Zarizeni pro<br />
zarovnaya jormavaci smecsi ve formovacin ramu u slevarenskeno stroje jormujicino strasanim. Заявл.<br />
04.05.69, опубл. 15.11.72. 6. Устройство для срезки излишков смеси после ее уплотнения: А.С.<br />
376159. СССР МКИ В22С 9/18, Астахов В.Н., Беляев Н.Н., Гончаров И.К., Чесноков Н.П. - №<br />
1640917/22-2; Заявл. 01.04.71, Опубл. 24.05.73. Бюл. № 17. – 26 с. 7. Устройство для срезания<br />
излишка смеси с форм: А.С. 863147. СССР. МКИ В22С 9/18 Пащенко Л.И. - № 2707407/22-02,<br />
Заявл. 04.01.79, Опубл. 04.01.79, Бюл. № 34. – 2 с.<br />
УДК 621.73.043.011<br />
Поступила в редколлегию 07.04.2008<br />
В.А. БОГУСЛАЕВ, проф. каф. техн. механики,<br />
М.Н. БАГМЕТ, доц. каф. техн. механики, Харьковский<br />
аэрокосмический университет им. Жуковского „ХАИ”, г.<br />
Харьков,<br />
О.В. ПОКАТОВ, инж., В.А. МАТЮХИН, инж., Харьковский<br />
машиностроительный завод „ФЭД”<br />
КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ ГИБКИ<br />
У статті визначено обмеження при використанні процесу згинання, такі як утонення і стовщення<br />
стінок, овальність перетину та висота складок, що з'являються на стиснутій стороні при згинанні труб.<br />
In the article the limitations are determined at the use of bending process, such as necking and thickening of<br />
walls, ovalness of crossing and height of folds which appears in compressed side at pipes bending.<br />
Введение. Минимально допустимые радиусы изгиба труб<br />
зависят от механических свойств металла, от величины<br />
допустимого утонения стенок, от угла изгиба, а также от<br />
допустимой величины волн на вогнутой стороне и допустимой<br />
овальности, что находится в зависимости от тех мер, которые<br />
принимаются для предотвращения потери устойчивости стенки и<br />
развития овальности. Изделия различного назначения имеют<br />
ограничения по различным параметрам; например, на изогнутых<br />
трубопроводах, работающих в условиях вибрационных нагрузок,<br />
не допускается волнистость, так как это приводит к концентрации<br />
напряжений. На трубопроводах высокого давления, работающих в<br />
статических условиях, опаснее чрезмерное утонение; во многих<br />
случаях на трубах необходимо после гибки сохранить площадь<br />
внутреннего отверстия, чтобы не уменьшать проходное сечение, и<br />
тогда необходим строгий допуск на овальность. Для<br />
трубопроводов, работающих при высоких температурах, весьма<br />
нежелательна разностенность. Однако во всех случаях<br />
перечисленные требования предъявляются совокупно, и по всем<br />
параметрам ставятся довольно жесткие допуски, выполнение<br />
которых находится в прямой зависимости от величины радиуса и<br />
от освоения операции гибки; иногда поставленный на чертеже без<br />
особого обоснования малый размер радиуса вызывает очень<br />
большие затруднения на производстве по внедрению новых<br />
изделий и влечет за собой массовый брак.<br />
1. Постановка задачи и цель исследования. Минимальный<br />
радиус гибки труб может назначаться в зависимости от<br />
предельных степеней деформаций растяжения или сжатия,<br />
которые совершаются при формоизменении заготовки; в<br />
зависимости от деформации могут быть ограничения по<br />
утонению стенок или по величине перепада толщин стенок.<br />
Могут быть также ограничения по овальности или по высоте<br />
складок, появляющихся на сжатой стороне. Разберем каждое из<br />
этих ограничений отдельно.<br />
2. Утонение и утолщение стенок. Утонение стенок трубы<br />
происходит на выпуклой стороне изделия вследствие<br />
значительных тангенциальных деформаций. Если принять, что<br />
диаметр трубы не изменяется и выполняется гипотеза плоских<br />
сечений, то тангенциальная деформация на крайнем наружном и<br />
крайнем внутреннем волокнах стенки заготовки будет<br />
соответственно равна<br />
δ<br />
н<br />
d<br />
н d<br />
= ;<br />
в<br />
δв<br />
= . (1)<br />
2ρ<br />
2ρ
dн − dв<br />
S S<br />
Разность между этими деформациями будет равна = = ,<br />
2ρ<br />
2ρ<br />
2ρ<br />
где S и ρ – относительная толщина стенки и относительный радиус изгиба<br />
трубы (отнесенные к диаметру). При относительных толщинах стенки<br />
S = 10% и ρ = 5 разность деформаций не превышает 1 %, что составляет<br />
10 % от общей деформации, определяемой уравнениями (1); при больших<br />
радиусах разность деформаций будет еще меньше. Поэтому тангенциальную<br />
деформацию по толщине стенки можно принять равномерной и равной<br />
dср<br />
dн<br />
− S<br />
δ = =<br />
2ρ<br />
2ρ<br />
o<br />
. (2)<br />
При условии, что диаметр заготовки не изменяется,<br />
тангенциальная деформация из условия постоянства объема<br />
будет равна деформации в направлении толщины, которая, в<br />
свою очередь, может быть выражена уравнением<br />
S0<br />
− Smin<br />
δ = . (3)<br />
S0<br />
Из равенства (2) и (3) минимальная толщина стенки после<br />
деформации будет равна<br />
⎛ 1−<br />
S0<br />
⎞<br />
S min = S0⎜1−<br />
⎟ , (4)<br />
⎝ 2ρ<br />
⎠<br />
или в относительных величинах<br />
⎛ 1−<br />
S 0 ⎞<br />
S min<br />
= S0⎜1−<br />
⎟ . (5)<br />
⎝ 2ρ<br />
⎠<br />
Из тех же предпосылок максимальная толщина стенки в сжатой зоне при<br />
условии отсутствия потери устойчивости определяется из уравнения<br />
−<br />
⎛ ⎞<br />
⎜ 1−<br />
S 0 ⎟<br />
S min = S0<br />
⎜<br />
1+<br />
2ρ<br />
⎟ . (6)<br />
⎝ ⎠<br />
Из уравнения (5) может быть определен минимальный<br />
относительный радиус изгиба при условии, если назначена<br />
минимально допустимая толщина стенки трубы:<br />
1−<br />
S 0<br />
ρmin<br />
= . (7)<br />
⎛ S ⎞<br />
⎜ −<br />
min<br />
2 1<br />
⎟<br />
⎝ S0<br />
⎠<br />
Так, если допускаемое<br />
утонение должно<br />
составлять 10%, то при<br />
относительной толщине<br />
5% минимальный<br />
относительный радиус<br />
будет равен ρ<br />
min<br />
= 4,5; если<br />
утонение допускается<br />
Рис. 1. Зависимость толщины стенки 20%, то ρ<br />
min<br />
= 2,5.<br />
от радиуса изгиба трубы<br />
На рис. 1 показана<br />
зависимость изменения толщин стенок изделий от<br />
относительного радиуса и исходной толщины стенки заготовки.<br />
Из этого графика можно определить допустимые радиусы изгиба<br />
в зависимости от утонения стенок или от перепада толщин; из<br />
графика также видно, что относительная толщина заготовки<br />
сравнительно мало влияет на утонение и утолщение стенок.<br />
3. Овальность сечения. Овальность трубы, которая<br />
образуется при гибке, уменьшает площадь проходного сечения и<br />
момент инерции относительно нейтральной оси. Допуски на<br />
овальность для трубопроводов различного назначения лежат в<br />
пределах от +2% до +8% диаметра.<br />
Овальность развивается не только в тех местах, где к<br />
заготовке прикладывается сосредоточенная сила, которая<br />
стремится смять трубу, но и в тех случаях, когда изгиб<br />
производится чистым моментом, т.е. когда изгибающий момент<br />
по длине заготовки постоянен и она принимает одинаковую<br />
кривизну на всех участках.Образование овальности происходит<br />
в силу специфики механизма деформирования, будь то чистый<br />
изгиб или изгиб поперечной силой.<br />
На рис. 2 показан элемент трубы в промежуточной стадии ее<br />
изгиба. Напряжения растяжения и сжатия, неравномерные по<br />
высоте сечения, заменены соответственно силами N и Q и<br />
изгибающим моментом М. Проекции сил N и Q на ось дают
составляющие, направленные навстречу друг другу (их сумма<br />
равна нулю) перпендикулярно оси заготовки. Эти поперечные<br />
силы Р производят вредную деформацию, в результате чего<br />
сечение трубы сплющивается, превращаясь из круглого в<br />
овальное. В общем случае деформация сечения будет тем<br />
больше, чем больше силы N и Q, которые, в свою очередь, могут<br />
увеличиваться с увеличением кривизны изгибаемой заготовки.<br />
Из практики известно, что чем меньше относительный радиус<br />
изгиба, тем большую овальность приобретает заготовка. Силы N<br />
и Q образуют изгибающие моменты, которые направлены на<br />
уменьшение кривизны сечения трубы на участках, наиболее<br />
удаленных от нейтрального слоя.<br />
Форму сечения трубы после гибки можно описать<br />
уравнением<br />
Рис. 2. Схема действия<br />
поперечных сил в<br />
процессе гибки<br />
r 1 =r н +C cos2ϕ,<br />
(8)<br />
где r н – начальный<br />
наружный радиус трубы;<br />
C⋅cos2ϕ – величина<br />
радиального перемещения<br />
срединной поверхности<br />
трубы от начального<br />
положения.<br />
Перемещение при<br />
ϕ = π / 4 меняет знак и,<br />
следовательно, в<br />
плоскости изгиба диаметр трубы уменьшается. Из рассмотрения<br />
работы внутренних сил Ю.Н. Алексеев определил значение С:<br />
⎪<br />
⎧⎛<br />
⎞ ⎪<br />
⎫ ⎛<br />
2 2<br />
3σ<br />
⎞<br />
⎜<br />
ρ<br />
⎨<br />
⎜<br />
s<br />
⎟ S<br />
C = 1+<br />
r ⎬ + ⎟<br />
ср / 1 1,5 . (9)<br />
⎜ ⎟<br />
4<br />
⎪⎩ ⎝<br />
П<br />
⎠ ⎪⎭ ⎝<br />
rср<br />
⎠<br />
С учетом уравнения (9) минимальный и максимальный<br />
радиусы сечения трубы будут равны соответственно<br />
• при ϕ = π / 2<br />
• при ϕ = 0<br />
r<br />
min<br />
⎛ 3 ⎞<br />
⎜<br />
σs<br />
1+<br />
⎟r<br />
П<br />
= rн<br />
−<br />
⎝ ⎠<br />
2 2<br />
S ρ<br />
1+<br />
1,5<br />
r<br />
4<br />
ср<br />
ср<br />
r<br />
max<br />
⎛ 3 ⎞<br />
⎜<br />
σs<br />
1+<br />
⎟rср<br />
П<br />
= rн<br />
+<br />
⎝ ⎠ ,<br />
2 2<br />
S ρ<br />
1+<br />
1,5<br />
r<br />
или, выражая вес через диаметры и относительные величины,<br />
наименьший (d min ) и наибольший (d max ) размеры осей овального<br />
сечения трубы после изгиба определяются уравнениями<br />
⎛ 3σ<br />
⎞⎛<br />
⎞<br />
⎜<br />
s<br />
⎟ d −<br />
⎜<br />
н S<br />
d<br />
⎟<br />
min<br />
= dн − 1+<br />
2 2<br />
, (10)<br />
⎝<br />
П<br />
⎠⎝1+<br />
24S<br />
ρ ⎠<br />
⎛ 3σ<br />
⎞⎛<br />
⎞<br />
⎜<br />
s<br />
⎟ d −<br />
⎜<br />
н S<br />
d<br />
⎟<br />
max<br />
= dн + 1+<br />
2 2<br />
. (11)<br />
⎝<br />
П<br />
⎠⎝1+<br />
24S<br />
ρ ⎠<br />
Анализ уравнений (10) и (11) показывает, что для данного<br />
материала и определенных размеров заготовки овальность<br />
увеличивается с уменьшением относительного радиуса.<br />
На рис. 3 показан график изменения меньшего диаметра<br />
овала трубы в зависимости от радиуса изгиба и размеров сечения<br />
заготовки для алюминиевого сплава АМгМ. Имеется в виду, что<br />
развитию овальности не оказывается противодействия, т.е. гибка<br />
производится без наполнителя; кроме того, на графике не<br />
учитывается овальность, которая может быть получена от<br />
сосредоточенного давления на трубу пуансона или матрицы.<br />
Исходя из уравнения (9), можно определить минимальный<br />
радиус изгиба по заданному допуску на овальность, которая<br />
может быть<br />
охарактеризована<br />
разностью d н и d min ;<br />
минимальный<br />
относительный<br />
радиус будет равен<br />
ρ<br />
min<br />
4<br />
ср<br />
( 1+<br />
3σ<br />
/ П)<br />
⎛ dср<br />
s<br />
= ⎜<br />
⎜<br />
⎝<br />
dн<br />
− d min<br />
. (12)<br />
В тех случаях,<br />
⎞ 1<br />
−1⎟<br />
⎟<br />
⎠ 24S<br />
Рис. 3. Зависимость размера малой оси овала трубы<br />
от радиуса изгиба материал – сплав АМгМ
когда овальность при изгибе по данному радиусу выходит за<br />
пределы допуска, гибку производят с наполнителем, который<br />
заполняет внутреннюю полость заготовки и сообщает<br />
дополнительную жесткость сечению. В качестве наполнителя чаще<br />
всего применяется сухой мелкий песок, реже – жидкость, канифоль<br />
или легкоплавкие металлы и сплавы.<br />
В специальных приспособлениях и на станках гибку часто<br />
производят со стальной оправкой (дорном) или гибкой оправкой,<br />
вставленной во внутрь трубы. Если овальность лишь<br />
незначительно превышает допустимую, то гибка может<br />
производиться без наполнителя, а затем овальность устраняется<br />
калибровкой стальными шариками; диаметр последнего,<br />
калибрующего шарика должен быть равен внутреннему диаметру<br />
изделия. Шарики могут проталкиваться или протаскиваться через<br />
внутреннюю полость трубы в штампе или в специальном<br />
приспособлении. Наполнитель или калибровка шариками<br />
уменьшают или предотвращают полностью также гофры или<br />
волны, возникающие на вогнутой стороне трубы от потери<br />
устойчивости стенки.<br />
Заключение. Следует отметить, что сравнительно большое<br />
изменение толщин стенок позволяет назначать значительное<br />
формоизменение заготовки. Так, для трубопроводов низкого и<br />
среднего давления допускается утонение от 15% до 25%, что дает<br />
возможность изгибать трубу по радиусу, равному двум диаметрам.<br />
Однако потеря устойчивости и искажение сечения заготовок, особенно<br />
тонкостенных, делает такое формоизменение трудно осуществимым в<br />
производственных условиях; обычно радиус изгиба меньше 2,5-3<br />
диаметров допускается редко. Образование овальности происходит в<br />
силу специфики механизма деформирования трубы.<br />
УДК 539.3<br />
Поступила в редколлегию 08.04.08<br />
Г.Д. ГРИЦЕНКО, проф. каф. ТММиСАПР, канд. техн. наук,<br />
А.В. ТКАЧУК, канд. тех. наук, ст. науч. сотр. каф. ЭИКТ,<br />
Н.А. ТКАЧУК, докт. техн. наук, зав. каф. ТММиСАПР,<br />
Е.В. ПЕЛЕШКО, мл. науч. сотр. каф. ТММиСАПР, НТУ „ХПИ”,<br />
С.Т.БРУЛЬ, Начальник Центрального бронетанкового управления<br />
Вооружения Главного управления логистики Командования сил<br />
поддержки Вооруженных Сил Украины, г. Киев,<br />
А.В. ЛИТВИНЕНКО, вед. инж. проекта, ОАО „Головной<br />
специализированный<br />
конструкторско-технологический институт”, г. Мариуполь<br />
ПРИМЕНЕНИЕ СПЕЦИАЛИЗИРОВАННЫХ СИСТЕМ<br />
АВТОМАТИЗИРОВАННОГО АНАЛИЗА И СИНТЕЗА<br />
СЛОЖНЫХ МЕХАНИЧЕСКИХ КОНСТРУКЦИЙ:<br />
ОПРЕДЕЛЕНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО<br />
СОСТОЯНИЯ И ОБОСНОВАНИЕ ПАРАМЕТРОВ<br />
Запропоновано метод визначення раціональних параметрів елементів складних механічних систем<br />
на прикладі корпусів легкоброньованих машин. Наведено об’єкти застосування інтегральних схем<br />
досліджень. Описані просторові моделі корпусу БТР-94Б в середовищі Pro/ENGINEER та ANSYS.<br />
It is proposed method for the determination of rational parameters of the complicated mechanical<br />
systems elements. The objects for application of the integral scheme are presented. 3D BTR-94В hull<br />
models (Pro/ENGINEER and ANSYS) are described.<br />
Введение. Современные компьютерные программно аппаратные<br />
комплексы позволяют резко интенсифицировать процессы проектирования,<br />
исследования и технологической подготовки производства новых изделий с<br />
высокими техническими характеристиками. При этом на этапе моделирования<br />
физико-механических характеристик, протекающих в процессе эксплуатации<br />
или применения сложных машиностроительных конструкций очень высокие<br />
требования предъявляются к точности и адекватности создаваемых численных<br />
моделей, к возможностям программного обеспечения и к вычислительным<br />
ресурсам. В связи с этим для решения таких сложных задач привлекается,<br />
например, компьютерные кластеры с установленными мощными системами<br />
CAD/CAM/CAE типа Pro/ENGINEER, CATIA, UG, ANSYS, NASTRAN и др.<br />
При этом этап разработки моделей, в частности для исследования напряженнодеформированного<br />
состояния (НДС) с учетом различного вида нелинейностей,<br />
нестационарных или связанных термо-упругих задач, является узким местом во<br />
всей цепочке исследований. Он требует много времени, затрат труда<br />
высококвалифицированных исследователей, а также страдает отсутствием<br />
технологии сквозной параметричности, широкой ассоциативности моделей,<br />
бесконфликтности форматов представления данных при передаче из одной<br />
системы автоматизированного проектирования, изготовления и исследования –<br />
в другую. Это противоречие между потенциально широкими и глубокими<br />
возможностями универсальных CAD/CAM/CAE-систем и оперативными<br />
потребностями практики формирует актуальную и важную задачу создания<br />
теоретических основ методологии, свободной от отмеченных выше<br />
недостатков. Решению этой проблемы на примере исследования напряженно-
деформированного состояния и синтеза корпусов легкобронированных машин<br />
(ЛБМ) по критериям прочности, жесткости и минимальной массы посвящена<br />
данная статья.<br />
1. Общие подходы к постановке задачи и схемам<br />
исследования напряженно-деформированного состояния<br />
элементов сложных механических систем на примере<br />
корпусов легкобронированных транспортных средств. В<br />
вооруженных силах большинства армий мира в настоящее время<br />
преобладает тенденция все более широкого применения<br />
легкобронированных транспортных средств. При этом перед<br />
проектировщиками данной техники возникают задачи выбора<br />
рациональных конструктивных схем и параметров,<br />
обеспечивающих требуемый уровень большого количества<br />
технических характеристик. Одними из основных являются<br />
прочностные, жесткостные и динамические параметры<br />
корпусов, являющихся основными силовыми элементами,<br />
замыкающими на себе действующие статических, динамических<br />
и импульсных нагрузок (как внешних, так и внутренних, в<br />
зависимости от источника воздействия). Это вынуждает<br />
проводить анализ напряженно-деформированного состояния<br />
корпусов легкобронированных машин как элементов сложных<br />
механических систем [1-4].<br />
Кроме того, при определении напряженно-деформированного состояния<br />
корпусов ЛБМ с целью рационального выбора их конструктивных параметров<br />
для обеспечения высоких технических характеристик необходимо учитывать:<br />
сложность геометрической формы корпуса, который обычно представляет собой<br />
пространственную конструкцию, состоящую из множества пластин, стержней,<br />
массивных элементов; сложность ЛБМ как механической системы<br />
взаимодействующих систем, узлов и агрегатов; многообразие режимов<br />
эксплуатации и условий применения; возможность широкой модернизации<br />
исследуемого объекта (с установкой новых типов силового агрегата,<br />
трансмиссии, ходовой части).<br />
Все перечисленные факторы в совокупности приводят к формулировке<br />
исходной задачи как пространственной задачи для механической системы<br />
сложной структуры при воздействии на нее в общем случае статических,<br />
динамических и импульсных сил, а также кинематического нагружения. С<br />
учетом сложности и громоздкости прямого решения возникающей задачи<br />
предлагается схема разделения задачи определения напряженнодеформированного<br />
состояния ЛБМ как единой механической системы на 2<br />
подзадачи. Сама легкобронированная машина при этом представима в виде<br />
двух подсистем. На рис.1 показана схема разделения ЛБМ как единой<br />
механической системы на подсистемы. Первая подсистема представляет<br />
собой собственно корпус ЛБМ. Вторая подсистема содержит все остальные<br />
основные элементы (условно обозначаем ЭЛБМ).<br />
Узлы, системы,<br />
агрегаты<br />
ЛЕГКОБРОНИРОВАННАЯ МАШИНА<br />
КАК ЕДИНАЯ МЕХАНИЧЕСКАЯ СИСТЕМА<br />
Корпус легкобронированной машины<br />
Усилия и условия сопряжения<br />
Силовой агрегат<br />
Башня ...<br />
с трансмиссией<br />
Элементы легкобронированной машины<br />
Система<br />
подрессоривания<br />
Рис.1. Схема разделения ЛБМ как единой механической системы на подсистемы<br />
Виды нагрузок на корпус ЛБМ<br />
Таблица 1<br />
Компоненты<br />
Типы нагрузок<br />
Элементы внутри<br />
Подвеска<br />
Башня<br />
корпуса и сам корпус<br />
Реакция в состоянии<br />
Статические<br />
Вес<br />
Вес<br />
покоя<br />
Неровности рельефа<br />
Инерционные<br />
Динамические<br />
Инерционные силы<br />
местности<br />
силы<br />
Импульсные Пробой подвески - Усилия стрельбы<br />
Динамическая<br />
Ударная<br />
Ударная<br />
Подвижные<br />
реакция<br />
волна<br />
волна<br />
Характерной особенностью структуры данного разбиения является то,<br />
что элементы подсистемы ЭЛБМ взаимодействуют друг с другом в основном<br />
опосредованно через КЛБМ. Сам корпус замыкает на себе все силовые<br />
потоки в системе, а также определяет в основном текущее положение ЛБМ в<br />
пространстве и кинематическую связь (взаиморасположение) остальных его<br />
элементов. Кроме того, такое разделение ЛБМ на подсистемы<br />
характеризуется следующими свойствами (табл. 1):<br />
• корпус ЛБМ, перемещаясь и деформируясь в пространстве, сохраняет<br />
в течение всего периода эксплуатации высокую жесткость;<br />
• башня ЛБМ является источником силового воздействия, имеющего 3<br />
основных составляющих: статическое воздействие силы веса башни;<br />
динамическое воздействие, вызываемое силами инерции при неравномерном<br />
движении; импульсное воздействие;
• силовой агрегат, трансмиссия, а также все грузы, размещенные<br />
внутри ЛБМ, оказывают 2 вида воздействия: статическое (сила веса) и<br />
динамическое (силы инерции);<br />
• система подрессоривания с колесами оказывает 2 типа воздействий на<br />
корпус: статическое (силы реакций на весовую нагрузку корпуса и остальных<br />
узлов, систем и агрегатов ЛБМ) и динамическое (от кинематического<br />
воздействия неровностей рельефа, преобразованное в цепочке элементов<br />
подвески).<br />
Таким образом, исходная задача разбивается на 2 подзадачи, причем<br />
для каждой механической подсистемы можно записать разрешающие<br />
соотношения, которые дополняются усилиями взаимодействия с другими<br />
подсистемами и условиями сопряжений этих подсистем. При этом порядок<br />
решения задач следующий:<br />
• на первом этапе производится моделирование динамических<br />
процессов в ЛБМ как единой механической системе, в которой корпус ЛБМ<br />
выступает как жесткое тело;<br />
• на втором этапе определенные на первом этапе силовые воздействия<br />
прикладываются к корпусу БТР, рассматриваемому как деформируемое<br />
твердое тело (рис.2).<br />
Этап № 1<br />
Корпус - жесткий<br />
Усилия воздействия на корпус - искомые<br />
Элементы легкобронированной машины:<br />
упругие элементы, демпфирующие элементы,<br />
массы (сосредоточенные, распределенные)<br />
Этап № 2<br />
Корпус -<br />
деформируемый<br />
Усилия<br />
взаимодействия:<br />
определенные<br />
ранее<br />
Рис. 2. Этапы решения задачи об исследовании динамических процессов в ходовой<br />
системе и напряженно-деформированного состояния корпуса ЛБМ<br />
Предлагаемая схема обладает следующими преимуществами:<br />
• естественное разделение различных по характеру конструкций,<br />
узлов, элементов и соответственно разделение общей задачи на две: краевую<br />
динамическую задачу для корпуса как системы с распределенными<br />
параметрами и начальную задачу для ЛБМ в целом как системы с конечным<br />
числом степеней свободы;<br />
• переход от неоправданно громоздкой системы к рассмотрению<br />
подсистем с приемлемым уровнем сложности;<br />
• физическая и структурная целесообразность;<br />
• приемлемые требования к вычислительным ресурсам;<br />
• сбалансированность уровней сложности получаемых подзадач (очень<br />
сложная задача разбивается на две более простые, но примерно равные по<br />
сложности используемых математических моделей).<br />
Это позволяет сделать заключение о рациональности предложенной<br />
схемы решения с точки зрения сбалансированного сочетания точности,<br />
полноты, строгости и затрат ресурсов.<br />
2. Интегрированная схема построения конечно-элементных моделей<br />
корпусов легкобронированных машин на основе параметрических<br />
пространственных моделей. Корпусные элементы ЛБМ имеют сложную<br />
геометрическую форму и сложные законы нагружения, в связи с чем для<br />
определения их напряженно-деформированного состояния необходимо<br />
привлекать численные методы. В частности, наиболее развитым в настоящее<br />
время для решения задач такого класса является метод конечных элементов<br />
(МКЭ), который и предложен для анализа напряженно-деформированного<br />
состояния корпусных элементов легкобронированных машин.<br />
Процесс исследований прочностных и жесткостных свойств<br />
корпуса ЛБМ с целью обоснованного выбора его конструктивных<br />
параметров достаточно ограничен во времени, поскольку время от<br />
начала проектных работ до изготовления опытного образца<br />
исчисляется месяцами. В силу этих обстоятельств простое<br />
механическое добавление процесса расчетных исследований<br />
напряженно-деформированного состояния корпусов ЛБМ для<br />
выбора их рациональных конструктивных параметров в общую,<br />
сложившуюся в практике разработки новых изделий,<br />
последовательную линейную схему решения задачи испытаний и<br />
доводки конструкции, а также любая иная линейная<br />
последовательность, не могут быть приняты в качестве основной<br />
схемы решения возникающей задачи.<br />
Эти и другие факторы (в частности, все более широкое<br />
внедрение современных технологий компьютерного<br />
проектирования с применением различных CAD/CAM/CAEсистем)<br />
приводят к необходимости внедрения параллельнопоследовательной<br />
схемы проведения исследований. Это<br />
предполагает как параллельное проведение моделирования и<br />
исследований с использованием компьютерных моделей, а также<br />
разработки технологических процессов (причем на каждом этапе<br />
происходит корректировка всех типов информации -<br />
конструкторской, технологической и т.д.), так и параллельное<br />
проведение исследований в ходе всего цикла проектных работ.<br />
Для обеспечения параллельного проведения исследований на всех
этапах работ (параллельно с разработкой моделей, чертежей, оснастки и т.д.)<br />
необходимо или использование единой информационной базы для всех<br />
этапов работ, или разработку специальных процедур согласования структур<br />
данных на различных этапах.<br />
К сожалению, в практике отечественных предприятий в<br />
настоящее время не может быть выстроена единая цепь<br />
автоматизированных взаимосвязанных этапов „проектирование<br />
– конструирование – исследование – технологическая<br />
подготовка – производство – сбыт” в связи с высокой<br />
стоимостью технической и организационной перестройки. В<br />
лучшем случае в наличии отдельные фрагменты данной цепи<br />
или отдельные ее звенья. В этой связи приходится прикладывать<br />
дополнительные усилия для создания связей между отдельными<br />
этапами (при внедрении современной технологии эти связи<br />
поддерживаются автоматически). Это может быть осуществлено<br />
как в ручном режиме, так и путем создания специализированных<br />
систем автоматизированного проектирования, исследования и<br />
изготовления. Специализированные системы ориентированы на<br />
те или иные классы объектов. Для обмена информацией между<br />
этими системами и универсальными системами могут быть<br />
разработаны специальные форматы и программное обеспечение.<br />
В то же время некоторые зарубежные системы (например,<br />
Pro/ENGINEER), обеспечивают единый формат хранения и<br />
обработки данных. Основой их функционирования является<br />
параметрический подход к пространственным, расчетным<br />
моделям и конструкторским документам.<br />
Естественным образом предлагается использовать<br />
параметрический подход, в частности, к построению и<br />
исследованию моделей даже без обеспечения сквозной цепочки<br />
ассоциативных связей в течение выполнения проекта создания<br />
той или иной легкобронированной машины. В параметрической<br />
модели определяющими параметрами могут быть как<br />
конструктивные размеры, так и силовые воздействия,<br />
технологические параметры, физико-механические свойства<br />
материалов и т.д., а также варианты конструктивных решений.<br />
Важно то, что при параметризации модели корпуса ЛБМ<br />
соблюдается целостность конструкции при варьировании<br />
отдельных ее параметров или наборов таких параметров.<br />
Параметризация также является основным шагом на пути<br />
применения того или иного метода оптимизации конструкции.<br />
В связи с этим предложенная схема декомпозиции задачи на<br />
каждом этапе приобретает свойства сквозной параметризации<br />
(рис.3).<br />
ПАРАМЕТРИЗОВАННЫЕ МОДЕЛИ<br />
ЭЛЕМЕНТОВ ЛБМ<br />
Параметризованные<br />
усилия взаимодействия<br />
Параметризованные<br />
усилия сопряжения<br />
Параметризованная модель корпуса ЛБМ<br />
Параметризованные внешние силовые<br />
и кинематические воздействия<br />
Рис. 3.<br />
Параметризованная<br />
модель корпуса в схеме<br />
декомпозиции<br />
конструкции<br />
и задачи анализа<br />
напряженнодеформированного<br />
состояния<br />
элементов ЛБМ<br />
Существующие в настоящее время направления исследования<br />
механических конструкций можно разделить по типу используемого<br />
программного обеспечения, преимущества и недостатки которых приведены<br />
в табл. 2. Для устранения недостатков указанных типов программного<br />
обеспечения и объединения их преимуществ при исследовании напряженнодеформированного<br />
состояния корпусов ЛБМ предлагается использовать<br />
интегрированные схемы исследований. Данные подходы объединяют<br />
универсальные CAD-системы (например, PRO/ENGINEER), универсальные<br />
CAЕ-системы (ANSYS), а также специальное ПО (в данном случае –<br />
„ОСТОВ-НАГРУЗКА”). Результатом работы всего указанного комплекса<br />
являются параметризованные конечно-элементные модели, которые<br />
позволяют оперативно производить построение баз данных и их<br />
модификацию для возникающих задач (статика, динамика, импульсные<br />
нагружения, подвижная нагрузка типа ударной волны и т.д.).<br />
Типы используемого программного обеспечения<br />
зиро<br />
ванн<br />
ое<br />
прог<br />
рамм<br />
ное<br />
обес<br />
Таблица 2<br />
Типы ПО Преимущества Недостатки<br />
оперативность<br />
ограниченность возможностей<br />
минимальные требования к необходимость затрат времени и<br />
вычислительным ресурсам средств на доработку ПО
Универсальное<br />
программное<br />
обеспечение<br />
ограниченные требования к<br />
квалификации пользователя<br />
практически неограниченные<br />
принципиальные возможности<br />
взаимодействие и интеграция с<br />
САПР различных типов<br />
отработанный удобный<br />
интерфейс<br />
вытеснение с рынка<br />
универсальными продуктами<br />
необходимость затрат времени<br />
на разработку моделей<br />
высокая стоимость<br />
высокие требования к<br />
вычислительным ресурсам<br />
высокие требования к<br />
квалификации пользователя<br />
Использование<br />
специализированных<br />
Pro/ENGINEER „ОСТОВ-НАГРУЗКА”<br />
программных модулей Параметризованные Параметризованные<br />
пространственные<br />
функциональные<br />
позволяет дополнить<br />
модели<br />
модели<br />
современные мощные<br />
компьютерные системы<br />
ANSYS<br />
проектирования и<br />
Параметризованные<br />
анализа накопленным<br />
конечно-элементные<br />
модели<br />
опытом, знаниями и<br />
учетом специфики Интегрированные параметризованные модели<br />
проектируемых изделий.<br />
При этом объединяются Анализ напряженно-деформированного состояния<br />
тенденции<br />
универсализации,<br />
возможностей<br />
интеллектуализации<br />
моделей<br />
и<br />
ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНЫХ<br />
ПАРАМЕТРОВ КОРПУСОВ ЛБМ<br />
Рис.4. Комплексная схема исследования НДС<br />
корпуса ЛБМ<br />
специализации направленности. Интегрированные схемы<br />
исследований могут допускать использование на каждом этапе<br />
исследований также различных систем (как последовательно, так и<br />
параллельно). В этом случае получаем комбинированные схемы<br />
исследований. Таким образом, комплексная схема построения<br />
конечно-элементной модели корпусов ЛБМ и исследования их<br />
напряженно-деформированного состояния принимает<br />
многозвенный вид, представленный на рис.4.<br />
3. Параметризованные конечно-элементные модели корпуса БТР-94Б.<br />
Возможности предложенных схем исследований<br />
НДС корпусов ЛБМ можно проиллюстрировать<br />
на примере построения параметризованных<br />
пространственных и конечно-элементных<br />
моделей (КЭМ) корпуса бронетранспортера БТР-<br />
94Б. На рис. 5,6 приведены пространственные<br />
твердотельные и конечно-элементные модели<br />
корпуса БТР-94Б, построенные в среде CADDS5,<br />
Pro/ENGI-NEER, ANSYS. Исходные данные<br />
получены в CADDS5. Затем в Pro/ENGINEER<br />
проведена модификация модели и ее<br />
параметризация. Используя интерфейс<br />
Рис. 5. Параметрическая<br />
модель корпуса БТР-94Б в<br />
среде Pro/ENGINEER<br />
Pro/ENGINEER-ANSYS,<br />
полученная<br />
геометрическая информация использована для<br />
построения параметрических КЭМ корпуса БТР-<br />
94Б, содержащая более 18000 пластинчатых<br />
элементов. В качестве основных варьируемых<br />
параметров в данной модели используются:<br />
характеристики материала корпуса; толщины<br />
панелей корпуса; параметры импульсной<br />
нагрузки; характеристики рельефа неровностей<br />
дороги.<br />
Рис. 6. Конечно-элементная модель корпуса БТР-94Б в среде ANSYS<br />
Предложенный подход соединяет преимущества параметрического<br />
моделирования, универсальности и учета специфики исследуемых<br />
конструкций, специализированного программного обеспечения, а также<br />
классического метода конечных элементов.<br />
4. Область применения предложенного подхода. При разработке<br />
интегрированных методов исследования элементов сложных механических<br />
систем предполагалось в общем случае рассмотрение систем общего вида.<br />
Поскольку легкобронированные транспортные средства являются одними из
наиболее типичных примеров таких сложных систем, то этапы построения<br />
численных моделей этих систем, а также их подсистем, продемонстрированы<br />
на процессе создания конечно-элементных моделей корпуса<br />
бронетранспортера БТР-94Б, многоцелевого тягача МТ-ЛБ, боевой машины<br />
пехоты БМП-3 и др. При этом впервые предложены: общая постановка<br />
задачи исследования НДС корпуса ЛБМ как составного элемента сложной<br />
механической системы; схема разделения исследуемой машины на<br />
подконструкции и соответствующее разделение исходной задачи на<br />
подзадачи; интегрированная схема построения конечно-элементной модели<br />
корпусов исследуемых машин на основе принципов параметричности,<br />
интегрируемости (т.е. совмещения проектных и расчетных этапов, а также<br />
использование различных CAD и CAE) и применения наряду с<br />
универсальными проектно-расчетными программными пакетами и<br />
специализированных расчетных модулей; схемы моделирования статических,<br />
динамических и импульсных воздействий на корпус ЛБМ;<br />
параметризованные конечно-элементные модели корпусов машин.<br />
Приведенные решения позволяют сделать выводы о том, что<br />
предложенный комплекс методов, алгоритмов и программного обеспечения<br />
позволяет решать задачу определения напряженно-деформированного<br />
состояния наиболее ответственных и нагруженных элементов сложных<br />
механических систем (в т.ч. корпусов ЛБМ) с учетом всего множества<br />
факторов внешнего воздействия. Разработанные и приведенные в статье<br />
модели позволяют проводить структурную и параметрическую оптимизацию<br />
корпусов легкобронированных машин. В предложенном подходе сочетаются<br />
универсализм моделей и инструментов (а также учет специфики<br />
модернизируемой конструкции) с применением знаний, накопленных<br />
конструкторами и исследователями, а предложенная схема исследований<br />
органично встраивается в процесс проектирования, причем позволяет при<br />
дальнейших исследованиях оперативно оценивать прочностные и жесткостные<br />
характеристики корпусов и соответственно корректировать конструктивные<br />
параметры и схемы конструктивных решений.<br />
Работа выполнена в рамках проекта ИТ/480-2007 МОН Украины.<br />
Список литературы: 1. Гриценко Г.Д. Интегрированная схема создания параметрических<br />
конечно-элементных моделей корпуса БТР для исследования его собственных колебаний. – В<br />
сб.: Вестник НТУ „ХПИ”. – 2001. – № 7. – С.56-59. 2. Медведева А.В. Определение<br />
вибрационных характеристик корпуса легкой гусеничной машины. – В сб.: Вестник<br />
Национального технического университета „Харьковский политехнический институт”. –<br />
2001. – № 7. – С.145-148. 3. Ткачук Н.А., Пономарев Е.П., Медведева А.В., Миргородский<br />
Ю.Я., Малакей А.Н., Гриценко Г.Д. Определение рациональных параметров элементов<br />
механических систем. – Механіка та машинобудування, 2001. – № 1,2. – С. 308-314. 4. Ткачук<br />
Н.А., Гриценко Г.Д., Чепурной А.Д., Орлов Е.А., Ткачук Н.Н. Конечно-элементные<br />
модели элементов сложных механических систем: технология<br />
автоматизированной генерации и параметризованного описания // Механіка та<br />
машинобудування. – 2006. – №1. – С.57-79.<br />
УДК 539.3<br />
Поступила в редколлегию 12.12.07<br />
В.И. ГОЛОВЧЕНКО, нач. расчетного бюро, канд. техн. наук,<br />
Л.Е. ПОЛЕТУН, гл. конструктор, Н.Л. ИВАНИНА, инж.,<br />
И.В. БЕРДНИК, ст. научн. сотр., канд. техн. наук,<br />
Головной специализированный конструкторско-технологический<br />
институт, г. Мариуполь<br />
ОПТИМИЗАЦИЯ КОНСТРУКЦИИ УПОРА РОЛЬГАНГА<br />
ТРАНСПОРТНО-ОТДЕЛОЧНОЙ ЛИНИИ МАШИНЫ<br />
НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК<br />
Наведено розв’язання задачі визначення оптимальних параметрів демпферного листа упору,<br />
встановленого на лінії транспортування слябів. Розвязок одержано для балочної моделі за<br />
допомогою системи MathСad. Перевірка міцності прийнятої конструкції листа виконано з<br />
застосуванням СЕ-комплексу ANSYS.<br />
Solution of optimization problem for a plate of a damper for slabs transportation line is described. The<br />
solution was obtained with the help of Mathcad-system using a beam model, but strength checking of<br />
the adopted variant of the plate was performed with the help of ANSYS FE-complex.<br />
Введение. Рассматриваемый упор проектировался для транспортноотделочной<br />
линии машины непрерывного литья заготовок (МНЛЗ),<br />
строящейся на металлургическом комбинате “Азовсталь” в г. Мариуполе.<br />
Заготовки, производимые на этой машине, представляют собой слябы<br />
толщиной 300 мм, шириной ~2,5 м. Масса сляба составляет около 60 т. Слябы<br />
в процессе их обработки (отделка, порезка) транспортируются по рольгангу.<br />
Скорость движения сляба по рольгангу составляет 0,5 м/с. В конце<br />
транспортной линии имеется упор, который должен остановить движущийся<br />
сляб в случае, если по какой-либо причине привод рольганга не будет<br />
выключен вовремя.<br />
Упор представляет собой пакет стальных пружинящих листов,<br />
установленных в корпусе, закрепленном в полу цеха (рис. 1). Благодаря упругим<br />
свойствам листов, упор не только останавливает сляб, но и уменьшает силу удара<br />
сляба.<br />
Такая конструкция упора известна (аналогичный упор установлен, в<br />
частности, на МНЛЗ кислородно-конвертерного цеха ММК им. Ильича в г.<br />
Мариуполе), однако поскольку массы слябов на азовстальской и ильичевской<br />
машинах различны, необходимо было разработать новый проект упора.<br />
Причем необходимо было разработать такой проект, по которому упор (а<br />
главное – пакет демпфирующих листов) можно было бы изготовить в<br />
условиях ОАО “Азовмаш” из имеющегося материала и при помощи<br />
имеющейся технологической оснастки для закалки листов.
1. Определение работы сил упругости и работы сил трения.<br />
Величина нагрузки на упор в явном виде не задана (известна масса сляба и<br />
скорость его перемещения по рольгангу). Для решения задачи используется<br />
закон сохранения энергии:<br />
E = A y + A тp , (1)<br />
где Е – кинетическая энергия движущегося сляба; A y – работа сил упругости<br />
пакета демпфирующих листов упора; A тp – работа сил трения сляба о лист и<br />
трения листов между собой.<br />
Рис. 1. Эскиз упора<br />
2<br />
Кинетическая энергия движущегося сляба равна<br />
1 E = ⋅ m v , где m –<br />
2<br />
масса сляба; v – скорость движения сляба по рольгангу.<br />
Схема для определения работы силы упругости и работы сил трения<br />
показана на рис. 2.<br />
Рис. 2. К определению<br />
работы сил упругости пакета<br />
демпфирующих листов (а) и<br />
работы сил трения сляба о<br />
лист и трения листов<br />
между собой (б)<br />
Работа сил упругости пакета демпфирующих листов (листы в пакете<br />
скреплены не жестко, с возможностью свободного скольжения друг по другу)<br />
где ( w)<br />
w<br />
1 A = ∫ F ncw , (2)<br />
y<br />
( w<br />
2<br />
) dw = ⋅<br />
0<br />
2<br />
F – сила взаимодействия сляба с пакетом демпфирующих листов; с –<br />
жесткость одного листа; w – перемещение точек контакта листа со слябом в<br />
направлении движения сляба; n – количество листов в пакете.<br />
Работа силы трения сляба о лист и сил трения листов между собой<br />
где тp c, 1<br />
A тp = Aтp c, 1 + Aтp<br />
1, 2 + Aтp<br />
2, 3 + ... + Aтp i −1,<br />
i + ... + Aтp n−1,<br />
n =<br />
1<br />
= ⋅ f ⋅( Nc<br />
, 1<br />
+ N1,<br />
2<br />
+ N2,<br />
3<br />
+ ... + Ni−<br />
1, i<br />
+ ... + N<br />
n−1,<br />
n<br />
) ⋅ s =<br />
2<br />
1 ⎛ n −1<br />
n − 2 n −i<br />
1 ⎞<br />
= ⋅ f ⋅⎜<br />
Nc,1<br />
+ ⋅ Nc,1<br />
+ ⋅ Nc,1<br />
+ ... + ⋅ Nc,1<br />
+ ... + ⋅ Nc,<br />
1 ⎟⋅s<br />
=<br />
2 ⎝ n n<br />
n<br />
n ⎠<br />
⎛ n 1 ⎞<br />
⎜ + ⎟⋅n<br />
1 n n<br />
n<br />
f<br />
⎝ ⎠<br />
1 + 1<br />
= ⋅ ⋅ ⋅ Nc,1<br />
⋅ s = ⋅ f ⋅ ⋅ Nc,<br />
1<br />
⋅ s ,<br />
2 2<br />
2 2<br />
A – работа силы трения сляба о лист 1; A тp i 1, i<br />
− –<br />
работа силы трения листов i-1 и i между собой; N c, 1 –<br />
сила нормального давления между листом 1 и слябом;<br />
N i− 1, i – сила нормального давления между листами i-1<br />
и i; f – коэффициент трения; s – путь силы трения.<br />
Рассмотрение характера деформирования листов с учетом<br />
условия равновесия<br />
N<br />
c , 1<br />
cos θ + Tc<br />
, 1<br />
sin θ = F<br />
позволяет с достаточной степенью точности установить<br />
зависимости между силами N и F и перемещениями s и w<br />
(рис. 3):<br />
c w<br />
cw<br />
=<br />
=<br />
cos θ + f sin θ ⎛ w ⎞ ⎛<br />
cos⎜arctg<br />
⎟ + f sin⎜arctg<br />
⎝ l ⎠ ⎝<br />
N c , 1<br />
,<br />
s =<br />
l<br />
2<br />
+ w<br />
2<br />
− l ,<br />
w ⎞<br />
⎟<br />
l ⎠<br />
и записать выражение для работы сил трения через перемещение листов в виде<br />
A тp<br />
1 n + 1 cw<br />
= ⋅ f ⋅ ⋅<br />
2 2 ⎛ w<br />
cos⎜arctg<br />
⎝ l<br />
2 2<br />
( l + w − l)<br />
⎞<br />
⎟ +<br />
⎠<br />
⎛<br />
f sin⎜arctg<br />
⎝<br />
w ⎞<br />
⎟<br />
l ⎠<br />
Рис. 3. К<br />
определению<br />
зависимости<br />
между<br />
перемещениям<br />
и s и w<br />
. (3)
Таким образом, уравнение (1) содержит только одно неизвестное –<br />
перемещение листов w. Для определения этого перемещения необходимо<br />
определить жесткость пакета листов. Поскольку листы в пакете имеют<br />
возможность скользить друг по другу, жесткость пакета равна сумме жесткостей<br />
всех листов.<br />
2. Определение жесткости демпфирующего листа. Для определения<br />
жесткости листа рассматриваем его нагружение силой P = 10000 Н.<br />
Опирание листов в конструкции упора – шарнирное. Нагрузку от сляба и<br />
реакции в опорах принимаем равномерно распределенными по ширине листа.<br />
Такая схема нагружения листа может быть с достаточной степенью точности<br />
представлена нагружением<br />
балки, жесткость которой<br />
соответствует цилиндрической<br />
жесткости пластины:<br />
3<br />
E ⋅t<br />
⋅b<br />
E ⋅ I = ,<br />
2<br />
12 ⋅ 1−<br />
µ<br />
( )<br />
где t – толщина пластины; b –<br />
ширина пластины.<br />
Так как лист упора<br />
представляет собой пластину<br />
постоянной толщины, имеющую<br />
два участка различной ширины,<br />
условная балка, заменяющая<br />
пластину, должна иметь два участка различной жесткости. Для определения<br />
жесткости листа можно воспользоваться МКЭ-программами, однако<br />
поскольку цель расчета состоит в оптимизации геометрических размеров<br />
листа, более удобной и одновременно достаточно точной схемой является<br />
балочная. Расчетная схема для определения жесткости листа представлена на<br />
рис. 4.<br />
Исходный лист переменной жесткости заменяем эквивалентной балкой<br />
постоянной жесткости, равной жесткости первого участка. К этой балке на<br />
стыке участков прикладываем дополнительные перерезывающую силу<br />
∆ Q<br />
и изгибающий момент ∆ M<br />
ст<br />
, которые определены по методу Б. Н.<br />
Жемочкина. Для их определения записываем значения внутренних силовых<br />
факторов на стыке участков листа: P M = P⋅<br />
l − .<br />
Q cт<br />
= ; ( )<br />
cт z j<br />
Дополнительные сила и момент на стыке участков [1]<br />
∆Q<br />
( α − α ) ⋅Q<br />
= P( α − )<br />
Рис. 4. Расчетная схема для определения<br />
жесткости листа<br />
ст<br />
=<br />
2 1 cт 2<br />
α1<br />
, (4)<br />
( α − α ) ⋅ M = P( α − α )( l − z )<br />
∆M<br />
ст<br />
=<br />
2 1 cт 2 1 j<br />
, (5)<br />
ст<br />
I1<br />
I1<br />
b1<br />
где α1 = = 1,<br />
α 2 = = .<br />
I 1 I 2 b2<br />
Опорные реакции эквивалентной балки<br />
R<br />
P<br />
[ P( l − a ) + ∆Q<br />
( z − a)<br />
+ ∆M<br />
] = ⋅ ( l − )( 1 + α − α )<br />
1<br />
a<br />
a<br />
1<br />
P<br />
RBe = ⋅[ Pl + ∆Qстz<br />
j<br />
+ ∆M<br />
ст<br />
] = ⋅l<br />
⋅( 1+ α<br />
2<br />
− α1)<br />
. (7)<br />
a<br />
a<br />
Ae<br />
= ⋅<br />
ст j<br />
ст<br />
a<br />
2 1<br />
, (6)<br />
Необходимое для определения жесткости балки перемещение<br />
определяем методом начальных параметров из уравнения прогибов при z = l<br />
3<br />
3<br />
( z − a) ∆Qст<br />
( z − z<br />
j<br />
) ∆M<br />
ст<br />
( z − z<br />
j<br />
)<br />
2 ⎡ 3<br />
2<br />
1−µ<br />
R<br />
⎤<br />
Aez<br />
RBe<br />
w () z = θ0<br />
z + ⋅ ⎢ − +<br />
−<br />
⎥ , (8)<br />
EI1<br />
⎢⎣<br />
3! 3!<br />
3!<br />
2! ⎥⎦<br />
где θ<br />
0<br />
– угол поворота начального сечения (неизвестный начальный<br />
параметр), который находим из граничного условия – равенства нулю<br />
2 3<br />
1−µ<br />
RAe a<br />
прогиба в опорном сечении В: w( a) =θ0 a + ⋅ = 0,<br />
EI 6<br />
2<br />
1− µ<br />
2<br />
θ<br />
0<br />
= − ⋅ RAea<br />
.<br />
6EI<br />
c = P / w = p w l , где Р – величина<br />
Жесткость эквивалентной балки ( )<br />
P<br />
/<br />
силы; w<br />
P<br />
– прогиб балки в сечении под силой Р.<br />
3. Определение прогиба демпфирующего листа. Прежде чем<br />
вычислять прогиб листа, предварительно выполним анализ выражений (2) и<br />
(3) для работ сил упругости и сил трения. Сравнение величин этих работ,<br />
представленных на графиках (рис. 5), показывает, что величина работы сил трения<br />
по сравнению с величиной работы сил упругости весьма мала (меньше 1%, см.<br />
рис. 5).<br />
а<br />
б<br />
Рис. 5. Зависимость работы силы упругости пакета демпфирующих листов (а) и<br />
работы сил трения (б) от перемещения в направлении движения сляба<br />
Поэтому в дальнейших вычислениях ее не учитываем, и выражение (1)<br />
записываем в виде<br />
P<br />
2 2<br />
m v = ncwF<br />
, (9)
где w<br />
F<br />
– прогиб комплекта листов от нагрузки, действующей от сляба, в<br />
сечении под силой F.<br />
Из (9) находим прогиб комплекта листов: w F<br />
= v⋅ m / nc .<br />
Выражение (8) для прогиба w<br />
F<br />
с учетом (4)-(7) записываем в виде<br />
w<br />
где B( l a,<br />
z j , , , z)<br />
F<br />
, 1 α2<br />
F<br />
F<br />
() z = θ ( l a,<br />
z , α , α ) ⋅ ⋅ z+<br />
Bl (,<br />
a,<br />
z , α , α , z) ⋅ n<br />
0<br />
,<br />
j 1 2<br />
j 1 2<br />
, (10)<br />
nP<br />
α – коэффициент, равный<br />
B<br />
2<br />
1− µ ⎡ 1<br />
3 1<br />
3<br />
( l, a,<br />
z , α , α , z) = R ( l,<br />
a,<br />
z , α , α ) z − R ( l,<br />
a,<br />
z,<br />
α α )( z − a) +<br />
j<br />
1 2 ⎢ A j 1 2<br />
B<br />
1,<br />
EI1<br />
P ⎣3!<br />
3!<br />
+<br />
1<br />
3!<br />
∆<br />
1<br />
2!<br />
3<br />
2 ⎤<br />
( α , α )( z − z ) − M ( l,<br />
z,<br />
α α )( z − z ) ⎥⎦<br />
Q 1 2<br />
1,<br />
.<br />
ст<br />
j<br />
ст<br />
2 j<br />
4. Определение расчетной нагрузки на упор. Динамическую силу,<br />
действующую на листы упора при остановке сляба, определяем из (10):<br />
F<br />
( l,<br />
a,<br />
z , , α , z)<br />
j<br />
wl (,<br />
a,<br />
z<br />
j,<br />
α1,<br />
α2,<br />
z)<br />
⋅n<br />
z<br />
( l,<br />
a,<br />
z , α , α ) ⋅ + Bl (,<br />
a,<br />
z , α , α , z)<br />
α<br />
1 2<br />
=<br />
.<br />
θ0<br />
j 1 2<br />
j 1 2<br />
P<br />
Расчетную нагрузку на упор принимаем для случая, когда сляб<br />
упирается в упор, но привод рольганга не остановлен. В этом случае к<br />
динамической нагрузке добавляется сила сцепления между приводными<br />
роликами рольганга и слябом. Величина расчетной нагрузки равна<br />
F<br />
( l a,<br />
z , α , α , z) + F = F( l,<br />
a,<br />
z , α , α , z) fmg<br />
,<br />
j 1 2 сц<br />
j 1 2<br />
+ .<br />
5. Определение напряжения в опасном сечении демпфирующего<br />
листа. Опасным сечением демпфирующего листа является сечение по<br />
опоре В. Напряжение в опасном сечении определяем по формуле<br />
2<br />
⎛ b ⎞<br />
σ ( α α ) = ( α α )<br />
⎜ ⋅<br />
2t<br />
l,<br />
a,<br />
z<br />
⎟<br />
j,<br />
1,<br />
2,<br />
z,<br />
n,<br />
t M l,<br />
a,<br />
z<br />
j,<br />
1,<br />
2,<br />
z / n =<br />
⎝ 6 ⎠<br />
.<br />
2<br />
⎛ b ⎞<br />
= [ ( , , , α , α , ) + ]( − ) /<br />
⎜ ⋅<br />
2t<br />
F l a z<br />
j 1 2<br />
z fmg l a n<br />
6<br />
{ }<br />
⎟ ⎝ ⎠<br />
Влияние на величину напряжения в опасном сечении листа его<br />
геометрических параметров (длина, ширина, толщина), расстояния между<br />
опорами, длины консоли, количества листов показано на графиках (рис. 6).<br />
2<br />
Рис. 6. Графики зависимостей напряжения в опасном сечении демпфирующего листа<br />
от геометрических параметров листа<br />
Как видно из графиков, наиболее существенное влияние на напряжение<br />
оказывает количество листов, толщина листа, длина консоли, а также ширина<br />
нижнего участка листа.<br />
6. Определение конструктивных параметров упора. Данная задача<br />
имеет множество решений. Для выбора наиболее приемлемого варианта<br />
решается задача оптимизации. Варьируемыми параметрами являются<br />
геометрические размеры листов (длина, ширина и толщина), количество<br />
листов в комплекте, расстояние между опорами комплекта в корпусе упора.<br />
Решение задачи заключается в определении параметров, при которых целевая<br />
функция σ =σ( l, a,<br />
z j , b1,<br />
b2,<br />
n,<br />
t)<br />
достигает локального минимума σ<br />
min<br />
,<br />
[] σ ≤σ ≤[]<br />
σ<br />
0 ,<br />
,8⋅<br />
min<br />
где [] σ – допускаемое напряжение для материала листа, 0,8 – принятый<br />
коэффициент запаса, в некоторой области<br />
l ≤ l ≤ , a ≤ a ≤ amax<br />
, z<br />
j min<br />
≤ z<br />
j<br />
≤ z<br />
j max<br />
,<br />
≤ , ≤<br />
max<br />
, nmin<br />
≤ n ≤ nmax<br />
, tmin<br />
≤ t ≤ tmax<br />
.<br />
min<br />
l max min<br />
1min<br />
b1<br />
≤ b1max<br />
b2min<br />
b2<br />
≤ b2<br />
b<br />
Данную задачу решаем с помощью системы компьютерной математики Mathcad<br />
(алгоритм нахождения минимума реализован встроенной функцией minimize).<br />
Область изменения параметров демпфирующего листа обусловливается<br />
рядом соображений: конструктивных, технологических, экономических и др.<br />
В основном, эти соображения таковы. На ОАО “Азовмаш” могут быть<br />
поставлены листы из стали 65Г. Термообработка листов для получения<br />
необходимой твердости будет выполняться на заводе. Размеры имеющегося<br />
на заводе закалочного пресса позволяют обрабатывать листы длиной не более<br />
2,5 м, шириной не более 1,8 м и толщиной не более 30 мм. После закалки с<br />
отпуском может быть получена твердость НВ259, обеспечивающая предел
прочности σ в<br />
= 980 МПа и предел текучести σ T<br />
= 780 МПа. Допускаемое<br />
напряжение для листа составляет [ σ] = 0 ,6σT = 0,6⋅<br />
780 = 470 МПа.<br />
В связи с этим приняты следующие ограничения для варьируемых<br />
параметров демпфирующего листа: толщина листа 10 ≤ t ≤ 30 мм, длина<br />
листа 1300 ≤ L ≤ 1600 мм, ширина листа в нижней части 800 ≤ b ≤ 2<br />
1600 мм,<br />
ширина листа в верхней части 800 ≤ b ≤ 1<br />
1800 мм, расстояние между опорами<br />
400 ≤ L ≤ 600 1<br />
мм, количество листов 1 ≤ n ≤ 4 .<br />
Целевую функцию =<br />
σ ( l a,<br />
z j , b , b , n,<br />
t)<br />
σ для решения задачи<br />
, 1 2<br />
оптимизации записываем в виде<br />
⎛<br />
⎞<br />
⎜<br />
( )<br />
( ) ( )<br />
⎟<br />
6 l − a ⎜<br />
wF<br />
l,<br />
a,<br />
z<br />
j<br />
, b1<br />
, b2<br />
⋅ n<br />
σ l, a,<br />
z = ×<br />
+ fmg ⎟<br />
j<br />
, b1<br />
, b2,<br />
n,<br />
t<br />
.<br />
2<br />
nb t ⎜<br />
θ0<br />
( )<br />
( l,<br />
a,<br />
z<br />
j<br />
, b1<br />
, b2<br />
) ⋅l<br />
⎟<br />
2<br />
⎜ B l,<br />
a,<br />
z<br />
j<br />
, b1<br />
, b2<br />
+<br />
⎟<br />
⎝<br />
P<br />
⎠<br />
Из решения, полученного при помощи<br />
системы Mathcad, следует, что среди множества<br />
различных вариантов исполнения упора<br />
рассматриваемой конструкции минимальное<br />
напряжение в опасном сечении демпфирующего<br />
листа будет иметь упор с четырьмя листами<br />
( n = 4 ) толщиной t = 30 мм, длиной<br />
L = 1450 мм, шириной b = b = 1<br />
1800 мм при<br />
расстоянии между опорами листов a = 600 мм. С<br />
учетом конструктивных соображений были<br />
приняты такие размеры: L = 1450 мм,<br />
Рис. 7. КЭМ b = 1800<br />
1<br />
мм, b = 2<br />
1550 мм, a = 600 мм,<br />
демпфирующего листа t = 30 мм. Принятое количество листов в<br />
комплекте n = 4 .<br />
Проверка прочности демпфирующего листа принятой формы (по<br />
результатам оптимизации и с учетом конструктивных соображений)<br />
выполнена с помощью конечно-элементного программного комплекса<br />
ANSYS. В конечно-элементной модели листа (рис. 7) использовался 4-х<br />
узловой элемент Shell63. Картины прогибов и нормальных напряжений<br />
представлены на рис. 8 и 9.<br />
Согласно полученным результатам прогиб листа в сечении под силой<br />
составляет 30 мм, максимальное напряжение в опасном сечении<br />
σ = 460<br />
max<br />
МПа. Как видно, условие прочности листа выполняется<br />
( σ<br />
max<br />
< [ σ] = 470 МПа). Следовательно, при использовании листа с<br />
принятыми размерами надежная работа упора будет обеспечена.<br />
Рис. 8. Картина прогибов<br />
демпфирующего листа принятых<br />
размеров при действии расчетной<br />
нагрузки на комплект из четырех листов<br />
Рис. 9. Картина нормальных<br />
напряжений в поперечных сечениях<br />
демпфирующего листа<br />
Список литературы: 1. Справочник по сопротивлению материалов/ Г.С. Писаренко, А.П.<br />
Яковлев, В.В. Матвеев. – К.: Наукова думка, 1975. – 704 с.<br />
УДК 621.01:621.874:531.8:539.3<br />
Поступила в редколлегию 14.04.08<br />
Ю.Б. ГУСЕВ, гл. конструктор, ОАО „Головной специализированный<br />
конструкторско-технологический институт”, г. Мариуполь,<br />
А.Ю.ТАНЧЕНКО, аспирант каф. ТММиСАПР, НТУ „ХПИ”<br />
ОБЕСПЕЧЕНИЕ ТЕХНИЧЕСКОГО УРОВНЯ СЛОЖНЫХ<br />
ПРОСТРАНСТВЕННЫХ КОНСТРУКЦИЙ НА ОСНОВЕ<br />
МОДЕЛИРОВАНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ПРОЦЕССОВ<br />
НА ПРИМЕРЕ ОБОСНОВАНИЯ ПАРАМЕТРОВ МОСТОВОГО<br />
ПЕРЕГРУЖАТЕЛЯ<br />
У статті описані задачі оптимального вибору структури та параметрів мостового<br />
перевантажувача. Визначені параметри шпренгельної системи та основної балки з урахуванням<br />
зменшення товщини.<br />
In the paper the tasks of optimum choice of structure and parameters of overhead loader are described . The<br />
parameters of strut frame and basic beam ate determined taking into account a diminishing of thickness.<br />
Введение. Задача оптимального проектирования машин и механизмов<br />
имеет специфические особенности на различных стадиях решения. В общей<br />
теоретической постановке [1, 2] четко выделяют уравнения состояния<br />
исследуемого объекта L , целевые функции I и ограничения H . Однако в<br />
этом случае они фигурируют формально в общем виде, без конкретизации.<br />
При решении конкретных практических задач возникает проблема
конкретизации вида L , I , H . Это уже вызывает определенные затруднения,<br />
поскольку зачастую на первых этапах проектирования ни определяющие<br />
факторы, ни явления, ни критерии и ограничения до конца не определены.<br />
При этом традиционный подход к решению задачи [1-3] требует работы с<br />
четкими множествами указанных факторов, процессов, критериев и<br />
ограничений (ФПКО). Под давлением устоявшейся практики проектирования<br />
это множество ФПКО фиксируется по тем или иным соображениям, и<br />
процесс решения производится по разработанным алгоритмам и схемам [1-3],<br />
приводя к некоторому оптимальному решению. Необходимо заметить, что<br />
практическая ценность результата, получаемого с применением описанного<br />
выше традиционного подхода, в современных условиях существенно<br />
снижается. Это обусловлено сжатыми срокам проектирования,<br />
ужесточающимися требованиями к техническим характеристикам<br />
проектируемых машин и механизмов и, что более существенно,<br />
изменчивостью и уточняемостью множества ФПКО уже в ходе самого<br />
процесса проектировании. Последнее означает, что состав множества<br />
значимых факторов, явлений, критериев и ограничений не просто варьируем<br />
по удельному весу отдельных элементов множества ФПКО, но и сам состав<br />
данного множества изменчив. Более того, поскольку при исследовании<br />
реальных объектов в настоящее время широко используется численные<br />
методы, требующие значительных вычислительных ресурсов, то в состав<br />
ФПКО с полным правом попадают такие характеристики создаваемых<br />
численных моделей как их размер, сложность, точность и адекватность, а<br />
также стоимость и время решения единичной задачи анализа или задачи<br />
синтеза.<br />
В результате вместо решения задачи синтеза в пределах<br />
детерминированного множества (ДМ) ФПКО приходится решать их при<br />
варьируемом составе (ВМ – варьируемое множество) множества ФПКОВР<br />
(факторы – процессы – критерии – ограничения – вычислительные ресурсы),<br />
что сводит на нет не только ценность отдельно взятого решения задачи<br />
синтеза при определенном составе ДМ, но и создаваемого модельноалгоритмического<br />
комплекса, а также обесценивает традиционный подход к<br />
решению данных задач<br />
Одним из способов решения сложившегося противоречия является<br />
применение к описанию исследуемого механического объекта, его моделей,<br />
критериев и ограничений метода обобщенного параметрического описания [4].<br />
Он позволяет формально распространить аппарат обычного параметрического<br />
описания, включив в понятие обобщенного параметра любые факторы,<br />
структуры, критерии, ограничения, свойства и характеристики моделей и т.д.<br />
При этом, что важно, сам метод нечувствителен ни к виду, ни к количеству и<br />
составу ВМ.<br />
В данной работе предлагается провести решение задачи обоснования<br />
конструктивных схем и параметров с учетом множества варьируемых<br />
критериев и ограничений с применением метода обобщенного<br />
параметрического описания на примере мостового перегружателя [5-16].<br />
Постановка задачи исследований. Базовые соотношения для выбора и<br />
обоснования проектных схем и конструктивных параметров приведены в<br />
статье [15]. Там же выделены отдельные задачи исследований:<br />
1) структурный и параметрический синтез верхнего строения<br />
мостового перегружателя;<br />
2, 3) учет влияния утонения и деградации материала конструкции<br />
перегружателя на его остаточный ресурс;<br />
4) уменьшение износа рельсов ходовых колес грейферной тележки.<br />
Решение частной задачи 4) изложено в статьях [7, 8] Модели и подходы<br />
к решению задач 1), 2) описаны в статье [15]. В данной статье описано<br />
решение следующих задач:<br />
I. Выбор рационального проекта верхнего строения мостового<br />
перегружателя при изменении массовых и прочностных критериев и<br />
ограничений на конструкцию в целом и отдельные элементы.<br />
II. Определение влияния различных законов утонения и деградации<br />
материала конструкции на остаточный ресурс мостового перегружателя.<br />
Расчетные модели. Для численного моделирования реакции<br />
перегружателя на различные внешние воздействия при варьировании<br />
параметров, схем, критериев и ограничений используются<br />
параметризованные геометрические и конечно-элементные модели,<br />
описанные в работах [5-16].<br />
Верификация этих моделей произведена путем сравнения результатов<br />
расчета напряженно-деформированного состояния в системе ANSYS с<br />
результатами, полученными ранее в программном комплексе Лира [16].<br />
Для управления множеством моделей, т.е. для их перестройки при<br />
изменении некоторых обобщенных параметров, а также определения<br />
характеристик состояния из баз данных получаемых результатов, создается<br />
специализированная система „ПЕРЕГРУЖАТЕЛЬ”. Схема работы этой<br />
системы представлена на рис. 1.
Модуль<br />
формирования<br />
нагрузок и граничных<br />
условий<br />
САЕ-система<br />
Расчет<br />
напряженнодеформированного<br />
состояния<br />
р<br />
i<br />
САD-система<br />
Формирование<br />
модели<br />
р<br />
САD<br />
геометрическая<br />
модель<br />
Блок управления<br />
специализированной<br />
системы<br />
„ПЕРЕГРУЖАТЕЛЬ”<br />
БАЗА ДАННЫХ<br />
БЛОК АНАЛИЗА<br />
РЕЗУЛЬТАТОВ<br />
И ИЗМЕНЕНИЯ<br />
ПАРАМЕТРОВ<br />
Модуль создания<br />
геометрической<br />
модели<br />
конечноэлементная<br />
модель<br />
р<br />
вых<br />
параметры<br />
(конечный<br />
вариант)<br />
р<br />
Модуль создания<br />
конечно-элементной<br />
модели<br />
р<br />
САЕ<br />
САЕ-система<br />
Формирование<br />
модели<br />
0<br />
параметры<br />
(исходный<br />
набор)<br />
2 4 6 8<br />
1 10<br />
3 5<br />
7 9<br />
а<br />
1 2 3 4 5 6 7<br />
б<br />
в<br />
Рис. 1. Схема работы специализированной системы анализа напряженнодеформированного<br />
состояния и синтеза параметров мостового перегружателя<br />
В блоке анализа результатов (см. рис. 1) по некоторым критериям и<br />
ограничениям (в общем случае варьируемым) производится направленное<br />
изменение параметров p<br />
i<br />
, по которым перестраивается геометрическая и<br />
конечно-элементная модель, нагрузки и граничные условия. При этом цикл<br />
исследований замыкается до тех пор, пока текущий набор параметров не<br />
окажется удовлетворяющим сформулированным требованиям. С<br />
использованием разработанных моделей, алгоритмов и специализированной<br />
системы „ПЕРЕГРУЖАТЕЛЬ” были решены поставленные выше задачи I, II.<br />
I. Выбор рационального проекта верхнего строения мостового<br />
перегружателя при изменении массовых и прочностных критериев и<br />
ограничений на конструкцию в целом и отдельные элементы. Верхнее<br />
строение мостового перегружателя (рис. 2) воспринимает основные рабочие<br />
нагрузки в процессе его эксплуатации. Ставится задача выбора актуальной<br />
схемы и конструктивных параметров элементов верхнего строения. Частный<br />
случай задачи описан в статье [13, 14]. Установлена, в частности,<br />
рациональная структура шпренгельной системы. Кроме того, решена задача<br />
оптимизации напряженного состояния основной балки при<br />
перераспределении массы конструкции между шпренгельной системой (Ш) и<br />
самой балкой (Б) (см. рис. 2).<br />
Характеристики рабочей модели перегружателя (рис.2) по количеству<br />
поверхностей (варьируемых элементов): шпренгельная система - 1574<br />
поверхности, балка – 6020, верхнее строение в целом – 7594, общая модель<br />
перегружателя – 10842.<br />
г<br />
Рис. 2. Схема верхнего строения мостового перегружателя<br />
с номерами структурных элементов<br />
а – шпренгельная система (раскосы № 1-10), б – балка (секции № 1- 7),<br />
в – верхнее строение, г – модель перегружателя<br />
В данной статье также исследуется напряженное состояние в основной<br />
балке, однако в данном случае общая масса верхнего строения М может<br />
изменяться:<br />
н<br />
н<br />
γ<br />
Ш<br />
m<br />
Ш<br />
+ γ<br />
БmБ<br />
= M , (1)<br />
где γ , γ – коэффициенты изменения толщины, а m н<br />
,m н<br />
– номинальная<br />
Ш Б<br />
Ш Б<br />
масса элементов Ш и Б.<br />
Текущие массы при этом равны:<br />
н<br />
н<br />
m γ m ; m = γ m m + m = M . (2)<br />
Ш<br />
=<br />
Ш Ш Б Б Б;<br />
Ш Б<br />
В процессе исследований масса М изменялась в диапазоне от<br />
81,5 (100 %) тонн до 57 (70 %) тонн (табл. 1).<br />
Таблица 1<br />
Характеристики массы и НДС мостового перегружателя<br />
№ М, 10 3 кг γ Ш<br />
m<br />
Ш<br />
γ<br />
Б<br />
m<br />
Б<br />
σ<br />
max , МПа<br />
1 81,5 (100 %) 1,5 33,2 0,8 48,4 119<br />
2 -- 1,4 30,9 0,84 50,6 124
3 -- 1,3 28,7 0,88 52,8 130<br />
4 -- 1,2 26,5 0,92 55,0 137<br />
5 -- 1,1 24,3 0,96 57,2 145<br />
6 -- 1 22,1 1,00 59,4 155<br />
7 -- 0,9 19,9 1,04 61,6 166<br />
8 -- 0,8 17,7 1,08 63,8 180<br />
9 -- 0,7 15,5 1,12 66,0 198<br />
10 -- 0,6 13,3 1,16 68,2 220<br />
11 -- 0,5 11,1 1,2 70,5 252<br />
12 73,4 (90 %) 1,5 29,8 0,8 43,5 128<br />
13 -- 1,4 27,8 0,84 45,5 134<br />
14 -- 1,3 25,9 0,88 47,5 140<br />
15 -- 1,2 23,9 0,92 49,5 148<br />
16 -- 1,1 21,9 0,96 51,5 156<br />
17 -- 1 19,9 1,00 53,5 167<br />
18 -- 0,9 17,9 1,04 55,4 179<br />
19 -- 0,8 15,9 1,08 57,4 195<br />
20 -- 0,7 13,9 1,12 59,4 214<br />
21 -- 0,6 11,9 1,16 61,4 239<br />
22 -- 0,5 9,9 1,2 63,4 272<br />
23 65,2 (80 %) 1,5 26,5 0,8 38,7 140<br />
24 -- 1,4 24,8 0,84 40,4 146<br />
25 -- 1,3 23,0 0,88 42,2 153<br />
26 -- 1,2 21,2 0,92 44,0 161<br />
27 -- 1,1 19,4 0,96 45,8 171<br />
28 -- 1 17,7 1,00 47,5 182<br />
29 -- 0,9 15,9 1,04 49,3 196<br />
30 -- 0,8 14,1 1,08 51,1 213<br />
31 -- 0,7 12,4 1,12 52,8 234<br />
32 -- 0,6 10,6 1,16 54,6 262<br />
33 -- 0,5 8,8 1,2 56,4 299<br />
34 57 (70 %) 1,5 23,2 0,8 33,8 155<br />
35 -- 1,4 21,7 0,84 35,4 162<br />
36 -- 1,3 20,1 0,88 36,9 170<br />
37 -- 1,2 18,6 0,92 38,5 179<br />
38 -- 1,1 17,0 0,96 40,0 189<br />
39 -- 1 15,5 1,00 41,6 202<br />
40 -- 0,9 13,9 1,04 43,1 218<br />
41 -- 0,8 12,4 1,08 44,7 236<br />
42 -- 0,7 10,8 1,12 46,2 260<br />
43 -- 0,6 9,3 1,16 47,8 291<br />
44 -- 0,5 7,7 1,2 49,3 332<br />
Следует отметить, что для каждого их 44-х вариантов распределения<br />
массы (см. табл. 1) проводилось по 3 расчета – для 3 характерных положений<br />
грейферной тележки, таким образом, в таблице приведены максимальные<br />
напряжения из трех значений.<br />
На рис 3 представлены примеры картин распределения компонент<br />
напряженно-деформированного состояния элементов верхнего строения<br />
мостового перегружателя при изменении общей массы и перераспределении<br />
материала между шпренгельной системой и основной балкой.<br />
а<br />
в<br />
г<br />
Рис. 3. Графическое представление эквивалентных напряжений (по Мизесу)<br />
в структурных элементах конструкции:<br />
а – ремонтная консоль; б – стойка; в – шарнирная опора; г – элемент секции балки<br />
На рис 4 представлены графики, характеризующие реакцию верхнего<br />
строения на изменение М, m<br />
Б<br />
, m<br />
Ш<br />
, интегральные зависимости максимальных<br />
напряжений в основной балке от общей массы верхнего строения и<br />
перераспределения материала между шпренгельной системой и основной балкой.<br />
Заметим, что единичное значение для коэффициентов утонения γ , γ Ш Б<br />
соответствует базовому (ранее выбранному) набору значений толщин элементов<br />
верхнего строения крана. Как видно, качественный вид зависимостей напряжений<br />
от перераспределения общей (изменяемой, под влиянием коррозионного износа)<br />
массы, остается неизменным. Как и ранее, наблюдаем зону локального минимума<br />
по эквивалентным максимальным напряжениям в элементах балки для 2-х<br />
характерных положений грузовой тележки и весьма близкую – для 3-го. Следует<br />
также отметить, что ходовые рельсы расположены непосредственно на балках<br />
(правой и левой) и именно они является одними из наиболее ответственных<br />
структурных элементов.<br />
б
Напряжения, МПа<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5<br />
γ Ш<br />
0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5<br />
γ Ш<br />
0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5<br />
γ Ш<br />
100%<br />
90%<br />
80%<br />
70%<br />
Тележка на ремонтной консоли<br />
100%<br />
90%<br />
80%<br />
70%<br />
Тележка в центре пролета<br />
100%<br />
90%<br />
80%<br />
70%<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
95<br />
90<br />
85<br />
80<br />
75<br />
70<br />
65<br />
60<br />
80<br />
75<br />
70<br />
65<br />
60<br />
55<br />
110<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
0.8 0.84 0.88 0.92 0.96 1 1.04 1.08 1.12 1.16 1.2<br />
γ<br />
Б<br />
0.8 0.84 0.88 0.92 0.96 1 1.04 1.08 1.12 1.16 1.2<br />
γ<br />
Б<br />
0.8 0.84 0.88 0.92 0.96 1 1.04 1.08 1.12 1.16 1.2<br />
γ<br />
Б<br />
Тележка на шарнирной опоре<br />
а<br />
б<br />
Рис. 4. Изменение максимальных напряжений в шпренгельной системе (а)<br />
и балке (б) при перераспределении массы с учетом утонения<br />
II. Определение влияния различных законов утонения и деградации<br />
материала конструкции на остаточный ресурс мостового перегружателя.<br />
Локальный износ элементов балки. В процессе исследований проводилось<br />
утонение материала верхнего строения перегружателя и определялась<br />
несущая способность конструкции. Так, на рис 5-12 представлены графики,<br />
характеризующие локальный износ элементов конструкции – секций балки<br />
(рис. 5-8) и раскосов шпренгельной системы (рис. 9-12), что в свою очередь<br />
позволяет оценить их степень влияния на интегральную картину НДС при<br />
сложном изменяемом нагружении. На рис. 6, 10 представлены отклонения<br />
максимальных напряжений (в абсолютных и относительных единицах) в<br />
исследуемых элементах по сравнению с „неизношенным” базовым<br />
нагружением (три характерных положения в совокупности с ветровыми,<br />
снеговыми и инерционными нагрузками).<br />
Видно, что локальное утонение секций балки очень слабо сказывается на<br />
НДС шпренгельной системы: увеличение максимальных напряжения в ней не<br />
превосходит 3 % (рис. 6, б). А вот максимальные напряжения в элементах<br />
самой балки возрастают довольно существенно, причем для разных<br />
100%<br />
90%<br />
80%<br />
70%<br />
100%<br />
90%<br />
80%<br />
70%<br />
100%<br />
90%<br />
80%<br />
70%<br />
положений тележки критичными являются разные секции. Так для<br />
положения тележки над ремонтной консолью первостепенными являются 1-я<br />
и 2-я секции, для среднего положения – 4-я, а для шарнирной консоли – 7-я.<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
157<br />
156.5<br />
156<br />
155.5<br />
155<br />
154.5<br />
154<br />
147.5<br />
147<br />
146.5<br />
146<br />
145.5<br />
145<br />
144.5<br />
144<br />
143.5<br />
143<br />
151<br />
150.5<br />
150<br />
149.5<br />
149<br />
148.5<br />
148<br />
147.5<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
Тележка на ремонтной консоли<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
Тележка в центре пролета<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
85<br />
80<br />
75<br />
70<br />
65<br />
60<br />
69<br />
67<br />
65<br />
63<br />
61<br />
59<br />
57<br />
55<br />
90<br />
85<br />
80<br />
75<br />
70<br />
65<br />
60<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка на шарнирной опоре<br />
а<br />
б<br />
Рис. 5. Изменение максимальных напряжений в шпренгельной системе (а) и балке (б)<br />
при локальном утонении каждой секции балки № 1 - 7 (см. рис. 2, б )<br />
Напряжения, МПа<br />
Напряжения, %<br />
4<br />
3.5<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
10 20 30<br />
корроз. износ , %<br />
10 20 30<br />
корроз. износ , %<br />
1<br />
2<br />
3<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
25<br />
20<br />
15<br />
10<br />
абсолютное<br />
1<br />
2<br />
3<br />
5<br />
0<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
10 20 30<br />
корроз. износ , %<br />
10 20 30<br />
корроз. износ , %<br />
относительное<br />
а<br />
б<br />
Рис. 6. Увеличение напряжений в шпренгельной системе (а) и балке (б) в случае<br />
локального утонения балочных секций для 3-х вариантов положения тележки:<br />
1 – тележка над ремонтной консолью; 2 – центральное расположение тележки;<br />
3 – тележка над шарнирной консолью<br />
Напряжения, %<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
1<br />
2<br />
3<br />
1<br />
2<br />
3
На рис. 7 представлены графики зависимости максимального прогиба от<br />
локального утонения (модель износа) секций балки (см. рис 2, б), а на рис. 9 –<br />
отличие максимального прогиба в сравнении с базовым расчетом (модель с<br />
номинальным набором толщин) в абсолютных и относительных единицах.<br />
Макс. прогиб, мм<br />
Прогиб, мм<br />
Макс. прогиб, мм<br />
28.2<br />
28<br />
27.8<br />
27.6<br />
27.4<br />
27.2<br />
27<br />
26.8<br />
26.6<br />
26.4<br />
26.2<br />
26<br />
55.5<br />
54.5<br />
53.5<br />
52.5<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
56<br />
55<br />
54<br />
53<br />
52<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка на ремонтной консоли<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка на шарнирной опоре<br />
10 20 30<br />
корроз. износ , %<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
1<br />
2<br />
3<br />
Макс. прогиб, мм<br />
61.4<br />
61.2<br />
61<br />
60.8<br />
60.6<br />
60.4<br />
60.2<br />
60<br />
59.8<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка в центре пролета<br />
Рис. 7. Изменение максимального<br />
прогиба в балке при локальном утонении<br />
каждой секции балки № 1 - 7 (см. рис. 2, б<br />
)<br />
Прогиб, %<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
10 20 30<br />
корроз. износ , %<br />
абсолютное<br />
относительное<br />
Рис. 8. Отличие максимального прогиба в балке от номинального в случае локального<br />
утонения секций балки для 3-х вариантов положения тележки<br />
(расшифровку обозначений 1, 2 и 3 см. на рис. 6)<br />
Локальный износ элементов шпренгельной системы. На графиках<br />
рис. 9-12 приведены обобщенные результаты расчетов по моделированию<br />
локального износа раскосов шпренгельной системы путем утонения<br />
соответствующих стенок. Снова наблюдаем слабое влияние от локального<br />
утонения раскосов на НДС балки – при достижении 35%-го увеличения<br />
напряжений в шпренгелях (рис. 10, а) имеем лишь 5%-е в балке (рис. 10, б).<br />
Очевидно, что максимальные напряжения будут наблюдаться в шпренгелях,<br />
близких к положению грейферной тележки, однако зависимость носит весьма<br />
сложный характер. Так, для положения на ремонтной консоли критичным<br />
является лишь 1-я пара раскосов, когда для шарнирной – 10-й и 8-й пары, а<br />
вот для положения в центре пролета – 6-я, 4-я и 9-я, 4-я пары (рис. 9, схема<br />
расположения – рис. 2, а). Это, конечно, связано с особенностями<br />
конструкции, как и определенная симметрия в центральном положении.<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
1<br />
2<br />
3<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
200<br />
190<br />
180<br />
170<br />
160<br />
150<br />
140<br />
190<br />
180<br />
170<br />
160<br />
150<br />
140<br />
200<br />
190<br />
180<br />
170<br />
160<br />
150<br />
140<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
Напряжения, МПа<br />
67.5<br />
67<br />
66.5<br />
66<br />
65.5<br />
65<br />
64.5<br />
64<br />
63.5<br />
Тележка на ремонтной консоли<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
Напряжения, МПа<br />
63<br />
60<br />
59.5<br />
59<br />
58.5<br />
58<br />
57.5<br />
Тележка в центре пролета<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
64.9<br />
64.85<br />
64.8<br />
64.75<br />
64.7<br />
64.65<br />
№ 10 64.6<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка на шарнирной опоре<br />
а<br />
б<br />
Рис. 9. Изменение максимальных напряжений в шпренгельной системе (а) и балке (б)<br />
при локальном утонении раскосов шпренгельной системы № 1-10 (см. рис. 2, а )<br />
Напряжения, МПа<br />
Напряжения, %<br />
50<br />
40<br />
30<br />
20<br />
10<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
0<br />
10 20 30<br />
корроз. износ , %<br />
10 20 30<br />
корроз. износ , %<br />
1<br />
2<br />
3<br />
Напряжения, МПа<br />
Напряжения, МПа<br />
3.5<br />
2.5<br />
1.5<br />
0.5<br />
абсолютное<br />
1<br />
2<br />
3<br />
Напряжения, %<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
3<br />
2<br />
1<br />
0<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
10 20 30<br />
корроз. износ , %<br />
10 20 30<br />
корроз. износ , %<br />
относительное<br />
а<br />
б<br />
Рис. 10. Увеличение максимальных напряжений в шпренгельной системе (а) и балке (б) в<br />
случае локального утонения раскосов шпренгельной системы<br />
для 3-х вариантов положения тележки (расшифровку обозначений 1, 2 и 3 см. на рис. 6)<br />
На рис. 11 приведены графики зависимости максимального прогиба от<br />
локального утонения раскосов шпренгельной системы (см. рис 2, а), а на рис.<br />
12 – отличие максимального прогиба от базового варианта (модель с<br />
номинальным набором толщин) в абсолютных и относительных единицах.<br />
1<br />
2<br />
3<br />
1<br />
2<br />
3
Прогиб, мм<br />
6<br />
4<br />
2<br />
0<br />
-2<br />
-4<br />
-6<br />
Макс. прогиб, мм<br />
Макс. прогиб, мм<br />
31.5<br />
31<br />
30.5<br />
30<br />
29.5<br />
29<br />
28.5<br />
28<br />
27.5<br />
27<br />
26.5<br />
60<br />
59<br />
58<br />
57<br />
56<br />
55<br />
54<br />
53<br />
52<br />
26<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка на ремонтной консоли<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка на шарнирной опоре<br />
10 20 30<br />
корроз. износ , %<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
1<br />
2<br />
3<br />
Прогиб, %<br />
Макс. прогиб, мм<br />
20<br />
15<br />
10<br />
5<br />
0<br />
-5<br />
-10<br />
64<br />
63.5<br />
63<br />
62.5<br />
62<br />
61.5<br />
61<br />
60.5<br />
60<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
Тележка в центре пролета<br />
Рис. 11. Изменение максимального<br />
прогиба в балке при локальном<br />
утонении раскосов шпренгельной<br />
системы № 1-10 (см. рис. 2, а )<br />
10 20 30<br />
корроз. износ , %<br />
а<br />
б<br />
Рис. 12. Отличие максимального прогиба в балке (а – абсолютное, б - относительное) от<br />
номинального в случае локального утонения раскосов шпренгельной системы<br />
для 3-х вариантов положения тележки (расшифровку обозначений 1, 2 и 3 см. на рис. 6)<br />
Износ всей конструкции. Расчет на утонение всех поверхностей<br />
перегружателя (результаты – на рис 13, 14) не выявил более „худшего” случая<br />
увеличения эквивалентных напряжений по сравнению с локальным износом в<br />
элементах верхнего строения. Это в очередной раз свидетельствует о роли<br />
верхнего строения в картине НДС крана. Зависимости максимального прогиба<br />
от одновременного утонения всех поверхностей модели конструкции (см.<br />
рис 2, г) для трех характерных положений грейферной тележки представлены<br />
на рис. 15; на рис. 16 – отличие максимального прогиба от базового варианта<br />
в абсолютных и относительных единицах.<br />
После проведения серии расчетов по моделированию влияния изменении<br />
толщин элементов перегружателя можно сделать следующие выводы. Удалось<br />
подобрать распределение толщин, в котором основная балка перегружателя<br />
находится в наиболее благоприятном напряженном состоянии. Наблюдается<br />
весьма слабое взаимное влияние между НДС шпренгельной системы и балки, т.е.<br />
локальное утонение любого элемента одной из этих систем довольно слабо<br />
сказывается на НДС в другой. износ любого элемента верхнего строения<br />
непосредственно ведет к увеличению эквивалентных напряжений. Картина<br />
количества и расположения напряженных участков переменна и весьма сложна,<br />
причем сильно зависит от положения грейферной тележки. Ущерб от локального<br />
утонения элементов верхнего строения соизмерим с утонением элементов всей<br />
№ 1<br />
№ 2<br />
№ 3<br />
№ 4<br />
№ 5<br />
№ 6<br />
№ 7<br />
№ 8<br />
№ 9<br />
№ 10<br />
1<br />
2<br />
3<br />
конструкции.<br />
Напряжения, МПа<br />
210<br />
200<br />
190<br />
180<br />
170<br />
160<br />
150<br />
140<br />
0 10 20 30<br />
корроз. износ , %<br />
1<br />
2<br />
3<br />
Напряжения, МПа<br />
90<br />
85<br />
80<br />
75<br />
70<br />
65<br />
60<br />
55<br />
0 10 20 30<br />
корроз. износ , %<br />
а<br />
б<br />
Рис. 13. Увеличение максимальных напряжений в шпренгельной системе (а) и балке<br />
(б) в случае одновременного утонения абсолютно всех поверхностей модели для 3-х<br />
вариантов положения тележки (расшифровку обозначений 1, 2 и 3 см. на рис. 6)<br />
Напряжения, МПа<br />
Напряжения, %<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
10 20 30<br />
корроз. износ , %<br />
10 20 30<br />
корроз. износ , %<br />
1<br />
2<br />
3<br />
Напряжения, МПа<br />
25<br />
20<br />
15<br />
10<br />
абсолютное<br />
1<br />
2<br />
3<br />
Напряжения, %<br />
5<br />
0<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
10 20 30<br />
корроз. износ , %<br />
10 20 30<br />
корроз. износ , %<br />
относительное<br />
а<br />
б<br />
Рис. 14. Увеличение максимальных напряжений в шпренгельной системе (а) и балке<br />
(б) в случае глобального утонения абсолютно всех элементов конструкции<br />
для 3-х вариантов положения тележки<br />
Прогиб, мм<br />
25<br />
20<br />
15<br />
10<br />
Рис. 15. Изменение максимального<br />
75<br />
65<br />
прогиба в балке при утонении всех<br />
55<br />
поверхностей для 3-х вариантов<br />
45<br />
положения тележки (расшифровку<br />
35<br />
25<br />
обозначений 1, 2 и 3 см. на рис. 6)<br />
5<br />
0<br />
10 20 30<br />
корроз. износ , %<br />
1<br />
2<br />
3<br />
Макс. прогиб, мм<br />
85<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
0 5 10 15 20 25 30<br />
корроз. износ , %<br />
10 20 30<br />
корроз. износ , %<br />
а<br />
б<br />
Рис. 16. Отличие максимального прогиба в балке (а – абсолютное, б - относительное)<br />
от номинального в случае утонения всех поверхностей для 3-х вариантов положения<br />
тележки (расшифровку обозначений 1, 2 и 3 см. на рис. 6)<br />
Заключение. В статье описаны модели и результаты исследований<br />
влияния различных факторов, процессов, критериев и ограничений на<br />
несущую способность мостового перегружателя. При этом важно отметить,<br />
Прогиб, %<br />
1<br />
2<br />
3<br />
1<br />
2<br />
3<br />
1<br />
2<br />
3<br />
1<br />
2<br />
3<br />
1<br />
2<br />
3
что все эти факторы, процессы, критерии и ограничения являются<br />
изменяемыми обобщенными параметрами. В результате предложена новая<br />
технология обоснования рациональных параметров перегружателя,<br />
отличающаяся нацеленностью на решение не отдельно поставленной задачи<br />
для конкретной машины или механизма, а для целой серии задач и целого<br />
класса конструкций.<br />
Предложенная технология исследований и результаты, получаемые с ее<br />
применением, планируется использовать при обосновании рациональных<br />
параметров мостовых перегружателей, разрабатываемых в ОАО „Головной<br />
специализированный конструкторско-технологический институт”, г.<br />
Мариуполь.<br />
Данная статья содержит описание результатов, полученных при<br />
выполнении проекта IT/480-2007 Министерства образования и науки<br />
Украины.<br />
Список литературы: 1. Сеа Ж. Оптимизация. Теория и алгоритмы. – М.: Мир, 1973. – 244 с.<br />
2. Полак Э. Численные методы оптимизации. – М.: Мир, 1974. 3. Химмельблау Д. Прикладное<br />
нелинейное программирование. – М.: Мир, 1975. – 534 с. 4. Ткачук Н.А., Гриценко Г.Д.,<br />
Чепурной А.Д., Орлов Е.А., Ткачук Н.Н. Конечно-элементные модели элементов сложных<br />
механических систем: технология автоматизированной генерации и параметризованного<br />
описания // Механіка та машинобудування. – 2006. – №1. – С.57-79. 5. Чепурной А.Д., Глинин<br />
Г.П., Гусев Ю.Б., Пеклич М.М., Барчан Е.Н., Ткачук Н.А. Расчетно-экспериментальный метод<br />
определения параметров элементов машиностроительных конструкций // Вестник НТУ „ХПИ”.<br />
Тем. вып. „Машиноведение и САПР”. – 2005. – №53. – С.162-176. 6. Глинин Г.П., Гусев Ю.Б.,<br />
Головченко В.И., Орлов Е.А. Методи автоматизованого аналізу міцності та жорсткості<br />
просторових конструкцій // Вестник НТУ „ХПИ”. Тем. вып. „Машиноведение и САПР”. – 2006.<br />
– №3. – С.58-69. 7. Гусев Ю.Б., Слободяник В.А., Ткачук Н.А., Танченко А.Ю. К вопросу об<br />
определении причин сверхнормативного износа реборд колес грейферной тележки мостового<br />
крана-перегружателя // Вестник НТУ „ХПИ”. Тем. вып. „Машиноведение и САПР”. – 2007. –<br />
№33. – С.55-66. 8. Гусев Ю.Б. К вопросу об исследовании напряженно-деформированного<br />
состояния металлоконструкции перегружателя ПМГ-20 // Вестник НТУ „ХПИ”. Тем. вып.<br />
„Машиноведение и САПР”. – 2006. – №24. – С.70-75. 9. Ткачук Н.А., Головченко В.И., Барчан<br />
Е.Н., Гусев Ю.Б., Глинин Г.П. Структура специализированных систем автоматизированного<br />
анализа и синтеза сложных механических систем // Вісник Східноукраїнського національного<br />
університету ім. В. Даля 2007. – №9(115). – Ч. 1. – С.206-216. 10. Гусев Ю.Б., Шкода В.А.,<br />
Танченко А.Ю. Формирование конечно-элементной модели металлоконструкции угле<br />
перегружателя // Вестник НТУ „ХПИ”. Тем. вып. „Машиноведение и САПР”. – 2007. – №23. –<br />
С.33-39. 11. Гусев Ю.Б., Литвиненко А.В., Танченко А.Ю. К вопросу моделирования напряженнодеформированного<br />
состояния металлоконструкции углеперегружателя // Вісник НТУ “ХПІ”.<br />
Тем. вип.: „Транспортное машиностроение”. – 2007. – №33. – С.41-45 12. Гусев Ю.Б. К вопросу о<br />
диагностировании состояния металлоконструкции угле перегружателя // Вестник НТУ „ХПИ”.<br />
Тематический выпуск „Динамика и прочность машин”. – 2007. – №38. – С.50-58. 13. Гусев Ю.Б.,<br />
Танченко А.Ю. К вопросу о техническом состоянии кранов-перегружателей // Вестник НТУ<br />
„ХПИ”. Тем. вып. „Машиноведение и САПР”. – 2008. – №2. – С.53-69. 14. Гусев Ю.Б. К вопросу<br />
об исследовании напряженно-деформированного состояния металлоконструкции<br />
перегружателя ПМГ-20 // Вестник НТУ „ХПИ”. Тем. вып. „Машиноведение и САПР”. – 2008. –<br />
№ 2. – С.71-75. 15. Гусев Ю.Б. Проблема обеспечения долговечности, работоспособности и<br />
нагрузочной способности мостовых перегружателей // Вестник НТУ „ХПИ”. Тем. вып.<br />
„Машиноведение и САПР”. – 2008. – № 9. – С.35-42. 16. Гусев Ю.Б., Танченко А.Ю. К вопросу об<br />
оптимальном синтезе элементов мостовых перегружателей // Вестник НТУ „ХПИ”. Тем. вып.<br />
„Машиноведение и САПР”. – 2008. – №9. – С.43-66.<br />
УДК 621.833.6<br />
Поступила в редколлегию 21.04.08<br />
С.Н. КАВЕЦКИЙ, аспирант каф. ТММиСАПР, НТУ<br />
“ХПИ”,<br />
ОБЛАСТЬ СУЩЕСТВОВАНИЯ ПЛАНЕТАРНЫХ МЕХАНИЗМОВ АА<br />
И II СО СВЯЗАННЫМИ И НЕСВЯЗАННЫМИ КОЛЕСАМИ<br />
С УЧЕТОМ УГЛОВ ЗАЦЕПЛЕНИЯ<br />
У статті визначена область існування планетарних механізмів АА, II з незв'язаними колесами і<br />
AA, II із зв'язаними колесами. Визначені межі передатних відношень планетарних механізмів<br />
АА, II і AA, II з урахуванням можливих значень кутів зачеплення. Наведені рекомендації по<br />
вибору параметрів синтезу для генеральних рівнянь.<br />
In the article the existence domain of planetary mechanisms АА, II with non-connected wheels and<br />
AA, II with the linked wheels is determined . The limits of gear ratios of planetary mechanisms АА, II<br />
and AA, II are determined taking into account the possible values of pressure angles. The<br />
recommendations on the choice of parameters of synthesis for general equations are given.<br />
Введение. Планетарные механизмы широко применяются при<br />
конструировании различных механических систем. При этом следует обратить<br />
внимание на возможные передаточные отношения, которые можно<br />
реализовать, применяя ту или иную схему планетарного механизма. Широкий<br />
диапазон передаточных отношений открывает большие возможности с точки<br />
зрения применения планетарного механизма в составе механической системы.<br />
В статье показана возможность значительного расширения передаточного<br />
отношения для схем AA , II и впервые указана область существования<br />
планетарных механизмов для схем AA , II .<br />
Основная часть. Как показано в [2, 3], возможность определить числа<br />
зубьев для планетарных механизмов AA , II , AA и II с учетом различных<br />
углов зацепления для первой и второй ступени, есть. Однако выполнить<br />
синтез с помощью полученных генеральных уравнений [3] для этих схем,<br />
можно только лишь при выборе передаточного отношения и<br />
соответствующих ему приемлемых значений параметров x λ и t . Связь этих<br />
параметров с передаточным отношением показана на рис. 1-4. Пределы<br />
передаточного отношения можно получить, используя уравнения,<br />
приведенные в [3].<br />
Из области существования планетарного механизма AA (рис. 1) видно,<br />
что выбор неравных углов зацепления для первой и второй ступени для
одного и того x λ , дает возможность выполнить синтез планетарного<br />
механизма с большими значениями передаточных отношений. Аналогичная<br />
ситуация наблюдается и для планетарного механизма II (рис. 3). При этом<br />
следует заметить, что для изолиний по числу сателлитов наблюдается та же<br />
ситуация.<br />
Для механизмов AA и II , используя области существования (рис. 2, 4),<br />
можно определить пределы передаточного отношения, которые можно<br />
реализовать для данных схем.<br />
Сравнительный анализ возможных передаточных отношений для схем<br />
AA и II при x λ = 2 , приведен в таблице.<br />
Рис. 1 Область существования планетарного механизма AA<br />
Как видно из табл., пределы передаточного отношения для схем AA и II<br />
можно расширить практически вдвое по сравнению с полученными в [1], если<br />
использовать генеральные уравнения и подход, описанный в [3].
Рис. 2 Область существования планетарного механизма AA<br />
Рис. 3 Область существования планетарного механизма II<br />
Общие выводы.<br />
1. Получены области существования планетарных механизмов для схем<br />
AA , II , AA и II , что дает возможность оценить общее возможное<br />
передаточное отношение для соответствующей схемы планетарного<br />
механизма. С помощью полученных областей существования, можно
определить пределы изменения параметров t и<br />
передаточного отношения<br />
4<br />
i<br />
1H<br />
.<br />
x λ , для наперед заданного<br />
Пределы передаточных отношений планетарных механизмов AA и II<br />
при x λ = 2 для заданного числа сателлитов<br />
Схема<br />
механизма<br />
AA<br />
II<br />
Число<br />
сателлитов<br />
t = 1<br />
0,8<br />
≤ t ≤ 1, 2<br />
4<br />
4<br />
k = 3 −1<br />
≥ i ≥ 7, 46 − 0,66 ≥ i ≥ 11, 19<br />
1H<br />
−<br />
1H<br />
−<br />
4<br />
4<br />
k = 4 −1<br />
≥ i ≥ 3, 14 − 0,66 ≥ i ≥ 5, 12<br />
1H<br />
−<br />
1H<br />
−<br />
4<br />
4<br />
k = 5 −1<br />
≥ i ≥ 2, 42 − 0,66 ≥ i ≥ 3, 63<br />
1H<br />
−<br />
1H<br />
−<br />
4<br />
4<br />
k = 6 −1<br />
≥ i ≥ 2 − 0,66 ≥ i ≥ 3<br />
1H<br />
−<br />
1H<br />
−<br />
4<br />
4<br />
k = 3 − 0,536 ≥ i ≥ 1 − 0,35 ≥ i ≥ 1, 5<br />
1H<br />
−<br />
1H<br />
−<br />
4<br />
4<br />
k = 4 − 0,586 ≥ i ≥ 1 − 0,39 ≥ i ≥ 1, 5<br />
1H<br />
−<br />
1H<br />
−<br />
4<br />
4<br />
k = 5 − 0,63 ≥ i ≥ 1 − 0,42 ≥ i ≥ 1, 5<br />
1H<br />
−<br />
1H<br />
−<br />
4<br />
4<br />
k = 6 − 0,66 ≥ i ≥ 1 − 0,44 ≥ i ≥ 1, 5<br />
1H<br />
−<br />
1H<br />
−<br />
2. Из полученных областей существования для схем AA и II видно,<br />
что передаточное отношение данных схем планетарных механизмов, может<br />
быть значительно больше ранее принимаемых. При этом, следует заметить,<br />
что наибольший вклад в увеличение пределов изменения передаточного<br />
отношения, наблюдается при t < 1. Следовательно, можно рекомендовать<br />
наиболее приемлемые значения параметра t , с учетом области построенного<br />
t ∈ 0,8;1 .<br />
для этого параметра в [2], [ ]<br />
3. Для планетарных механизмов AA и II из их областей<br />
4<br />
существования видно, что передаточное отношение i<br />
1H<br />
для этих механизмов<br />
4 1<br />
невелико. Следовательно, передаточное отношение i H1<br />
= будет большим.<br />
4<br />
i1H<br />
Следовательно, эти схемы можно применять для передачи мощности от<br />
водила к первому колесу более эффективно, чем в обратную сторону.<br />
Рис. 4 Область существования планетарного механизма II<br />
Таблица<br />
Список литературы: 1. Ткаченко В.А. Планетарные механизмы (оптимальное проектирование).<br />
– Харьков: Издательский центр ХАИ. – 2003. – 446 с. 2. Кавецкий С.Н., Гереш Т.В. Зависимость<br />
углов зацепления зубчатых пар планетарных механизмов со связанными и несвязанными<br />
колесами. // Вестник НТУ „ХПИ”. Тем. вып.: Машиноведение и САПР. – № 2. – 2008. – С.115-<br />
120. 3. Кавецкий С.Н., Гереш Т.В. Синтез планетарных механизмов AA и II со связанными и<br />
несвязанными колесами с учетом углов зацепления. // Вестник НТУ „ХПИ”. Тем. вып.:<br />
Машиноведение и САПР. – № 9. – 2008. – С.98-103.<br />
Поступила в редколлегию 08.04.08<br />
УДК 621.825
Б. І. КІНДРАЦЬКИЙ, проф. каф. деталей машин, д-р техн. наук,<br />
О. О. ШПАК заст. нач. фак-ту з навчальної та виховної роботи –<br />
начальник навчальної частини Львівського інституту Сухопутних<br />
військ ім. Гетьмана Петра Сагайдачного НУ „Львівська політехніка”<br />
ДИНАМІКА ПРИВОДУ З КУЛЬКОВОЮ ЗАПОБІЖНОЮ<br />
МУФТОЮ, ОСНАЩЕНОЮ БЛОКУВАЛЬНИМ ПРИСТРОЄМ<br />
Наведено математичну модель приводу з кульковою запобіжною муфтою, оснащеною<br />
блокувальним пристроєм кінематичного та силового типів, у перехідних режимах роботи<br />
приводу. Досліджено вплив характеристики спрацювання запобіжної муфти з блокувальним<br />
пристроєм на величину крутних моментів двигуна і у валопроводах в стопорному режимі його<br />
роботи. Зроблені рекомендації щодо проектування таких муфт.<br />
The mathematical model of drive with a ball-shaped preventive clutch, equipped the blocking device of<br />
kinematics and power types, in transient mode of operation is resulted. The influencing of characteristic<br />
of response of preventive clutch with a blocking device is researched on the size of rotational moment<br />
of engine and in shaftings in locking mode of work. The recommendations in relation of design of such<br />
clutches are done.<br />
Актуальність теми і огляд літератури. У сучасному технологічному<br />
устаткуванні: промислових роботах, гнучких виробничих комплексах,<br />
автоматичних лініях, оброблювальних центрах, металорізальних верстатах<br />
тощо особливо гостро стоїть задача ефективного захисту елементів приводів<br />
від руйнвання, зокрема, забезпечення високої точності спрацювання та<br />
мінімальної динамічної післядії захисних пристроїв. Так, наприклад, в<br />
оброблювальних центрах з автоматичною зміною інструмента після<br />
спрацювання запобіжного пристрою момент післядії бажано звести до нуля,<br />
оскільки невиконання такої умови може призвести до руйнування інструмента.<br />
Тому застосування запобіжних пристроїв зі значним залишковим моментом,<br />
наприклад, кулачкових, фрикційних, кулькових, є неможливим. Виникає<br />
потреба у створенні нових конструкцій запобіжних пристроїв, які б володіли<br />
високою точністю спрацювання при перевантаженнях і мінімальним моментом<br />
післядії, та методів аналізу динаміки приводів з такими пристроями у<br />
перехідних режимах роботи.<br />
Сьогодні існує велика кількість різноманітних конструкцій запобіжних<br />
муфт, призначених для захисту приводів машин і механізмів від руйнування<br />
при перевантаженні [1-3]. Найпростішими з них є муфти зі зрізним<br />
елементом. Однак такі муфти мають істотні недоліки [1]: невисоку точність<br />
спрацювання, пов’язану з точністю виготовлення і розсіянням міцності<br />
матеріалу, з якого виготовлені зрізні елементи; зменшення точності<br />
спрацювання зі збільшенням кількості зрізних елементів та точності<br />
виготовлення муфти (величини неспіввісності розташування штифтів, що<br />
призводить до їх нерівномірного навантаження); поступове зменшення<br />
точності спрацювання муфти з накопиченням зрізним елементом втомних<br />
пошкоджень; складність заміни зрізних елементів після спрацювання муфти.<br />
Фрикційні муфти мають невеликий момент післядії, однак їхня точність<br />
спрацювання істотно залежить від точності виготовлення, якості елементів<br />
пар тертя, температурних умов роботи, попадання вологи або мастила в зону<br />
тертя тощо [2]. Особливо відчутним є вплив перелічених вище чинників у<br />
низькомоментних приводах, де незначна зміна коефіцієнта тертя між<br />
елементами фрикційної запобіжної муфти може призвести до істотного<br />
перевантаження елементів приводу і руйнування його слабкої ланки.<br />
Кулачкові запобіжні муфти, будучи простими і надійними у роботі, після<br />
спрацювання при перевантаженні приводу створюють додаткові динамічні<br />
навантаження на його елементи. При збігу частоти вдаряння півмуфт при<br />
пробуксовуванні кулачкової запобіної муфти з власною частотою коливань<br />
ведучої чи веденої частин приводу динамічні навантаження на його ланки<br />
можуть у декілька разів перевищувати момент, при якому спрацювала муфта<br />
[1]. Тому їх застосування у швидкохідних приводах є недопустимим.<br />
Найвищу точність і стабільність спрацювання при перевантаженнях<br />
приводу мають кулькові запобіжні муфти (КЗМ) з профільним замиканням<br />
[1]. Вони менш чутливі до зміни температурних умов роботи, наявності<br />
мастила, точності виготовлення, оскільки тертя ковзання між робочими<br />
елементами муфти заміняється тертям кочення. Істотним недоліком таких<br />
муфт є ударні навантаження на елементи приводу після їх спрацювання при<br />
перевантаженні. Вони менші, ніж при пробуксовуванні кулачкових<br />
запобіжних муфт, однак не дають можливості їх застосовувати у<br />
високошвидкісних приводах.<br />
Отже, проблема створення ефективних запобіжних муфт для захисту від<br />
руйнування при перевантаженнях ланок високошвидкісних приводів машин є<br />
актуальною і потребує як конструктивного вирішення, так і розроблення<br />
моделей і методів дослідження динаміки таких приводів у перехідних<br />
режимах роботи, зокрема стопорних. Враховуючи вищесказане, на нашу<br />
думку, найдоцільніше удосконалювати КЗМ з профільним замиканням з<br />
метою усунення головного їхнього недоліку – ударного навантаження на<br />
елементи приводу після спрацювання.<br />
Мета статті – розробити математичну модель приводу з кульковою<br />
запобіжною муфтою, оснащеною блокувальним пристроєм, як основу для<br />
розроблення методу синтезу таких муфт за заданим режимом роботи.<br />
Постановка задачі. Оскільки причиною динамічних навантажень на ланки<br />
приводу після спрацювання КЗМ з профільним замиканням є ударні явища, які<br />
виникають при замиканні півмуфт у момент попадання кульок в лунки чи пази на<br />
одній з півмуфт, то найефективнішим методом зведення до нуля залишкового<br />
крутного моменту в приводі після спрацювання муфти є усунення можливості її<br />
замикання після спрацювання. Конструктивно це можна реалізувати введенням у<br />
конструкцію КЗМ додаткових блокувальних пристроїв (БП), які б перекривали<br />
лунки чи пази на півмуфті після виходу з неї кульок. Ефективність роботи таких<br />
муфт значною мірою залежить від принципу дії БП і потребує, на відміну від<br />
існуючої методики силового розрахунку КЗМ [1, 2], врахування при їх<br />
розрахунку і проектуванні режиму роботи та динамічних характеристик і
параметрів приводу, в який її передбачається встановити.<br />
Конструкції і принцип дії КЗМ з БП. За принципом дії КЗМ з БП<br />
можна поділити на два види: муфти з БП кінематичного типу і муфти з БП<br />
силового типу. На рис. 1 зображена конструкція КЗМ з БП кінематичного<br />
типу [4]. Муфта містить ведучу 1 і ведену 2 півмуфти, з’єднані між собою<br />
через кульки 3, поміщені в отвори 4 веденої півмуфти 2 і пази 5 на ведучій<br />
півмуфті 1. В отворах 4 встановлені плунжери 6 і пружини 7, величина<br />
деформації яких регулюється гвинтами 8. Осьове переміщення півмуфт 1 і 2<br />
зафіксоване кільцем 9. Між ведучою 1 і веденою 2 півмуфтами встановлена<br />
рухома втулка 10 з пелюстками 11. Втулка 10 з’єднана через пелюстки 11 і<br />
пази 5 з ведучою півмуфтою 1, а за допомогою гвинтового, який переходить у<br />
замкнутий кільцевий, паза 12 на зовнішній циліндричній поверхні – з<br />
фіксатором 13, нерухомо з’єднаним з півмуфтою 2.<br />
втулка 10, переміщаючись в осьовому напрямі, натискає на вимикач 15 і<br />
вимикає двигун. Після усунення перевантаження на веденій ланці приводу,<br />
притримуючи півмуфту 2, повертають півмуфту 1 у напрямі, протилежному<br />
до обертання вала двигуна в робочому режимі, до повного замикання муфти.<br />
На рис. 2 зображена конструкція КЗМ з БП силового типу [5]. Муфта<br />
містить ведучу півмуфту 1, на якій з можливістю обертання встановлена<br />
ведена півмуфта 2. Ведуча півмуфта 1 через кульки 3, розташовані в отворах<br />
4 веденої півмуфти 2 і пази 5, виготовлені на зовнішній циліндричній<br />
поверхні ведучої півмуфти 1, з’єднана з веденою півмуфтою 2. В отворах 4<br />
встановлені плунжери 6 і пружини 7, величина деформування яких<br />
регулюється гвинтами 8. Осьове переміщення півмуфт 1 і 2 обмежене<br />
кільцем 9. Між ведучою півмуфтою 1 і веденою півмуфтою 2 встановлена<br />
рухомо в осьовому напрямі блокувальна втулка 10 з пелюстками 11. Корпус<br />
втулки 10 з’єднаний через пелюстки 11 і пази 5 з ведучою півмуфтою 1. Між<br />
торцевою поверхнею втулки 10 і кільцем 12, встановленим на зовнішній<br />
циліндричній поверхні ведучої півмуфти 1 і зафіксованим відносно осьового<br />
переміщення стопорним кільцем 13, вмонтований пружний елемент 14. На<br />
зовнішній циліндричній поверхні блокувальної втулки 10 виготовлений<br />
буртик 15.<br />
Рис. 1. Конструкція КЗМ з БП кінематичного типу<br />
На зовнішній поверхні пелюсток 11 виконані виямки 14, які охоплюють<br />
кульки у замкненому стані муфти. Для вимикання двигуна після спрацювання<br />
муфти на нерухомій основі вздовж осі переміщення втулки 10 встановлений<br />
вимикач 15. На вільному кінці півмуфти 1 для повернення муфти в замкнене<br />
положення виготовлені пази 16 під ключ. У торцевій поверхні півмуфти 2<br />
виготовлені отвори 17 для з’єднання з веденою ланкою приводу.<br />
Принцип дії муфти полягає у наступному. Крутний момент від ведучої<br />
півмуфти 1 через пази 5 і кульки 3 передається веденій півмуфті 2 і далі на<br />
ведену ланку приводу. При перевантаженні, тобто зупинці півмуфти 2,<br />
кульки виштовхуються з пазів 5, і передача крутного моменту припиняється.<br />
У момент виходу кульок 3 з пазів 5 відбувається відносне прокручування<br />
півмуфт 1 і 2, що спричиняє осьове переміщення втулки 10, за якого<br />
відбувається перекриття пазів 5 пелюстками 11, під кульками утворюється<br />
суцільна циліндрична поверхня, що унеможливлює виникнення динамічних<br />
навантажень на ланки приводу при пробуксовуванні муфти. Крім цього,<br />
а<br />
б<br />
г
в<br />
Рис. 2. Конструкція КЗМ з БП силового типу<br />
Для вимкнення живлення електромотора приводу після спрацювання<br />
муфти передбачений вимикач 16. Для з’єднання муфти з веденою частиною<br />
приводу в півмуфті 2 виготовлені отвори 17. На зовнішній поверхні півмуфти<br />
2 і блокувальній втулці 10 нанесені мітки 18, які в замкненому стані муфти<br />
збігаються, що дає змогу візуально контролювати замикання муфти при<br />
поверненні її у робочий стан.<br />
Кулькова запобіжна муфта працює так. Крутний момент від відучої<br />
півмуфти 1 через пази 5 і кульки 3 передається веденій півмуфті 2 і далі на<br />
ведену ланку приводу. При перевантаженні кульки 3 виштовхуються з пазів 5<br />
і передача крутного моменту припиняється. У момент виходу кульок 3 з пазів<br />
5 відбувається відносне прокручуваня півмуфт 1 і 2 та осьовий зсув<br />
блокувальної втулки 10 з пелюстками 11 ліворуч (див. рис. 2, г), що<br />
приводить до перекриття пазів 5 пелюстками 11. Подальше обертання<br />
півмуфт 1, 2 відбувається без вдаряння кульок 3 з пазами 5, що повністю<br />
усуває появу додаткових динамічних навантажень на ланки приводу та муфти<br />
при її пробуксовуванні.<br />
Після усунення причин перевантаження приводу муфту повертають у<br />
робочий стан шляхом переміщення блокувальної втулки 10 праворуч<br />
(рис. 2, в) і одночасним поворотом веденої півмуфти 2 відносно ведучої 1 до<br />
входження кульок 3 у звільнені пелюстками 11 пази 5. Замикання муфти<br />
контролюють візуально за мітками 18.<br />
Математична модель приводу, оснащеного КЗМ з БП. Як правило,<br />
запобіжні муфти встановлюють між веденою ланкою (робочим органом) і<br />
редуктором. Подамо узагальнену динамічну модель такого приводу у вигляді<br />
чотиримасної пружно-коливальної системи (рис. 3). На рисунку позначено:<br />
J 1 , J 2 , J 3 , J 4 – зведені моменти інерції ланок приводу відповідно ротора<br />
двигуна, ведучої півмуфти, веденої півмуфти і робочого органа до місця<br />
встановлення запобіжної муфти; Т р – рушійний момент двигуна; Т о – момент<br />
технологічного опору; с 1 , с 2 – зведені жорсткості ланок приводу відповідно<br />
між ротором двигуна і ведучою півмуфтою, веденою півмуфтою і робочим<br />
органом машини; β 1 , β 2 – зведені коефіцієнти дисипації енергії у ланках<br />
приводу відповідно між ротором двигуна і ведучою півмуфтою, веденою<br />
півмуфтою і робочим органом машини; ϕ 1 , ϕ 2 , ϕ 3 , ϕ 4 – узагальнені координати<br />
(кути повороту відповідних мас моделі); Т м – крутний момент муфти.<br />
Рівняння руху мас приводу отримаємо з рівняння Лагранжа 2-го роду<br />
d ⎛ ⎞<br />
⎜<br />
∂T<br />
⎟<br />
∂T<br />
∂П<br />
∂Ф<br />
− + + = Q , j =1,3<br />
j<br />
, (1)<br />
dt<br />
⎝<br />
∂q& j ⎠<br />
∂q<br />
j<br />
∂q<br />
j<br />
∂q<br />
j<br />
де Т і П – відповідно кінетична і потенціальна енергії системи; Ф –<br />
дисипативна функція Релея; Q j – узагальнені сили; q j – узагальнені<br />
координати; t – час.<br />
Беручи за узагальнені координати кути повороту мас приводу (див.<br />
рис. 3) q 1 =ϕ 1, q 2 =ϕ2 ≡ϕ 3, q 4 =ϕ 4, подамо кінетичну енергію системи в<br />
такому вигляді:<br />
2<br />
( J + J ) ω<br />
2 2<br />
1ω1 2 3 2 J4ω4<br />
J<br />
T = + + , (2)<br />
2 2 2<br />
dϕ1<br />
dϕ4<br />
де ω 1 = ; ω 4 = – відповідно зведені до запобіжної муфти кутові<br />
dt dt<br />
швидкості обертання ротора електромотора і веденої ланки приводу;<br />
dϕ2<br />
ω 2 = – кутова швидкість обертання муфти у замкнутому стані.<br />
dt<br />
Потенціальну енергію системи і функцію Релея з урахуванням<br />
введених вище позначень подамо так:<br />
( ϕ −ϕ ) c ( ϕ −ϕ )<br />
2 2<br />
1 1 2 2 2 4<br />
( ) ( )<br />
2 2<br />
c<br />
β1 ω−ω 1 2 β2 ω2 −ω4<br />
П = + ; Ф = + . (3)<br />
2 2<br />
2 2<br />
Для номінального режиму роботи приводу, коли КЗМ з БП перебуває у<br />
замкнутому стані, знайшовши похідні від виразів (2) і (3) та підставивши їх у<br />
рівняння (1), отримаємо таку систему диференціальних рівнянь руху мас<br />
приводу:<br />
(4)<br />
Т о<br />
Т р<br />
c 1<br />
, β 1<br />
c 2<br />
, β 2<br />
Т м<br />
J 1 J 2<br />
J 3<br />
J 4<br />
ϕ 1<br />
ϕ 2 ϕ 3<br />
ϕ 4<br />
Рис. 3. Динамічна модель приводу<br />
Динамічну характеристику двигуна подамо у вигляді диференціального<br />
рівняння [6]<br />
dTp<br />
1 Jd<br />
dϕ1<br />
1<br />
+ Tp<br />
+ =<br />
dt τ τ τ dt ντ , (5)<br />
d m d d
де Т р – рушійний момент двигуна; τ d – електромагнітна стала часу; J d –<br />
момент інерції ротора двигуна; v – коефіцієнт крутизни характеристики<br />
200<br />
двигуна; τ m – механічна<br />
стала часу.<br />
100<br />
Диференціальні<br />
0<br />
рівняння (4)-(5) є<br />
математичною моделлю<br />
приводу із запобіжною<br />
муфтою і описують його рух у<br />
перехідних режимах роботи<br />
до моменту спрацювання<br />
муфти.<br />
Динаміка приводу без<br />
запобіжної муфти у<br />
перехідних режимах<br />
роботи. З метою оцінки<br />
якості захисту ланок<br />
приводу ЗМ з БП від<br />
руйнування<br />
при<br />
перевантаженні<br />
проаналізуємо його динаміку<br />
у період розгону та в<br />
стопорному режимі роботи,<br />
коли ведена ланка миттєво<br />
x(1), x(2), Wd<br />
x(4)<br />
x(6), dx4<br />
-100<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
100<br />
50<br />
0<br />
-50<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
100<br />
50<br />
0<br />
-50<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
Рис. 4. Зміна з часом кута повороту х(1), рад,<br />
та кутової швидкості х(2) маси J 1 і кутової<br />
швидкості Wd ротора електродвигуна, с -1<br />
зупинилась (відбулось<br />
заклинювання робочого органа), а електродвигун не відімкнуто від мережі.<br />
Результати моделювання перехідних процесів у такому приводі з<br />
параметрами J 1 =J d ⋅u 2 , де u = 2 – передавальне відношення кінематичного<br />
ланцюга від двигуна до місця встановлення муфти, J 2 = 00315 , кг⋅м 2 ,<br />
J 3 = 00311 , кг⋅м 2 , J 4 = 008 , кг⋅м 2 , c1 = c2 = 30000 Н⋅м, β 1 =β 2 = 05 , Н⋅м⋅с та<br />
електромотором АО 52-4, для якого J = 0137 , кг⋅м 2 , T d =0,0214, T m =0,01,<br />
v=7,97⋅10 -4 , N=7 кВт, ω с =157 с -1 , від початку пуску до моменту стопоріння<br />
веденої наки (t = 0,4 c) і після цього подані на рис. 4 і 5.<br />
З рисунків видно, що через 0,1 с привід, фактично, виходить на усталений<br />
режим роботи: кутові швидкості обертання ротора двигуна J d , ланок зведення<br />
J 1 , J 2 +J 3 та J 4 досягнули відповідних усталених значень (див. рис. 4), а крутний<br />
момент двигуна і пружні моменти у валопроводах після зростання в момент<br />
пуску прямують до нуля (див. рис. 5). Після заклинювання веденої ланки (t=0,4<br />
c) кутові швидкості усіх ланок зведення J d , J 1 , J 1 +J 3 та J 4 різко зменшуються, і<br />
після тривалого коливального процесу (t=0,9 c) асимптотично наближаються до<br />
нуля (див. рис. 4), а крутний момент двигуна і пружні моменти у ланках ведучої<br />
Т 12 та веденої Т 34 частин приводу збільшуються порівняно з аналогічними<br />
d<br />
моментами у період пуску приблизно в 3 – 4 рази (див. рис. 5), оскільки<br />
споживана потужність робочим органом набагато менша від потужності<br />
двигуна. За відсутності в приводі запобіжної муфти це призводить до<br />
T12<br />
T34<br />
Td<br />
6000<br />
4000<br />
2000<br />
0<br />
-2000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
6000<br />
4000<br />
2000<br />
0<br />
-2000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
1500<br />
1000<br />
500<br />
0<br />
-500<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
Рис. 5. Зміна з часом пружних моментів Т12 і Т23 у валопроводах та<br />
моменту електродвигуна Td, Н⋅м<br />
руйнування слабкої його ланки або перегрівання і виходу з ладу<br />
електродвигуна.<br />
Динаміка приводу, оснащеного КЗМ з БП, у стопорному режимі роботи.<br />
Диференціальні рівняння руху ведучої і веденої частин приводу при<br />
перевантаженні, тобто при пробуксовуванні запобіжної муфти, матимуть такий<br />
вигяд:
2<br />
d ϕ1 ⎛dϕ1 dϕ2<br />
⎞<br />
⎫<br />
J1 = T 1( 1 2)<br />
2 p - c ϕ−ϕ −β1⎜<br />
− ;<br />
dt dt<br />
⎟<br />
⎪<br />
dt<br />
⎝ ⎠<br />
⎪<br />
2<br />
d ϕ2 dϕ1 dϕ2 dϕ2<br />
dϕ<br />
⎪<br />
⎛ ⎞ ⎛<br />
3 ⎞<br />
J2 = c1( ϕ1−ϕ 2)<br />
+β<br />
2<br />
1⎜ − м<br />
Tт;<br />
dt<br />
dt dt<br />
⎟−β ⎜ −<br />
dt dt<br />
⎟−<br />
⎪<br />
⎝ ⎠ ⎝ ⎠ ⎪<br />
2<br />
⎪<br />
d ϕ3 ⎛dϕ3 dϕ4 ⎞ ⎛dϕ2<br />
dϕ3<br />
⎞ ⎪<br />
J3 =−c2( ϕ3 −ϕ4)<br />
−β<br />
2<br />
2⎜ − +βм<br />
− + Tт;<br />
dt<br />
dt dt<br />
⎟ ⎜<br />
dt dt<br />
⎟ ⎬<br />
⎝ ⎠ ⎝ ⎠<br />
2<br />
d ϕ4 ⎛dϕ3<br />
dϕ4<br />
4 = c2( ϕ3 −ϕ 4)<br />
+β<br />
2<br />
2⎜<br />
−<br />
⎞<br />
J<br />
dt<br />
⎝ dt dt<br />
⎟<br />
⎠<br />
− To ;<br />
dTp<br />
1 Jd<br />
dϕ1<br />
1<br />
+ Tp<br />
+ = ,<br />
dt τ τ τ dt ντ<br />
d m d d<br />
де Т т – залишковий момент між півмуфтами під час її пробуксовування; Т о –<br />
момент опору, прикладений до веденої ланки приводу; β м – коефіцієнт<br />
в’язкого демпфування між півмуфтами.<br />
Результати комп’ютерного моделювання динаміки приводу з<br />
параметрами, поданими вище, після спрацювання КЗМ з БП подані на рис. 6-<br />
13.<br />
Рис. 6. Зміна з часом кута<br />
повороту х(1), рад, та кутової<br />
швидкості х(2) маси J 1 , кутової<br />
швидкості Wd ротора<br />
електродвигуна, кутової<br />
швидкості х(4) маси J 2 ,<br />
кутової швидкості<br />
х(6) мас J 3,4 (с -1 ) і dx4 – різниці<br />
кутів повороту півмуфт при<br />
пробуксовуванні запобіжної<br />
муфти, рад<br />
x(1), x(2), Wd<br />
x(4)<br />
200<br />
100<br />
0<br />
⎪<br />
⎪<br />
⎪<br />
-100<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
100<br />
50<br />
0<br />
-50<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
100<br />
⎪<br />
⎪<br />
⎪<br />
⎪<br />
⎭<br />
(5)<br />
Рис. 7. Зміна з часом пружних<br />
моментів Т12 і Т23 у<br />
валопроводах та моменту<br />
електродвигуна Td, Н⋅м<br />
T12<br />
T34<br />
Td<br />
6000<br />
4000<br />
2000<br />
0<br />
-2000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
6000<br />
4000<br />
2000<br />
0<br />
-2000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
1500<br />
1000<br />
500<br />
0<br />
-500<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
Аналізувався вплив тривалості спрацювання t c КЗМ з БП на перехідні<br />
процеси у ланках приводу. Графіки на рис. 7-11 відповідають таким значенням<br />
параметрів: β м =0, Т т =0 і t c =0,02 c – рис. 4, 5; t c =0,01 c – рис. 6, 7; t c =0,005 c – рис. 8,<br />
9. На рис. 10, 11 подані графіки, побудовані при β м =0,5 Н⋅м⋅с; Т т =50 Н⋅м і t c =0,005<br />
c.<br />
x(6), dx4<br />
50<br />
0<br />
-50<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c
x(1), x(2), Wd<br />
x(4)<br />
x(6), dx4<br />
150<br />
100<br />
50<br />
0<br />
-50<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
200<br />
100<br />
0<br />
-100<br />
-200<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
200<br />
100<br />
0<br />
-100<br />
-200<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
T12<br />
T34<br />
Td<br />
5000<br />
0<br />
-5000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
5000<br />
0<br />
-5000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
1000<br />
500<br />
0<br />
-500<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
Рис. 8. Зміна з часом кута<br />
повороту х(1), рад, та кутової<br />
швидкості х(2) маси J 1 , кутової<br />
швидкості Wd ротора<br />
електродвигуна, кутової<br />
швидкості х(4) маси J 2<br />
,кутової швидкості х(6) мас J 3,4<br />
(с -1 ) і dx4 – різниці кутів<br />
повороту півмуфт при<br />
пробуксовуванні запобіжної<br />
муфти, рад<br />
Рис. 9. Зміна з часом пружних<br />
моментів Т12 і Т23 у<br />
валопроводах та<br />
моменту електродвигуна<br />
Td, Н⋅м<br />
З графіків<br />
150<br />
видно,<br />
що<br />
встановлення у<br />
100<br />
привід КЗМ з БП<br />
50<br />
приводить до<br />
обмеження<br />
0<br />
максимальних<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
крутних моментів<br />
200<br />
двигуна і у ведучій та<br />
веденій частинах<br />
100<br />
приводу (див. рис. 7,<br />
рис. 9, рис. 11).<br />
0<br />
Кутові швидкості<br />
-100<br />
зведених мас J 1 та J 2<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
зазнають<br />
t, c<br />
стрибкоподібної<br />
100<br />
зміни і після<br />
50<br />
нетривалого періоду<br />
0<br />
часу досягають<br />
-50<br />
величини,<br />
характерної для<br />
-100<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
нормального режиму<br />
t, c<br />
роботи, що свідчить Рис. 10. Зміна з часом кута повороту х(1) та кутової<br />
про роз’єднання КЗМ швидкості х(2) маси J 1 , кутової швидкості Wd ротора<br />
ведучої і веденої електродвигуна, кутової швидкості х(4) маси J 2 ,кутової<br />
частин приводу (див.<br />
швидкості х(6) мас J 3,4 (с -1 ) і dx4 – різниці<br />
рис. 6, рис. 8, рис. 10).<br />
кутів повороту півмуфт при пробуксовуванні<br />
Кутова швидкість<br />
запобіжної муфти, рад<br />
ланки зведення J 3,4 в момент заклинювання веденої ланки різко зменшується і,<br />
коливаючись, асимптотично прямує до нуля, що свідчить про зупинку веденї<br />
частини приводу. Різниця кутів повороту ведучої і веденої півмуфт dx4 зростає з<br />
часом, що відповідає пробуксовуванню КЗМ з БП.<br />
Тривалість спрацювання КЗМ з БП істотно впливає на пікове значення<br />
крутних моментів двигуна і у валопроводах ведучої та веденої частин приводу<br />
(див. рис. 7, 9, 11). Збільшення швидкодії КЗМ з БП від 0,02 с до 0,005 с<br />
приводить до зменшення пікового значення крутного моменту двигуна майже в<br />
6 разів, а крутних моментів у валопроводах ведучої та веденої частинах<br />
приводу відповідно в 1,8 та 2,4 рази.<br />
Залишковий момент КЗМ з БП після її спрацювання, який залежить від<br />
принципу дії БП та характеру тертя між елементами муфти при<br />
пробуксовуванні, мало впливає на величину пікових значень крутних<br />
моментів у приводі при спрацюванні КЗМ з БП (див. рис. 12, рис. 13).<br />
Отже, введення до складу приводу КЗМ з БП істотно покращує його<br />
динамічні характеристики у перехідних, зокрема стопорному, режимах<br />
x(1), x(2), Wd<br />
x(4)<br />
x(6), dx4
роботи. Такі муфти, порівняно з КЗМ без блокувальних пристроїв, не<br />
створюють при пробуксовуванні додаткових динамічних навантажень на<br />
ланки приводу, що сприяє його довговічності та надійності роботи. При<br />
проектуванні КЗМ з БП потрібно підбирати конструктивні параметри і масові<br />
характеристики БП так, щоб швидкодія муфт була максимальною.<br />
Рис. 11. Зміна з часом<br />
пружних моментів Т12<br />
і Т23 у валопроводах<br />
та моменту<br />
електродвигуна Td,<br />
Н⋅м<br />
T12<br />
T34<br />
4000<br />
2000<br />
0<br />
-2000<br />
-4000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
4000<br />
2000<br />
0<br />
-2000<br />
-4000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
1000<br />
500<br />
Рис. 12. Зміна з часом<br />
кута повороту х(1) та<br />
кутової швидкості х(2)<br />
маси J 1 , кутової<br />
швидкості Wd ротора<br />
електродвигуна, кутової<br />
швидкості х(4) маси J 2<br />
,кутової швидкості х(6)<br />
мас J 3,4 ( с -1 ) і dx4 –<br />
різниці кутів повороту<br />
півмуфт<br />
при<br />
пробуксовуванні<br />
запобіжної муфти, рад<br />
x(1), x(2), Wd<br />
x(4)<br />
x(6), dx4<br />
150<br />
100<br />
50<br />
0<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
200<br />
100<br />
0<br />
-100<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
100<br />
0<br />
-100<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
5000<br />
Td<br />
0<br />
T12<br />
0<br />
-500<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
Рис. 13. Зміна з часом<br />
пружних моментів<br />
Т12 і Т23 у<br />
валопроводах<br />
та моменту<br />
електродвигуна<br />
Td, Н⋅м<br />
T34<br />
-5000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
4000<br />
2000<br />
0<br />
-2000<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
1000<br />
500<br />
Td<br />
0<br />
-500<br />
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1<br />
t, c<br />
Висновки. 1. Розроблена математична модель електро-механічного<br />
приводу із кульковою запобіжною муфтою з блокувальним пристроєм, яка<br />
описує його динаміку у перехідних режимах роботи.<br />
2. Досліджено динаміку приводу без запобіжної муфти та із запобіжною<br />
муфтою у стопорному режимі роботи. В результаті з’ясовано, що зменшення<br />
тривалості спрацювання кулькової запобіжної муфти з блокувальним
пристроєм приводить до істотного (в 1,8 – 2,4 рази) зменшення динамічних<br />
навантажень на ланки приводу у стопорному режимі його роботи.<br />
Залишковий момент запобіжної муфти, обумовлений наявністю в її<br />
конструкції блокувального пристрою, практично не впливає на величину<br />
перевантажень у ланках приводу при спрацюванні запобіжної муфти.<br />
3. Запобіжні муфти з блокувальними пристроями можна застосовувати<br />
для захисту від руйнування у високошвидкісних приводах, що розширює<br />
сферу їх використання в сучасних машинах і механізмах.<br />
У подальшому доцільно дослідити вплив характеристики блокувального<br />
пристрою на перехідні процеси у ланках приводу з метою розроблення<br />
методики синтезу таких муфт на задані режими роботи приводу.<br />
Список літератури: 1. Поляков В.С., Барбаш И.Д., Ряховский О.А. Справочник по муфтам / Под ред.<br />
В.С. Полякова. – Л.: Машиностроение, 1979. – 344 с. 2. Малащенко В.О. Муфти приводів. Конструкції та<br />
приклади розрахунків. – Львів: Вид-во НУ „Львівська політехніка”, 2006 . – 196 с. 3. Детали и<br />
механизмы роботов: Основы расчета, конструирование и технология производства / Р.С. Веселков, Т.Н.<br />
Гонтаровская, В.П. Гонтаровский и др.; Под ред. Б.Б. Самотокина. – К.: Вища шк., 1990. – 343 с.<br />
4. Киндрацкий Б.И., Комаров М.С., Коржан А.И. Шариковая предохранительная муфта. А.с. № 1278517<br />
Ф1 (СССР). F16D7/06. Заявл. 13.05.83. – Опубл. 23.12.86. Бюл. №47. – 4 с. 5. Кіндрацький Б.І.,<br />
Бурковський А.О., Шпак О.О. Кулькова запобіжна муфта / Патент Україна № 24775 від 10 липня 2007 р.,<br />
Бюл. №10. – 2007 р. 6. Вейц В.Л. Динамика машинных агрегатов. – Л.: Машиностроение, 1969. – 368 с.<br />
Поступила в редколегію 12.05.08<br />
УДК 621. 825. 001. 24<br />
Б. І. КІНДРАЦЬКИЙ, проф. каф. деталей машин, докт. техн. наук, проф.,<br />
В. Т. ПАВЛИЩЕ, канд. техн. наук, проф., зав. каф. деталей машин,<br />
Р. Я. ПРЕДКО, асп. каф. деталей машин, НУ „Львівська політехніка”<br />
ПРО КОЛИВАННЯ САМОЗАТЯЖНОГО КІЛЬЦЯ<br />
В АВТОМАТИЧНО РЕГУЛЬОВАНІЙ ПАСОВІЙ ПЕРЕДАЧІ<br />
Подана розрахункова модель автоматично регульованої пасової передачі з самозатяжним кільцем<br />
і визначені власні частоти коливань кільця.<br />
Given calculation model of the automatically managed belt drive with the selfprotracted ring and certain<br />
own frequencies of vibrations of ring.<br />
Автоматично регульована пасова передача з самозатяжним кільцем [3]<br />
забезпечує необхідний пружній натяг приводного паса залежно від корисного<br />
навантаження передачі. В такій пасовій передачі (рис. 1) ведучий шків<br />
складається з ролика 1, на якому<br />
розташовується самозатяжне<br />
кільце 2, що охоплюється разом з<br />
веденим шківом 3 приводним<br />
пасом 4. Необхідний пружний<br />
натяг приводного паса<br />
здійснюється за рахунок дії на<br />
самозатяжне кільце реактивного<br />
моменту M<br />
пр<br />
, який рівний різниці<br />
Рис. 1. Схема автоматично регульованої<br />
пасової передачі<br />
крутних моментів T<br />
1<br />
і Т<br />
0<br />
, що<br />
діють, відповідно, на самозатяжне<br />
кільце 2 і ролик 1. Під дією моменту M кільце 2, обкочуючись по ролику 1,<br />
здійснює додатковий пружній натяг приводного паса. При цьому положення<br />
самозатяжного кільця відносно ролика визначається кутом β . Якщо пасова<br />
передача не навантажена, то β = 0 .<br />
Спостереження за роботою експериментальної автоматично регульованої<br />
пасової передачі з самозатяжним кільцем виявили, що під час деяких режимів<br />
корисного навантаження передачі мають місце небажані коливання кільця<br />
навколо ролика. Такі коливання негативно впливають на роботу пасової<br />
передачі, оскільки порушують кінематику передачі і додатково навантажують<br />
приводний пас. Тому виникла потреба дослідити коливання самозатяжного<br />
кільця, яке знаходиться під дією сили пружного натягу приводного паса.<br />
Оскільки автоматично регульована пасова передача з самозатяжним кільцем є<br />
новою [2] та дослідження власних коливань самозатяжного кільця не<br />
проводилось, вони є новими і становлять як теоретичне, так і практичне<br />
зацікавлення.<br />
пр
Для запобігання коливань кільця потрібно знати спосіб визначення<br />
частоти його вільних коливань, оскільки збігання такої частоти із частотами<br />
можливих збурень, що діють у пасовій передачі, призведе до явища резонансу,<br />
тобто до коливань зі збільшеною амплітудою. Якщо виявити параметри, що<br />
впливають на частоту вільних коливань самозатяжного кільця, то можна знайти<br />
шляхи для уникнення небажаних коливань кільця.<br />
Розрахункова схема для дослідження коливань самозатяжного кільця у<br />
пасовій передачі зображена на рис. 2.<br />
За узагальнену координату положення кільця відносно ролика прийнято<br />
кут β його повороту відносно ролика. Під час коливання на кільце діють<br />
момент сил пружного натягу паса М<br />
пр<br />
і інерційний момент М<br />
і<br />
, які<br />
направлені в сторону положення<br />
рівноваги кільця [1], тобто в<br />
сторону, протилежну напряму кута<br />
β руху кільця. Відповідно до<br />
прийнятих позначень рівняння<br />
руху самозатяжного кільця за<br />
принципом Д’Аламбера матиме<br />
вигляд<br />
М М = 0 . (1)<br />
і + пр<br />
Тут Мі<br />
= І0β && – (2)<br />
інерційний момент, що діє на кільце при його повороті на кут β .У виразі (2)<br />
І<br />
0<br />
– зведений момент інерції кільця, β & – кутове прискорення кільця за напрямом<br />
його узагальненої координати β .<br />
У подальшому дослідженні коливань прийнято допущення, що сила ваги<br />
самозатяжного кільця мала у порівнянні з іншими силами, що діють на нього,<br />
а тому силою ваги кільця нехтуємо, хоча її врахування не завдає зайвих<br />
труднощів. Крім цього будемо вважати, що кут β малий (його значення не<br />
перевищує 20 0 ), а тому прийматимемо наближення sin β = β .<br />
За рис. 1 момент, що діє на кільце, від сил пружного натягу приводного паса<br />
де e 0,5( d − d )<br />
Рис. 2. Розрахункова модель автоматично<br />
регульованої пасової передачі<br />
d<br />
= sin( β + θ) − R d 0<br />
М пр<br />
R<br />
sin( β + θ) = Rеsin( β + θ)<br />
, (3)<br />
2<br />
2<br />
=<br />
0<br />
– ексцентриситет самозатяжного кільця у відношенні до<br />
ролика, на якому воно розташоване. Сила R дорівнює сумі сил пружного<br />
натягу двох віток приводного паса і становить<br />
( F )<br />
R = 2 + F . (4)<br />
*<br />
0<br />
Тут сила F<br />
*<br />
– сила попереднього сталого пружного натягу паса (вона може<br />
бути рівною нулю), а F0 = c∆a<br />
– сила пружного натягу паса, що має<br />
поздовжню жорсткість c , за рахунок його видовження ∆ a під час повороту<br />
самозатяжного кільця на кут β . Тут зауважимо, що жорсткість c приводного<br />
паса слід визначати для повної його довжини l за формулою<br />
EA<br />
c = , (5)<br />
l<br />
де E – модуль повздовжньої пружності матеріалу приводного паса [4], а A – площа<br />
його поперечного перерізу.<br />
Враховуючи (4), а також залежності, що отримані в [3],<br />
∆<br />
ae<br />
a<br />
sin , (7)<br />
2<br />
a = β , (6) ( β + θ) = β<br />
2( a − e)<br />
a − e<br />
вираз (3) для визначення моменту сил пружного натягу приводного паса<br />
набуде вигляду<br />
2 2<br />
2F*<br />
ae ca e 3<br />
М пр = β + β . (8)<br />
2<br />
a − e a − e<br />
( )<br />
Зауважимо, що вираз (8) можна отримати, виходячи із потенціальної енергії<br />
П пружної системи [5], що відповідає<br />
розрахунковій схемі, зображеній на рис. 2, за<br />
умови, що жорсткість пружного елемента рівна<br />
2 с :<br />
2<br />
∂<br />
М = П<br />
пр<br />
;<br />
∂β<br />
2с<br />
2 ⎛ F*<br />
⎞<br />
П = ( ∆*<br />
+ ∆0<br />
) = с⎜<br />
+ ∆<br />
a ⎟ .<br />
2<br />
⎝ с ⎠<br />
Величину зведеного моменту інерції I<br />
0<br />
самозатяжного кільця у залежності (2) можна<br />
визначити за виразом його кінетичної енергії [5]<br />
2<br />
I β&<br />
K = . (9)<br />
В нашому випадку кільце здійснює складний рух: кільце повертається на<br />
деякий кут α відносно свого центра О<br />
1<br />
і сам центр О<br />
1<br />
рухається з швидкістю<br />
V01<br />
Рис. 3. До визначення<br />
параметрів руху<br />
самозатяжного кільця<br />
= еβ & (рис. 3). Якщо кут β = 0 , то радіус кільця займає положення О 1<br />
А (див.<br />
'<br />
рис. 3). За умови зміщення кільця на кут β цей же радіус займе положення О А , 1<br />
тобто кільце повернеться відносно свого центра на кут α = β − γ . Якщо кільце<br />
перекочується по ролику без ковзання, то довжина дуги АВ дорівнює довжині<br />
0<br />
2
дуги А ' В , тобто 0,5d 0<br />
β = 0, 5dγ<br />
, звідки γ = βd 0<br />
/ d . Таким чином, кут повороту<br />
кільця навколо свого центра О<br />
1<br />
і його кутова швидкість ω<br />
к<br />
виражаються<br />
залежностями:<br />
⎛ d ⎞<br />
α = β − γ = β ⎜ −<br />
0<br />
2e<br />
2е<br />
1 ⎟ = β ; ω к =α= & β & . (10)<br />
⎝ d ⎠ d<br />
d<br />
На підставі наведених вище міркувань кінетична енергія кільця<br />
mV I me & Ie &<br />
K = + = +<br />
2 2 2 2d<br />
2<br />
01<br />
2<br />
ωk<br />
2 2<br />
β 4<br />
2 2<br />
β<br />
2<br />
. (11)<br />
У записаному виразі m – маса самозатяжного кільця, а I – його момент<br />
інерції відносно осі, що проходить через центр O<br />
1<br />
. Величина I для нашого<br />
випадку може бути прийнятою [1]<br />
I = / 4 . (12)<br />
2<br />
md 1<br />
З врахуванням наведеного, вираз (11) подамо у такому вигляді<br />
( 1+δ<br />
)<br />
2 2 2 2 2<br />
β&<br />
4e<br />
β&<br />
md me<br />
2 2<br />
1<br />
2<br />
2 4 2<br />
me<br />
K = + ⋅ = β<br />
2d<br />
& 2<br />
. (13)<br />
Тут δ = d<br />
1<br />
/ d .<br />
Прирівнюючи залежності (9) і (13), отримаємо вираз для визначення<br />
зведеного моменту інерції самозатяжного кільця<br />
2<br />
( + )<br />
I . (14)<br />
2<br />
0<br />
= me 1 δ<br />
Для компактності записів математичних залежностей у подальших<br />
викладках введемо позначення<br />
a /( a − e)<br />
= γ . (15)<br />
Тоді вираз (8) для моменту сил, що діють на самозатяжне кільце, від<br />
пружного натягу приводного паса, матиме вигляд<br />
2 2 3<br />
М пр<br />
= 2F*<br />
γeβ + cγ<br />
e β , (16)<br />
а з врахуванням залежностей (1),(2),(14) і (16) диференціальне рівняння<br />
вільних коливань кільця запишемо так:<br />
( )<br />
me 1+δ β+ && 2F γβ+ e сγ e β = 0. (17)<br />
2 2 2 2 3<br />
*<br />
Таке рівняння є нелінійним і воно описує коливання кільця відносно<br />
положення його рівноваги ( β 0), тобто для випадку холостого режиму<br />
0 =<br />
роботи пасової передачі (корисне навантаження приводного паса F = 0 ).<br />
t<br />
Характерною особливістю нелінійних коливань, що описуються рівнянням<br />
типу (17) є те, що частота таких вільних коливань залежить від їхньої<br />
амплітуди [5].<br />
Тепер слід зауважити, що у пасовій передачі, що працює з корисним<br />
навантаженням F , кут, який визначає положення самозатяжного кільця на<br />
t<br />
ролику, має певне конкретне значення β<br />
0<br />
, відносно якого спостерігаються<br />
коливання кільця. Ці коливання відбуваються з деяким розмахом 2 ε , який є<br />
значно меншим від β<br />
0<br />
. Якщо взяти до уваги пружну характеристику коливної<br />
системи (рис. 2) за виразом (16), то вона має вигляд, показаний на рис. 4.<br />
Оскільки кут 2 ε є малим, то в межах цього кута пружну характеристику можна<br />
лінеаризувати, а жорсткість коливної системи прийняти постійною і рівною<br />
Рис. 4. Пружна<br />
характеристика коливної<br />
системи<br />
с<br />
dМ<br />
2 2 2<br />
= 2 cγ<br />
e β0<br />
. (18)<br />
dβ<br />
пр<br />
0 = F*<br />
γe<br />
+ 3<br />
Нагадаємо, що тут F<br />
*<br />
– сила попереднього<br />
сталого пружного натягу приводного паса, а β<br />
0<br />
–<br />
кут, який визначає положення самозатяжного<br />
кільця на ролику під час передавання пасовою<br />
передачею корисного навантаження F<br />
t<br />
. Кут β<br />
0<br />
–<br />
визначається розв’язуванням рівняння [3]<br />
3 2F*<br />
δFt β0 + β0<br />
− = 0 . (19)<br />
2<br />
γce<br />
γ ce<br />
Виходячи із наведених міркувань, диференціальне рівняння руху<br />
самозатяжного кільця подамо у вигляді<br />
me<br />
( )<br />
2 2<br />
1+δ && ε+ с ε= 0. (20)<br />
Записане диференціальне рівняння є лінійним рівнянням коливання<br />
самозатяжного кільця відносно свого положення рівноваги, яке визначається<br />
кутом β<br />
0<br />
. Відповідно [5], частота вільних коливань кільця<br />
або з врахуванням виразу (18)<br />
0<br />
2F<br />
γ + 3cγ<br />
eβ<br />
me<br />
2<br />
( 1+ δ )<br />
с<br />
k = me<br />
2<br />
0<br />
2<br />
( 1+<br />
δ )<br />
2 2<br />
*<br />
0<br />
k =<br />
. (21)<br />
Отримана формула (20) дозволяє проаналізувати вплив параметрів пасової<br />
передачі на частоту вільних коливань самозатяжного кільця. Як і треба було<br />
очікувати, збільшення маси m кільця приводить до зменшення частоти<br />
коливань, а збільшення жорсткості с приводного паса (зменшення його
довжини) забезпечує ріст частоти вільних<br />
коливань кільця. Для того, щоб<br />
відслідкувати вплив інших факторів на<br />
зміну частоти вільних коливань<br />
самозатяжного кільця, звернемось до<br />
графіків, зображених на рис. 5. Такі<br />
графіки побудовані для клинопасової<br />
передачі, що має такі параметри (див. рис.<br />
1): передача оснащена приводним<br />
клиновим пасом з перерізом типу A , що<br />
має площу поперечного перерізу<br />
A = 81 мм 2 , довжину l = 1600 мм, і<br />
жорсткість = 50<br />
Рис. 5. Зміна частот вільних<br />
коливань самозатяжного кільця<br />
с Н/мм; діаметри ролика, кільця і шківа: d 90 мм;<br />
d = 150 мм; d = 2<br />
135 мм; міжосьова відстань передачі a = 600 мм; маса кільця<br />
m = 1,2 кг, а його ексцентриситет відносно ролика e = 30 мм; розрахункові<br />
безрозмірні коефіцієнти δ = 0, 9 ; γ = 1, 05 . Для побудови графіків, зображених<br />
на рис. 5, використані вирази (19) і (21). При цьому прийняті до уваги<br />
значення сили попереднього сталого пружного натягу приводного паса:<br />
F = 0 , F = 10 Н і F = 30 Н.<br />
* * *<br />
Висновок. На підставі аналізу залежності частоти k вільних коливань<br />
самозатяжного кільця від корисного навантаження F<br />
t<br />
приводного паса за<br />
рис. 5 можна констатувати наступне:<br />
• зі збільшенням корисного навантаження F<br />
t<br />
зросте також і частота k<br />
вільних коливань кільця, причому темп росту k є меншим в діапазоні<br />
робочих навантажень передачі;<br />
• вплив на частоту вільних коливань кільця сили F<br />
*<br />
попереднього<br />
сталого пружного натягу приводного паса є несуттєвий в діапазоні робочих<br />
навантажень пасової передачі (збільшення F<br />
*<br />
понад 20 % від F<br />
t max<br />
не має<br />
сенсу, оскільки тоді втрачається ефект від застосування автоматично<br />
регульованої пасової передачі);<br />
• значний вплив на частоту k вільних коливань кільця має F<br />
*<br />
при<br />
малих значеннях навантаження F<br />
t<br />
, тобто під час холостого режиму роботи<br />
пасової передачі, що дозволяє ефективно уникати коливань незначною<br />
зміною F *<br />
.<br />
Зауважимо, що основними частотами збурення коливань у пасовій<br />
передачі можуть бути частоти обертання ролика, самозатяжного кільця і<br />
веденого шківа. Для запобігання виникнення небажаних коливань кільця<br />
потрібно під час проектування автоматично регульованої пасової передачі<br />
надавати їй таких розмірів і параметрів, щоб частота вільних коливань<br />
самозатяжного кільця не наближалась до частоти збурювальних факторів на<br />
0 =<br />
основних режимах роботи пасової передачі.<br />
Список літератури: 1. Василенко Н. В. Теория колебаний. – К.: Вища шк., 1992. – 430 с. 2.<br />
Деклараційний патент на корисну модель UA 10157. Шків автоматично регульованої пасової<br />
передачі / Павлище В. Т., Предко Р. Я. Бюл. № 11, 2005. 3. Кіндрацький Б. І., Павлище В.Т.,<br />
Предко Р.Я. Розрахункові параметри автоматично регульованої пасової передачі з самозатяжним<br />
кільцем // Вісник Східноукраїнського національного університету імені В. Даля. – 2007. – № 9. –<br />
С.73-78. 4. Павлище В. Т., Предко Р. Я. Про пружні властивості приводних клинових пасів<br />
пасових передач. //Вісник Нац. ун-ту „Львівська політехніка”. – 2004. – № 509. – С.96-99. 5.<br />
Пановко Я. Г. Введение в теорию механических колебаний. – М.: Наука, 1971. – 240 с.<br />
Поступила в редакцію 15.04.07
УДК 519.8<br />
Вісс. Гр. КЛИМЕНКО, канд. фіз.-мат. наук, НТУ “ХПІ”<br />
ДО ПОБУДОВИ ЗОНИ ВІДЧУЖЕННЯ ДЛЯ СИСТЕМИ ОБ’ЄКТІВ<br />
В багатьох задачах конструкторського проектування, пов’язаних із розміщенням об’єктів<br />
(компактів), доводиться вже на стадії прийняття рішення, або ж на стадії формалізації цих задач<br />
враховувати, що ці об’єкти є джерелами ризиків (становлять загрозу суміжним об’єктам). Тобто в<br />
цих задачах фактичними об’єктами розміщення є їх зони відчуження, побудова яких виділяється<br />
в окрему задачу. В даній роботі пропонується (для деякого класу функцій ризиків) загальний<br />
підхід до побудови зони відчуження опуклих компактів та їх систем. В статті наведені конкретні<br />
ілюстративні приклади.<br />
In many tasks of constructor’s design related to placing of objects (compacts), it is necessary to take into<br />
consideration already on the stage of decision-making or on the stage of formalization of these tasks that<br />
these objects are the sources of risks (make a threat to contiguous objects). That is in these tasks the<br />
actual objects of placing are their areas of alienation, the construction of which is selected to separate<br />
task. In this work the general approach is offered (for some class of risk functions) to the construction of<br />
area of alienation of convex compacts and their systems. In the paper concrete illustrative examples are<br />
exemplified.<br />
Представлена робота тісно примикає до теоретичних досліджень,<br />
поданих в статті [1], фактично поповнює їх. Тож в подальшому викладі<br />
будемо послуговуватись термінами і позначеннями, вже введеними в згаданій<br />
n<br />
статті. Отже, нехай в евклідовому точково-векторному просторі R означено<br />
довільний опуклий компакт A , якому зіставлено довільний строго спадний<br />
шаблон (шаблон ризику) h ( d ) ∈G<br />
(G є множина неперервних і не<br />
зростаючих, додатно визначених на R<br />
+<br />
функцій). Зауважимо, що в силу<br />
опуклості компакта A для строго спадної функції h ( d ) існує неперервна<br />
редукція (функція ризику, див. [1]) суперпозиції функції h ( d ) і евклідової<br />
відстані –<br />
max h<br />
Y∈A<br />
h<br />
⎛<br />
⎜<br />
⎝<br />
( d( X , Y )) = h min d( X , Y ) = h( d( X , π ( X )))<br />
def<br />
Y∈A<br />
⎞<br />
⎟<br />
⎠<br />
n<br />
( µ ( X , A)<br />
) = M ( X , h,<br />
A) : R → R+<br />
; M ( X , h,<br />
A) | X∈A<br />
= h( 0) > 0.<br />
∀ Y ∈ A h ( d( X Y )) M ( X , h,<br />
A)<br />
Зауважимо, виходячи із того, що при<br />
маємо включення:<br />
def<br />
n+<br />
1<br />
Hyp h d X , Y = X , λ ∈ R | h d<br />
( ( )) {( ) ( ( X , Y ))<br />
≥ λ}<br />
n+<br />
1<br />
{( X , λ) ∈ R | M ( X , h,<br />
A)<br />
≥ λ} = Hyp M ( X , h,<br />
A) ,<br />
=<br />
, ≤ ,<br />
⊂<br />
(1)<br />
причому Fr Hyph( d( X Y )) ∩ Fr Hyp M ( X , h,<br />
A) ≠ ∅<br />
функції ризику Hyp M ( X h,<br />
A)<br />
ризиків Hyp h( d( X Y )) | Y∈A<br />
, , то гіпограф<br />
, обгортає зверху сім’ю гіпографів локальних<br />
, компакта A . Для зручності, а також з метою<br />
наближення термінології теоретичного дослідження даної статті до<br />
можливого його практичного використання, умовимось в подальшому<br />
викладі лебегову множину<br />
n<br />
L( M ( X , h,<br />
A)<br />
, λ) = { X ∈ R | M ( X , h,<br />
A)<br />
≥ λ}<br />
=<br />
n<br />
n<br />
−1<br />
{ X ∈ R | h( µ ( X , A)<br />
) ≥ λ} = { X ∈ R | µ ( X , A) ≤ h ( λ)<br />
}<br />
іменувати також і зоною відчуження для компакта A , яка відповідає<br />
h d і параметру ризику λ > 0 . Із рівності (2) випливає, що<br />
шаблону ризику ( )<br />
для побудови зон відчуження компакта A бажано мати нормальну функцію<br />
цього компакта. Метод побудови нормальних функцій для широкого класу<br />
2<br />
компактів простору R наведений в роботі [3]. В цій статті ми обміркуємо<br />
загальний підхід до побудови нормальних функцій компактів евклідового<br />
простору, без обмеження їхньої розмірності.<br />
i =<br />
Нехай опуклий компакт A = U m<br />
A i , де A i є неперетинні між собою<br />
i=<br />
1<br />
многовиди розмірності pi<br />
= dim Ai<br />
≤ n , і нехай<br />
Y = Ui( S) = ( Ui<br />
( S) , , Uin( S)<br />
):<br />
Ti<br />
→ Ai<br />
n<br />
p<br />
де ( )<br />
Y = y , , y n ∈ R<br />
1 K ,<br />
1 K і ( )<br />
i<br />
p i<br />
i<br />
(2)<br />
S = s1,<br />
K , s ∈T<br />
⊂ R є параметричні<br />
n<br />
зображення цих многовидів. В силу опуклості компакта A , простір R<br />
розбивається на m неперетинних між собою областей Діріхле<br />
n<br />
Di<br />
= { X ∈ R | π ( X ) ∈ A i } відповідних многовидам A i . Тобто таких m<br />
неперетинних між собою областей Діріхле D i , що для ∀ X ∈ Di<br />
існує<br />
єдина точка (проекція) π i( X ) ∈ Ai<br />
і така, що d( X , π i ( X )) = min d( X , Y ) .<br />
Y∈<br />
def<br />
( X , π ( X ))<br />
b ⎧d<br />
i<br />
Позначаємо через µ ( X , Ai<br />
) = ⎨<br />
звуження нормальної функції<br />
⎩0,<br />
X ∉ Di<br />
µ ( X , A)<br />
на многовид A i . Зрозуміло, що проекції π i( X ) = ( y1,<br />
K , yn<br />
) ∈ Ai<br />
буде відповідати єдиний розв’язок системи<br />
A i
⎪⎧<br />
∂d<br />
⎨<br />
⎪⎩<br />
( X , U ( ) ) i<br />
S<br />
= 0, j = 1, p .<br />
∂s<br />
* * *<br />
Нехай S ( X ) s1<br />
( X ),K,<br />
s p i<br />
( X )<br />
( X )<br />
D i<br />
j<br />
( )<br />
i<br />
= і є цей розв’язок системи (3), і<br />
X – характеристична функція області D i , тоді, очевидно, що<br />
⎛<br />
( )<br />
⎞<br />
i ⎜ i ⎟ ⋅X D i<br />
( X )<br />
⎝<br />
⎠<br />
n<br />
{ X ∈ R | F ( ) ≥ 0}<br />
*<br />
( X , A ) = d X , U S ( X )<br />
b<br />
µ . До речі, якщо<br />
Di = i X , то характеристичну функцію області D i можна<br />
X X = 0.5⋅<br />
1 signum F X ; якщо<br />
записати так: D i<br />
( ) ( + ( i( )))<br />
n<br />
Di = { X ∈ R | Fi<br />
( X ) < 0}<br />
, то X D i<br />
( X ) = 0.5⋅<br />
( 1−<br />
signum( Fi<br />
( X )))<br />
⎧1,<br />
Fi<br />
( X ) ≥ 0,<br />
signum( F ( X ))<br />
= ⎨<br />
−1,<br />
F ( X ) < 0<br />
(3)<br />
. Тут<br />
i , як це прийнято в СКМ Maple 11.<br />
⎩ i<br />
b<br />
Таким чином, якщо побудовані звуження µ ( X, Ai<br />
) нормальної функції<br />
µ X , A , то саму нормальну функцію можна записати так:<br />
µ<br />
( )<br />
i=<br />
m<br />
b<br />
b<br />
( X , A) = V µ ( X , A ) , або ж у вигляді: ( X , A) ∑ µ ( X , A )<br />
i=<br />
1<br />
Тобто нормальну функцію ( )<br />
i<br />
=<br />
µ = i m<br />
i .<br />
i=<br />
1<br />
µ X , A можна „склеїти” із її звужень.<br />
Звідси випливає, що зона відчуження для компакта A , яка відповідає<br />
шаблону ризику h ( d ) і параметру λ > 0 , може бути означена наступним<br />
чином:<br />
⎪⎧<br />
⎛i<br />
⎞ ⎪⎫<br />
( ( ) ) = ⎨ ∈ ⎜ ( ) ⎟<br />
∑ = m<br />
n b<br />
L M X , h,<br />
A , λ X R | h µ X , Ai<br />
≥ λ⎬<br />
, (4)<br />
⎪⎩ ⎝ i=<br />
1 ⎠ ⎪⎭<br />
або ж так:<br />
⎪⎧<br />
⎛i=<br />
m<br />
⎪⎫<br />
n<br />
⎞<br />
( ( ) ) ⎨ ⎜ b<br />
L M X , h,<br />
A , λ = X ∈ R | h ( ) ⎟<br />
V µ X , Ai<br />
≥ λ⎬<br />
. (5)<br />
⎪⎩ ⎝ i=<br />
1 ⎠ ⎪⎭<br />
Межа зони відчуження Fr L( M ( X , h,<br />
A)<br />
,λ)<br />
буде визначатися одним із<br />
рівнянь:<br />
i=<br />
m<br />
i=<br />
m<br />
b<br />
−1<br />
b<br />
−1<br />
∑ µ ( X , Ai<br />
) = h ( λ)<br />
, або V µ ( X,<br />
A i ) = h ( λ)<br />
.<br />
i=<br />
1<br />
i=<br />
1<br />
Подібні, наведеним вище, міркування проводимо і у випадку, коли<br />
опуклому компакту A зіставляється довільний строго зростаючий шаблон<br />
ризику g ( d ) ∈F<br />
(F – множина неперервних і не спадних, додатно<br />
визначених на R<br />
+<br />
функцій). У цьому випадку зоною відчуження для<br />
компакта A , яка відповідає шаблону ризику g ( d ) і параметру ризику<br />
λ > 0 , буде множина<br />
def<br />
n<br />
S( m( X , g,<br />
A)<br />
, λ) = { X ∈ R | m( X , g,<br />
A)<br />
≤ λ}=<br />
n<br />
= { ∈ ( µ ( ))<br />
≤ λ<br />
n<br />
} = { ∈ µ<br />
−1<br />
X R | g X , A X R | ( X , A) ≤ g ( λ )}=<br />
⎧ i=<br />
m<br />
n b<br />
−1<br />
⎫<br />
= ⎨X<br />
∈R<br />
| ∑ µ ( X,<br />
Ai) ≤ g ( λ)<br />
⎬, або ж<br />
⎩ i=<br />
1<br />
⎭<br />
⎧ i=<br />
m<br />
n b<br />
−1<br />
⎫<br />
S( m( X, g,<br />
A)<br />
, λ) = ⎨X<br />
∈R<br />
| V µ ( X,<br />
Ai) ≤ g ( λ)<br />
⎬.<br />
⎩ i=<br />
1<br />
⎭<br />
(6)<br />
*<br />
Зауважимо, що у випадку, коли при деякому i буде A i<br />
* = IntA ≠ ∅ , то<br />
( X , A * ) ≡ 0<br />
i=<br />
m-1<br />
b<br />
*<br />
b<br />
µ<br />
i<br />
і тоді (напр., при i = m ) µ ( X , A) = V µ ( X , Ai<br />
) ,<br />
i=<br />
1<br />
i<br />
або ж ( ) = m<br />
∑ − 1<br />
b<br />
µ X , A = µ ( X , Ai<br />
). Певна річ, що загальний підхід до<br />
i=<br />
1<br />
побудови нормальної функції опуклого компакта не виключає і не заперечує<br />
використання при цьому структурних властивостей цього компакта.<br />
Нехай тепер задано систему компактів C = { C 1,<br />
K ,C k } (необов’язково<br />
неперетинних і опуклих), яким зіставлено, відповідно: довільні строго спадні<br />
шаблони ризику h i ( d ) ∈G<br />
, нормальні функції µ ( X ,C i ) і параметри<br />
λ i > 0 . Зрозуміло, що об’єднання зон відчуження цих компактів є зоною<br />
відчуження всієї системи, позначаємо її символом B ( C)<br />
. Згідно теореми 1.1<br />
із [2] маємо:<br />
i=<br />
k<br />
i=<br />
k<br />
B ( C) = UL( M( X, hi,<br />
Ci)<br />
, λi) = UL( M( X,<br />
hi,<br />
Ci)<br />
−λi,0)=<br />
i=<br />
1<br />
i=<br />
1
а отже, межа ( )<br />
⎛ i=<br />
k<br />
= V ( ( ( , ))<br />
),0<br />
,<br />
1 ⎟ ⎞<br />
L⎜<br />
hi<br />
µ X Ci<br />
− λi<br />
⎝ i =<br />
⎠<br />
Fr B C зони відчуження визначається рівнянням<br />
i=<br />
k<br />
V ( hi<br />
( µ ( X , Ci<br />
))<br />
− λi<br />
) = 0 . (7)<br />
i=<br />
1<br />
Рівняння (7) можна записати і так:<br />
B ( C) = i U = k<br />
L ( M ( X , h i,<br />
C i)<br />
, λi)=<br />
i=<br />
1<br />
i=<br />
k<br />
i<br />
= ( ( ( ))<br />
) = = k<br />
n<br />
U L hi<br />
µ X , Ci<br />
, λi<br />
U { X ∈ R | hi<br />
( µ ( X , Ci<br />
))<br />
≥ λi<br />
}=<br />
i=<br />
1<br />
i=<br />
1<br />
i=<br />
k<br />
i=<br />
k<br />
n<br />
−1<br />
−1<br />
= U { X ∈ R | µ ( X , Ci<br />
) − hi<br />
( λi<br />
) ≤ 0} = U S( µ ( X , Ci<br />
) − hi<br />
( λi<br />
),0)=<br />
i=<br />
1<br />
i=<br />
1<br />
⎛i=<br />
k<br />
1<br />
⎞<br />
i=<br />
k<br />
⎜<br />
−<br />
( ,<br />
),0<br />
⎟<br />
−1<br />
S<br />
∧ µ X Ci<br />
− hi<br />
λi<br />
⇒ ( ):<br />
∧ ( ( , ) − ( )) = 0.<br />
= 1<br />
Fr B C µ X Ci<br />
hi<br />
λi<br />
(8)<br />
i<br />
i=<br />
1<br />
= ( ) ( )<br />
⎝<br />
⎠<br />
У випадку, коли компактам системи C зіставлено строго зростаючі<br />
g i d ∈ , то<br />
i=<br />
k<br />
i=<br />
k<br />
n<br />
B ( C ) = U S( m( X , gi,<br />
Ci<br />
),<br />
λi<br />
) = U { X ∈ R | gi( µ ( X , Ci<br />
))<br />
− λi<br />
≤ 0}=<br />
i=<br />
1<br />
i=<br />
1<br />
⎛i<br />
= ( ( ( ))<br />
)<br />
⎟ ⎞<br />
⎜<br />
Λ = k<br />
S gi<br />
µ X , Ci<br />
− λi<br />
,0 ,<br />
⎝ i=<br />
1<br />
⎠<br />
шаблони ризику ( ) F<br />
i<br />
а отже, Fr B ( C ) визначається рівнянням Λ = k<br />
( gi<br />
( µ ( X , Ci<br />
))<br />
− λi<br />
) = 0 , або ж і так:<br />
i=<br />
1<br />
i=<br />
k<br />
−1<br />
Λ ( µ ( X , Ci<br />
)) − gi<br />
( λi<br />
) = 0 . (9)<br />
i=<br />
1<br />
Розглянемо конкретні приклади побудови нормальної функції за наведеною<br />
вище схемою.<br />
Приклад 1. Побудуємо нормальну функцію відрізка W = [ A,<br />
B]<br />
, де<br />
A = ( x1α , K , xnα<br />
) ( )<br />
і B = x1 β , K,<br />
xnβ<br />
. Отже, W = { A} ∪ ] A, B[ ∪ { B}<br />
.<br />
Зрозуміло, що<br />
i<br />
( ) ( ) ∑ = n<br />
2<br />
µ X , A = d X , A = ( x i − x i α ) ,<br />
i=<br />
1<br />
i n<br />
а ( X B) = d( X , B) = ( − )<br />
∑ = 2<br />
, x i x i β X = x1,<br />
K , x n є плинна<br />
i=<br />
1<br />
n<br />
точка простору R . Побудуємо тепер нормальну функцію прямої ( AB ) .<br />
Виходимо із параметричного представлення прямої<br />
( A, B) : { y x + ( x − x ) ⋅ s,<br />
i 1, n.<br />
µ ; тут ( )<br />
i<br />
=<br />
iα<br />
iβ<br />
iα<br />
=<br />
Значення параметра s , яке відповідає точці ( X ) ∈( AB)<br />
2<br />
∂ d ( X , ( AB)<br />
)<br />
j n<br />
( )<br />
≡ 2 ⋅ x − x + ( x − x )<br />
∂s<br />
∑ =<br />
j = 1<br />
Розв’язуючи це рівняння, отримуємо: s( X )<br />
Таким чином, X ( AB)<br />
π знайдемо із умови<br />
( ⋅ s )( x − x ) = 0<br />
j<br />
jα jα<br />
jβ<br />
jα<br />
jβ<br />
.<br />
=<br />
j=<br />
n<br />
∑<br />
j=<br />
1<br />
( x − x )( x − x )<br />
j<br />
j=<br />
n<br />
∑ ( x − x )<br />
j=<br />
1<br />
jα<br />
jα<br />
jβ<br />
( ) = ( x − x + ( x − x ) ⋅ s( X ))<br />
2<br />
jβ<br />
µ , ∑ i iα<br />
iα<br />
iβ<br />
2<br />
. Неважко<br />
i=<br />
1, n<br />
встановити, що областю Діріхле для точки A буде замкнений півпростір<br />
j<br />
= { ∈ | ⋅ ≥ 0} : ∑ = n<br />
n<br />
Dα X R AX BA ( x j − x jα<br />
)( x jα<br />
− x jβ<br />
) ≥ 0 .<br />
j = 1<br />
n<br />
Для точки B – замкнений півпростір D = { X ∈ R | BX ⋅ AB ≥ 0} :<br />
j<br />
∑ = n<br />
j = 1<br />
( x − x )( x − x ) ≥ 0 , а для інтервалу ] B[<br />
j<br />
j β<br />
j = n<br />
∑<br />
j β<br />
j α<br />
Dαβ<br />
β<br />
jα<br />
A, відкритий гіпершар (гіперсмуга)<br />
n<br />
{ X ∈ R | ( BX ⋅ AB)( AX ⋅ ) > 0} :<br />
= BA<br />
j = n<br />
( x − x )( x − x ) ⋅ ( x − x )( x − x ) > 0<br />
j jα j α jβ<br />
j j β j β j α .<br />
j = 1<br />
j = 1<br />
Далі неважко зрозуміти, що характеристичні функції цих областей<br />
запишуться так:<br />
∑<br />
.
⎛ ⎛ j<br />
⎞ ⎞<br />
( ) = ⎜ + ⎜ ( )( ) ⎟ ⎟<br />
⎜ ⎜<br />
∑ = n<br />
X D X 0.5<br />
1 signum x j − x jα<br />
x j α − x jβ<br />
,<br />
α<br />
⎟ ⎟<br />
⎝ ⎝ j = 1<br />
⎠ ⎠<br />
⎛ ⎛ j<br />
⎞ ⎞<br />
( ) = ⎜ + ⎜ ( )( ) ⎟ ⎟<br />
⎜ ⎜<br />
∑ = n<br />
X D X 0.5<br />
1 signum x j − x j β x j β − x j α ,<br />
β<br />
⎟ ⎟<br />
⎝ ⎝ j = 1<br />
⎠ ⎠<br />
X D ( X ) =1 − X D ( X ) ∨ X D ( X ).<br />
αβ<br />
α<br />
β<br />
D<br />
, D ,<br />
b<br />
Звідси маємо: µ ( X , A) = µ ( X , A) ⋅X<br />
( X )<br />
b<br />
, µ ( X B) = µ ( X , B) ⋅X<br />
( X )<br />
b<br />
µ ( X ] A,<br />
B[<br />
) = µ ( X ,( AB)<br />
) ⋅X<br />
D ( X )<br />
αβ<br />
[ A, B]<br />
можемо записати так:<br />
b<br />
b<br />
b<br />
µ ( X ,[ A,<br />
B]<br />
) µ ( X , A) + µ ( X , B) + µ ( X ,] A,<br />
B[<br />
)<br />
або ж і так:<br />
α<br />
, . Отже, нормальну функцію відрізка<br />
= ,<br />
b<br />
b<br />
b<br />
( X ,[ A,<br />
B]<br />
) µ ( X , A) ∨ µ ( X , B) µ ( X ,] A,<br />
B[<br />
)<br />
µ = ∨<br />
. (10)<br />
Приклад 2. Знайдемо нормальну функцію для дуги ∪ ABC кола Ω в<br />
3<br />
просторі<br />
O ; i,<br />
j,<br />
k задані<br />
R . Отже, нехай в прямокутній системі координат ( )<br />
три різні точки: A ( x1,<br />
y1,<br />
z1 ),<br />
B( x2,<br />
y2,<br />
z2) , C( x3,<br />
y3,<br />
z3)<br />
просторі<br />
3<br />
R довільним чином. Умовимось, що<br />
, які розміщені в<br />
A i C є кінцеві точки дуги<br />
∪ ABC , і, звісно ж, що AB × AC ≠ 0 . Спочатку сформуємо в просторі<br />
O і таку, щоб центр кола<br />
Ω був її початком, а саме коло лежало б в одній із координатних площин цієї<br />
системи. Очевидно, що це можливо. Розглядаємо загальний випадок: точка<br />
O не є центром кола Ω і саме коло не лежить ні в одній із координатних<br />
нову прямокутну координатну систему ( 1;<br />
i1,<br />
j1,<br />
k1)<br />
площин. Відшукаємо центр 1( x0,<br />
y0,<br />
z0)<br />
O і радіус r кола Ω . Зрозуміло, що<br />
центр O 1 є перетином трьох площин: двох площин, які проходять<br />
A , B , A,<br />
C і площини<br />
перпендикулярно через середини відрізків (хорд) [ ] [ ]<br />
( ABC ). Тобто центр 1( x0,<br />
y0,<br />
z0)<br />
O є єдиний розв’язок лінійної системи:<br />
β<br />
3<br />
R<br />
⎧⎛ x1<br />
+ x2<br />
⎞<br />
⎪⎜<br />
x − ⎟<br />
⎪⎝<br />
2 ⎠<br />
⎪⎛ x1<br />
+ x3<br />
⎞<br />
⎨⎜<br />
x − ⎟<br />
⎪⎝<br />
2 ⎠<br />
⎪ y1<br />
− y2<br />
⎪<br />
⎩ y1<br />
− y3<br />
⎛ y1+<br />
y2<br />
⎞<br />
⎜ ⎟<br />
⎝ 2 ⎠<br />
⎛ y1<br />
+ y3<br />
⎞<br />
⎜ ⎟<br />
⎝ 2 ⎠<br />
z1<br />
− z2<br />
x1<br />
− x2<br />
⎛ z1<br />
+ z2<br />
⎞<br />
⎜ ⎟<br />
⎝ 2 ⎠<br />
⎛ z1<br />
+ z3<br />
⎞<br />
⎜ ⎟<br />
⎝ 2 ⎠<br />
z1<br />
− z2<br />
x1<br />
− x2<br />
( x1<br />
− x2) + y − ( y1<br />
− y2) + z − ( z1<br />
− z2)<br />
( x1<br />
− x3) + y − ( y1<br />
− y3) + z − ( z1<br />
− z3)<br />
( x − x1) − ( y − y1) + ( z − z1)<br />
z1<br />
− z3<br />
x1<br />
− x3<br />
z1<br />
− z3<br />
а радіус кола ( ) ( ) 2 ( ) 2<br />
r<br />
x1<br />
− x3<br />
= 0,<br />
= 0,<br />
y1<br />
− y2<br />
y1<br />
− y3<br />
= 0,<br />
= x1 − x0<br />
2 + y1<br />
− y0<br />
+ z1<br />
− z 0 . Формуємо тепер<br />
нову прямокутну систему координат ( 1;<br />
i1,<br />
j1,<br />
k1)<br />
O , де покладаємо:<br />
O1A<br />
AB×<br />
AC<br />
i 1 = , k 1 = , j1<br />
= k1×<br />
i1<br />
.<br />
O1A<br />
AB×<br />
AC<br />
Звідси, після відповідних<br />
спрощень, можемо записати:<br />
⎛ ⎞ ⎛ ⎞<br />
⎜<br />
i1<br />
⎟ ⎜<br />
i<br />
⎟<br />
⎜ j1⎟<br />
= E⎜<br />
j ⎟ ,<br />
⎜ ⎟ ⎜ ⎟<br />
k1<br />
k<br />
⎝ ⎠ ⎝ ⎠<br />
(11)<br />
де через E позначаємо матрицю переходу від базису ( i j,<br />
k)<br />
, до базису<br />
3<br />
( i 1,<br />
j1,<br />
k1)<br />
. Нехай M ( x, y,<br />
z)<br />
є плинна точка простору R ( O;<br />
i,<br />
j,<br />
k)<br />
координати якої в координатній системі ( 1;<br />
i1,<br />
j1,<br />
k1)<br />
( u v,<br />
w)<br />
O позначаємо через<br />
, . В силу формули (11) і рівності O1M<br />
= OM − OO1<br />
нові координати<br />
точки M виражаються через старі за формулою<br />
⎛ u ⎞ ⎛ x − x0<br />
⎞<br />
⎜ ⎟ ⎜ ⎟<br />
⎜ v ⎟ = E ⋅ ⎜ y − y0⎟<br />
(12)<br />
⎜ ⎟ ⎜ ⎟<br />
⎝ w⎠<br />
⎝ z − z0<br />
⎠<br />
Зауважуємо, що у випадку, коли коло Ω лежить в одній із координатних<br />
площин системи ( O ; i,<br />
j,<br />
k)<br />
, наприклад, в площині ( O i,<br />
j)<br />
; , то нові<br />
координати точки M будуть виражатися через старі за формулами:<br />
⎧u<br />
= x − x0,<br />
⎪<br />
⎨v<br />
= y − y0,<br />
⎪<br />
⎩w<br />
= z − z0.<br />
,<br />
(13)
O маємо: A ( u1,<br />
v1,0<br />
) , ( u2,<br />
v2,0)<br />
C ( u3,<br />
v3,0)<br />
; площина ( )<br />
Отже, нехай в системі ( 1;<br />
i1,<br />
j1,<br />
k1)<br />
( O 1;<br />
i1,<br />
j1,<br />
k1)<br />
B ,<br />
ABC є координатною в координатній системі<br />
. Знайдемо тепер, за наведеною вище схемою, нормальну<br />
3<br />
функцію дуги ∪ ABC відносно простору R ( O1;<br />
i1,<br />
j1,<br />
k1)<br />
. Зрозуміло, що<br />
∪ ABC = A, C U ∪ ABC і, що<br />
{ } ] [<br />
µ ( M , A C) = µ ( M , A) ∧ µ ( M , C)<br />
∪ =<br />
2 2 2<br />
2 2 2<br />
= ( u u1) + ( v − v1) + w ∧ ( u − u3) + ( v − v3) + w<br />
− .<br />
Виходячи із параметричного представлення кола<br />
Ω :{ u = r ⋅cos<br />
, v = r ⋅sinϕ,<br />
w = 0}<br />
параметр ϕ , який буде відповідати π ( M ) ∈Ω<br />
2<br />
∂( d ( M Ω)<br />
) 2<br />
= ( u − r ⋅ cosϕ<br />
) + ( v − r ⋅sinϕ<br />
)<br />
ϕ в координатній системі ( 1;<br />
i1,<br />
j1,<br />
k1)<br />
, знайдемо із умови:<br />
2 2<br />
( + w ) = 0 ⇒<br />
O ,<br />
, '<br />
∂ϕ<br />
ϕ<br />
2 ( u − r cosϕ) r sinϕ<br />
− 2( v − r sinϕ)<br />
r cosϕ<br />
= 0 ⇒<br />
v<br />
tgϕ<br />
= . Звідси<br />
u<br />
⎛<br />
⎜u<br />
−<br />
⎜<br />
⎝<br />
⎛<br />
2<br />
µ<br />
⎜<br />
⎜<br />
⎝<br />
2<br />
ru ⎞ ⎛<br />
⎟ + ⎜v<br />
−<br />
2 2 ⎟ ⎜<br />
u + v ⎠ ⎝<br />
2<br />
⎞ ⎛<br />
⎞<br />
r ⎟ ⎜ r ⋅tgϕ<br />
⎟<br />
2<br />
⎟<br />
⎜<br />
2<br />
⎟<br />
1+<br />
tg ϕ ⎠ ⎝ 1+<br />
tg ϕ ⎠<br />
2<br />
⎞<br />
2<br />
rv ⎟ 2 ⎛ 2 2<br />
+ =<br />
⎞ 2<br />
w ⎜ u + v − r ⎟ + w ⇒<br />
2 2 ⎟<br />
u + v ⎠<br />
⎝<br />
⎠<br />
2<br />
( M , Ω) = u −<br />
+ v −<br />
+ w =<br />
2<br />
µ<br />
⎛<br />
⎞<br />
. (14)<br />
2 2<br />
2<br />
( M , Ω) = u + v − r + w<br />
⎜<br />
⎟<br />
⎝<br />
⎠<br />
Означимо півпростори:<br />
+ ⎧<br />
3 u v u3<br />
v3<br />
⎫<br />
K A = ⎨( u,<br />
v,<br />
w)<br />
∈ R | > 0 i > 0⎬<br />
,<br />
⎩<br />
u1<br />
v1<br />
u1<br />
v1<br />
⎭<br />
+ ⎧<br />
3 u3<br />
v3<br />
⎫<br />
K C = ⎨( u,<br />
v,<br />
w)<br />
∈ R | > 0⎬<br />
,<br />
⎩<br />
u v ⎭<br />
− ⎧<br />
3 u v ⎫ − ⎧<br />
3 u3<br />
v3<br />
⎫<br />
K A = ⎨( u,<br />
v,<br />
w)<br />
∈ R | ≤ 0⎬<br />
, K C = ⎨( u,<br />
v,<br />
w)<br />
∈ R | ≤ 0⎬<br />
.<br />
⎩<br />
u1<br />
v1<br />
⎭ ⎩<br />
u v ⎭<br />
2<br />
Неважко зрозуміти, що коли точка<br />
u2<br />
u1<br />
+ ∩<br />
B ∈ K A K<br />
v2<br />
u3<br />
∧<br />
v1<br />
u2<br />
v3<br />
> 0 ,<br />
v2<br />
+<br />
C , тобто<br />
+<br />
то множина<br />
+ A ∩ K C<br />
∪ ABC ,<br />
характеристична функція якої є<br />
⎛ ⎛ u v u3<br />
v3<br />
⎞<br />
] [ ⎟ ⎞<br />
X ⎜<br />
∪ ABC = 0.5⋅<br />
1+<br />
signum⎜<br />
⎟<br />
∧ . Область Діріхле для<br />
⎝ ⎝ u1<br />
v1<br />
u v ⎠⎠<br />
кінцевих точок A i C , в цьому випадку, буде множина<br />
K є областю Діріхле для відкритої дуги ] [<br />
+ + − −<br />
K A ∩ KC<br />
= K A ∪ KC<br />
, характеристичною функцією для якої є<br />
⎛ ⎛ u v u3<br />
v3<br />
⎞<br />
{ } ⎟ ⎞<br />
X ⎜<br />
A,<br />
C = 0.5⋅<br />
1−<br />
signum⎜<br />
⎟<br />
∧ .<br />
⎝ ⎝ u1<br />
v1<br />
u v ⎠⎠<br />
Отже, в цьому випадку<br />
×<br />
µ<br />
b<br />
b<br />
( M,<br />
∪ABC) = µ ( M,<br />
{ A,<br />
C}<br />
) + µ ( M ,] ∪ ABC[<br />
)<br />
⎛ ⎛ u<br />
= 0.5⋅⎜1−<br />
signum⎜<br />
⎝ ⎝ u1<br />
v u3<br />
∧<br />
v1<br />
u<br />
v3<br />
⎞⎞<br />
⎟⎟×<br />
v<br />
⎠⎠<br />
2<br />
2 2<br />
2<br />
2 2<br />
( ( u − u1) + ( v − v1) + w ∧ ( u − u3) + ( v − v3)<br />
+ w )<br />
2<br />
2 2<br />
2<br />
( u + v − r) + w .<br />
⎛ ⎛ u v u3<br />
v3<br />
⎞⎞<br />
+ 0.5⋅⎜1+<br />
signum⎜<br />
⎟⎟<br />
⋅<br />
∧<br />
u1<br />
v1<br />
u v<br />
⎝ ⎝<br />
⎠⎠<br />
−<br />
Якщо ж<br />
− u2<br />
v2<br />
u3<br />
v3<br />
B ∈ K A ∪ KC<br />
, тобто ∧ ≤ 0 , то зрозуміло, що в<br />
u1<br />
v1<br />
u2<br />
v2<br />
цьому випадку маємо:<br />
⎛ ⎛ u v u3<br />
v3<br />
⎞⎞<br />
µ ( M , ∪ABC)<br />
= 0.5 ⋅ ⎜1+<br />
signum⎜<br />
⎟⎟<br />
⋅<br />
∧<br />
u1<br />
v1<br />
u v<br />
⎝ ⎝<br />
⎠⎠<br />
⎛<br />
⎜<br />
⎝<br />
2 2 2<br />
2<br />
( u − u1) + ( v − v1) + w ∧ ( u − u3) + ( v − v3)<br />
⎛ ⎛ u<br />
0.5 ⋅ ⎜1−<br />
signum⎜<br />
⎝ ⎝ u1<br />
v u3<br />
∧<br />
v1<br />
u<br />
v3<br />
⎞⎞<br />
⎟⎟<br />
⋅<br />
v<br />
⎠⎠<br />
⎛<br />
⎜<br />
⎝<br />
u<br />
2<br />
+ v<br />
2<br />
2<br />
+ w<br />
− r<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
2<br />
⎞<br />
⎟ +<br />
⎠<br />
+ w<br />
Зробивши заміну в формулах (15), (16), згідно рівностей (12),(13), отримаємо<br />
2<br />
=<br />
.<br />
+<br />
(15)<br />
(16)
3<br />
нормальні функції дуги ∪ ABC в просторі R ( O;<br />
i,<br />
j,<br />
k ). Наприклад, у<br />
випадку належності ∪ ABC координатній площині ( XOY ) формула (16)<br />
(після заміни) набуває вигляду:<br />
⎛ ⎛ x − x0<br />
y − y0<br />
x3<br />
− x0<br />
y3<br />
− y0<br />
⎞⎞<br />
µ ( M , ∪ABC)<br />
= 0.5⋅⎜1+<br />
signum⎜<br />
⎟⎟×<br />
∧<br />
x1<br />
x0<br />
y1<br />
y0<br />
x x0<br />
y y0<br />
⎝ ⎝ − − − − ⎠⎠<br />
×<br />
2<br />
2 2<br />
2<br />
2 2<br />
( ( x − x1) + ( y − y1) + z ∧ ( x − x3) + ( y − y3)<br />
+ z )<br />
⎛ ⎛ x − x0<br />
+ 0.5⋅⎜1−<br />
signum⎜<br />
⎝ ⎝ x1<br />
− x0<br />
×<br />
y − y0<br />
x3<br />
− x0<br />
∧<br />
y1<br />
− y0<br />
x − x0<br />
2<br />
2<br />
2<br />
2<br />
( ( x − x0) + ( y − y0)<br />
− r) + z .<br />
+<br />
y3<br />
− y0<br />
⎞⎞<br />
⎟⎟×<br />
y − y0<br />
⎠⎠<br />
Встановленими вище формулами нормальних функцій скористаємося в<br />
наступному ілюстративному прикладі побудови і візуалізації зони відчуження<br />
для конкретної системи об’єктів.<br />
Приклад 3. Будуємо і візуалізуємо засобами СКМ Maple 11 зону<br />
відчуження системи об’єктів (елемент теплопроводу)<br />
= {[ A , B] , ∪BCD,<br />
[ D,<br />
E]<br />
}<br />
A = ( 0 ,0, −2) , B = ( 1,0,0 ), = ( 0 ,1,0 ),<br />
D = ( 0, −1,0) , E = ( 0,0,2)<br />
відрізкам [ A, B]<br />
і [ D, E]<br />
зіставляється шаблон ризику<br />
C , де<br />
C . При умові:<br />
2<br />
d<br />
e −<br />
(17)<br />
і параметр<br />
2<br />
−0.1<br />
2d<br />
λ = e , дузі ∪ BCD – шаблон e −<br />
−0.5<br />
і параметр λ = e .<br />
Згідно формул (10), (17), знаходимо подвоєнні квадрати нормальних<br />
функцій відрізків [ A , B] , [ D,<br />
E]<br />
та дуги ∪ BCD ; позначаємо їх, відповідно,<br />
через f 1,<br />
f 3, f 2 . Згідно формули (8), рівняння межі зони відчуження<br />
елемента теплопроводу С запишеться так:<br />
Fr B<br />
( C ): min( f 1−<br />
0.1, f 2 − 0.25, f 3 − 0.1) = 0.<br />
Відповідний цьому рівнянню графік межі відчуження показаний в кінці<br />
наведеного нижче документа.<br />
Зона відчуження
Список літератури. 1. Клименко Вісс. Гр. Про побудову перегородок для систем опуклих<br />
компактів Вісник НТУ ХПІ Тем. вип.: Машинознавство та САПР. – Харків: – 2007– № 29– С. 72–<br />
88. 2. Клименко Вісс. Гр. Багатокритеріальні формалізації. – Харків: СПДФО Яковлєва Г.Г., 2004.<br />
– 308 с. 3. Рвачев В.Л. Геометрические приложения алгебры логики.– К.: Техніка, 1967.– 212 с.<br />
УДК 628.94<br />
Надійшло до редакції 07.04.08<br />
1. Состояние вопроса и постановка задачи. Стремительное развитие<br />
технологий изготовления аккумуляторов нового поколения и светодиодов<br />
предоставляет разработчикам шахтных взрывобезопасных головных<br />
светильников новые возможности в совершенствовании их конструкций и<br />
улучшению функциональных возможностей.<br />
В течение последних 50 лет шахтные головные светильники<br />
функционально не меняли свою конструкцию. Светильники различных фирмразработчиков<br />
состояли из трех основных частей: 1) блока батареи<br />
аккумуляторов; 2) фары с оптической системой; 3) шнура, соединяющего<br />
блок батареи с фарой. Постоянное совершенствование аккумуляторов и<br />
оптической системы позволили сократить вес светильника от 2,5 до 0,35 кг.<br />
Дальнейшее уменьшение веса блока батареи логично приводит нас к<br />
конструктиву, в котором исключается шнур,<br />
а блок батареи объединяется с фарой. Таким<br />
образом, весь светильник можно разместить<br />
на каске горнорабочего (рис. 1), т.к. вес<br />
такого светильника становится<br />
соизмеримым с весом фары светильника<br />
традиционной конструкции.<br />
В последние 4 года ряд фирм начали<br />
Рис. 1. Размещение<br />
светильника-моноблока на<br />
серийный выпуск бытовых светодиодных<br />
светильников-моноблоков, в которых<br />
батарея размещена в фаре [1, 2]. Однако эти<br />
светильники не удовлетворяют<br />
каске шахтера<br />
требованиям, которые предъявляются к шахтным светильникам. Одними из<br />
основных требований являются следующие:<br />
1) освещенность от основного источника света на участке оценки<br />
должна быть не ниже следующих значений:<br />
Е мax =1500 лк, Е ср =750 лк, Е мin =150 лк,<br />
В.И. КОХАНОВСКИЙ, канд. техн. наук, начальник КБ НПО „Свет<br />
шахтера”,<br />
О.В.КОХАНОВСКАЯ, науч. сотр. каф. ТММиСАПР, НТУ „ХПИ”<br />
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ СВЕТОДИОДНОГО<br />
ГОЛОВНОГО ШАХТНОГО СВЕТИЛЬНИКА<br />
НА ОСНОВЕ ОПТИМИЗАЦИИ ЕГО ПАРАМЕТРОВ<br />
Стаття присвячена підвищенню ефективності параметрів світлодіодового головного шахтового<br />
світильника на основі використання оригінальної оптичної системи.<br />
The paper is devoted the increase of efficiency of f LED head mine lamp’s parameters on the basis of<br />
the use of original optical system.
УДК 628.94<br />
В.И. КОХАНОВСКИЙ, канд. техн. наук, начальник КБ НПО<br />
„Свет шахтера”,<br />
О.В.КОХАНОВСКАЯ, науч. сотр. каф. ТММиСАПР, НТУ<br />
„ХПИ”<br />
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ СВЕТОДИОДНОГО<br />
ГОЛОВНОГО ШАХТНОГО СВЕТИЛЬНИКА<br />
НА ОСНОВЕ ОПТИМИЗАЦИИ ЕГО ПАРАМЕТРОВ<br />
Стаття присвячена підвищенню ефективності параметрів світлодіодового головного шахтового<br />
світильника на основі використання оригінальної оптичної системи.<br />
The paper is devoted the increase of efficiency of f LED head mine lamp’s parameters on the basis of<br />
the use of original optical system.<br />
1. Состояние вопроса и постановка задачи.<br />
Стремительное развитие технологий изготовления<br />
аккумуляторов нового поколения и светодиодов предоставляет<br />
разработчикам шахтных взрывобезопасных головных<br />
светильников новые возможности в совершенствовании их<br />
конструкций и улучшению функциональных возможностей.<br />
В течение последних 50 лет шахтные головные светильники<br />
функционально не меняли свою конструкцию. Светильники<br />
различных фирм-разработчиков состояли из трех основных<br />
частей: 1) блока батареи аккумуляторов; 2) фары с оптической<br />
системой; 3) шнура, соединяющего блок батареи с фарой.<br />
Постоянное совершенствование аккумуляторов и оптической<br />
системы позволили сократить вес<br />
светильника от 2,5 до 0,35 кг.<br />
Дальнейшее уменьшение веса блока<br />
батареи логично приводит нас к<br />
конструктиву, в котором<br />
исключается шнур, а блок батареи<br />
объединяется с фарой. Таким<br />
Рис. 2. Размещение<br />
светильника-моноблока на<br />
каске шахтера<br />
образом, весь светильник можно<br />
разместить на каске горнорабочего<br />
(рис. 1), т.к. вес такого светильника<br />
становится соизмеримым с весом фары светильника<br />
традиционной конструкции.<br />
В последние 4 года ряд фирм начали серийный выпуск<br />
бытовых светодиодных светильников-моноблоков, в которых<br />
батарея размещена в фаре [1, 2]. Однако эти светильники не<br />
удовлетворяют требованиям, которые предъявляются к<br />
шахтным светильникам. Одними из основных требований<br />
являются следующие:<br />
1) освещенность от основного источника света на участке<br />
оценки должна быть не ниже следующих значений:<br />
Е мax =1500 лк, Е ср =750 лк, Е мin =150 лк,<br />
где Е маx – наибольшее измеренное значение освещенности в<br />
пределах участка оценки; Е ср – среднее<br />
измеренное значение освещенности в<br />
пределах участка оценки; Е min –<br />
наименьшее измеренное значение<br />
освещенности в пределах участка<br />
оценки;<br />
2) сила света от основного источника<br />
Рис. 2. Светильникмоноблок<br />
фирмы<br />
света на участке оценки должна быть не<br />
менее 1 кд в телесном угле 120° [3, 4].<br />
Golden Future Участок оценки – это окружность<br />
Electronic Ltd<br />
диаметром 100 ± 2 мм;<br />
3) продолжительность непрерывного<br />
свечения основного источника света<br />
светильника должна быть не менее 10 часов,<br />
в течение которых минимальная<br />
освещенность удовлетворяет п.1 [3, 4].<br />
Остальные требования к шахтным<br />
светильникам приведены в работе [5]<br />
авторов статьи и в стандартах [3, 4].<br />
В России первый и пока единственный<br />
шахтный светильник-моноблок был<br />
предложен в 2006 г. ПО<br />
„Электроточприбор” (светильник СГГ-10)<br />
[6]. На самом деле этот светильник<br />
Рис. 3. Австралийские<br />
шахтные светильники
разработан и изготовлен китайской фирмой Golden Future<br />
Electronic Ltd, модель KL4.5LM [1] (рис. 2). Российская фирма<br />
только сертифицировала этот светильник в России для продажи.<br />
Для светильника приведены следующие характеристики: вес 215<br />
г, батарея Li-Ion, продолжительность непрерывного свечения 15<br />
часов, освещенность на расстоянии 1м в начале – 2000лк, через<br />
11 часов непрерывной работы – 1200лк, количество циклов<br />
заряда/разряда – 1000, основной светодиод – 1W.<br />
Австралийская фирма Kinyun Australia разработала и<br />
производит три типа шахтных светильников-моноблоков (рис.<br />
3). В табл. 1 приведены их технические характеристики [1].<br />
Однако заявленные характеристики этих светильников<br />
вызывают сомнения, т.к. теоретически с емкостью батареи 2,8 Аh и<br />
одноваттным основным светодиодом получить освещенность,<br />
указанную в требовании 1), и сохранять ее в течении 10 часов<br />
непрерывной работы не представляется возможным. Кроме того, в<br />
течение года непрерывной эксплуатации КПД светильника падает<br />
на 30% вследствие постепенного уменьшения емкости батареи<br />
(минимум на 20%), падения напряжения в блоке искрозащиты<br />
светильника, потери световой энергии в оптической системе (до<br />
10%).<br />
Таблица 1<br />
Технические характеристики светильников-моноблоков фирмы Kinyun Australia<br />
KL2.4LM(A) KL2LM(A) KL2LM(B)<br />
Время работы<br />
≥14 часов<br />
Время заряда<br />
6 часов<br />
Ток ≤180 мА ≤160 мА<br />
Батарея 3,7 В, 2,4 Аh 3,7 В, 2 Аh<br />
Время жизни батареи<br />
Обычно 2 года, 80% мощности после 500 полных<br />
циклов заряда<br />
Время жизни светодиода<br />
≥10 000 часов<br />
Вес 160 г 130 г 115 г<br />
Гарантия<br />
1 год<br />
IS-сертификат<br />
IECE ia I<br />
IECEx ia IIC T4<br />
N/A<br />
Таким образом, задача создания шахтного светильникамоноблока<br />
(далее – моноблока), который отвечает требованиям<br />
1) – 3) и другим украинским, российским и европейским<br />
стандартам, предъявляемым к шахтным светильникам, остается<br />
актуальной.<br />
2. Вес и габариты моноблока. Эффективная работа<br />
моноблока зависит от оптимального взаимодействия батареи<br />
аккумуляторов (далее – батареи) и светодиодной оптической<br />
системы. Размеры и вес этих основных узлов моноблока<br />
определяют соответственно габариты и вес моноблока в целом.<br />
Фара традиционного шахтного светильника весит от 200 до 250<br />
г, а габариты находятся в пределах, мм: Н=76, D=68. Таким<br />
образом, в определении батареи моноблока нам придется<br />
исходить из уже заданных ограничений на габариты моноблока<br />
и, соответственно, на габариты батареи.<br />
3. Определение параметров батареи моноблока. История<br />
развития индустрии батарей насчитывает уже более 100 лет.<br />
Практически все созданные типы батарей применялись и<br />
применяются в шахтных светильниках. В табл. 2 приведены<br />
краткая история развития, основные данные и сравнительные<br />
характеристики батарей, которые используются сегодня в<br />
шахтных светильниках. Одни их них (Ni-Cd) постепенно<br />
снимают с производства, а другие – Li-Pol – делают первые шаги<br />
на пути к широкому внедрению в шахтном оборудовании.<br />
Основными параметрами батарей являются: емкость (в Аh),<br />
продолжительность жизненного цикла (количество циклов<br />
заряда/разряда), выходное напряжение и габариты. Определим<br />
емкость батареи, которая необходима для энергообеспечения<br />
моноблока. В качестве основного источника света будем<br />
рассматривать 1 w белый светодиод с током 0,35 А.<br />
Возможности применения 1 w светодиода, который обеспечит<br />
выполнение требований 1) – 3), рассмотрены ниже.<br />
Минимальная емкость Е мin батареи моноблока с 1 w<br />
светодиодом вычисляется из простого уравнения:<br />
E I<br />
f<br />
⋅ k ⋅k<br />
= t , (1)<br />
min<br />
/<br />
где I f – постоянный ток светодиода (для 1 w светодиода I f =0,35<br />
А); k 1 – коэффициент, который соответствует падению емкости<br />
батареи в течение ее жизненного цикла (как правило, k 1 =0,8); k 2<br />
– коэффициент, который равен КПД моноблока в целом (в<br />
1<br />
2<br />
min
зависимости от свойств разряда батареи, падения напряжения на<br />
светодиоде и на блоке искрозащиты 0,92<br />
≤ k ≤ 0, 96 , положим<br />
2<br />
k 2 = 0,92); t min – минимальное количество часов, которое должен<br />
высветить моноблок в течение его непрерывной работы (в<br />
соответствии с требованием 3) t min = 10).<br />
Таблица 2<br />
Ni-Cd<br />
Сравнительные характеристики Ni-Cd, Ni-MH, Li-Ion, Li-Pol аккумуляторов<br />
Вальдемар Янгер в 1899 запатентовал первый никель-кадмиевый<br />
аккумулятор (Ni-Cd). В 1932 в Англии велись бурные исследования в области<br />
введения внутрь пористого пластинчатого никелевого электрода третьих<br />
активных металлов, которые должны были обеспечить лучшее движение<br />
зарядов. Эксперименты увенчались успехом. Но только в 1947 разработчики<br />
пришли к почти современной схеме герметичных Ni-Cd аккумуляторов, в<br />
которых внутренние газы, выделяющиеся во время заряда, рекомбинировали<br />
внутри, а не выпускались наружу как в предыдущих вариантах. Батареи этого<br />
типа имеют никелевый анод и кадмиевый катод. Эти усовершенствования<br />
привели к современному герметичному Ni-Cd аккумулятору, который и<br />
используется сегодня. Свыше 50% всех аккумуляторов для переносного<br />
оборудования – Ni-Cd. Для этих аккумуляторов вредно нахождение в зарядном<br />
устройстве в течение нескольких дней, т.к. для них важен периодический<br />
полный разряд, и если он не производится, то Ni-Cd аккумуляторы постепенно<br />
теряют эффективность из-за формирования больших кристаллов на пластинах<br />
элемента (явление, называемое эффектом памяти). Аккумулятор содержит<br />
кадмий и требует специальной утилизации, поэтому в ряде скандинавских<br />
стран он уже запрещен к использованию. Из–за больших габаритов и проблем с<br />
утилизацией Ni-CD аккумулятор постепенно покидает рынок сотовых<br />
телефонов. При правильной эксплуатации Ni-Cd батареи можно перезарядить<br />
1000 раз. Аккумулятор теряет около 10 % своей емкости в течение первых 24<br />
часов, после чего саморазряд укладывается примерно в 10 % в месяц. Ni-Cd<br />
аккумулятор может эксплуатироваться и заряжаться при низких температурах.<br />
Батареи этого типа легко восстанавливаются после понижения емкости и<br />
длительного хранения. Аккумулятор обладает самым низким внутренним<br />
сопротивлением по сравнению с аккумуляторами других видов. Типичное<br />
значение его составляет 100 - 200 мОм в пересчете на напряжение 3.6 В. Эти<br />
аккумуляторы предназначены прежде всего для работы в приборах с высоким<br />
током потребления и там, где могут возникать пиковые нагрузки.<br />
Продолжение табл. 2<br />
Ni-MH<br />
Li-Ion<br />
В конце 60-х годов 20 века ученые открыли ряд сплавов, способных<br />
связывать атомарный водород в объеме, в 1000 раз превышающем их<br />
собственный. Они получили название гидриды. Химически они представляют<br />
собой соединения таких металлов, как цинк, литий и никель. При грамотном<br />
использовании с помощью гидридов можно хранить достаточно водорода, чтобы<br />
использовать его в обратимых реакциях внутри аккумуляторов. Они имеют<br />
гидридный катод и никелевый анод. Исследования в области технологии<br />
изготовления Ni-MH аккумуляторов начались в семидесятые годы и были<br />
предприняты как попытка преодоления недостатков Ni-Cd аккумуляторов. Новые<br />
металл–гидридные соединения, достаточно устойчивые для применения в<br />
аккумуляторах, были разработаны в 1980 г. Они имеют меньшую склонность к<br />
эффекту памяти, чем Ni-Cd. Периодические циклы восстановления должны<br />
выполняться реже, предпочтителен скорее поверхностный, чем глубокий разряд.<br />
Долговечность аккумуляторов непосредственно связана с глубиной разряда, их<br />
емкость на 30-50 % больше по сравнению со стандартными Ni-Cd<br />
аккумуляторами того же размера. Из-за меньшей токсичности Ni-MH-технология<br />
считается экологически чистой. Число циклов заряда/разряда для этих<br />
аккумуляторов примерно равно 500. Сейчас в продаже можно встретить никельметаллогидридные<br />
аккумуляторы, для которых этот показатель составляет 1000.<br />
Ni-MH аккумулятор по сравнению с Ni-Cd выделяет значительно большее<br />
количество тепла во время заряда; должен быть ограничен максимальный ток<br />
заряда и разряда и должна контролироваться температура элемента. Ni-MH<br />
аккумулятор не может заряжаться так быстро, как Ni-Cd; время заряда у него<br />
обычно вдвое больше. Саморазряд этих аккумуляторов в 1,5-2 раза выше, чем у<br />
Ni-Cd, а цена - приблизительно на 30 % выше. Рекомендуемый ток разряда для<br />
них значительно меньше, чем для Ni-Cd. Так, изготовители рекомендуют ток<br />
нагрузки от 0.2C до 0.5C (от одной пятой до половины номинальной емкости).<br />
Первые работы по литиевым аккумуляторам были осуществлены Г.Н.<br />
Льюисом (G.N. Lewis) в 1912 г. Однако, только в 1970 г. появились первые<br />
коммерческие экземпляры первичных литиевых источников тока. Попытки<br />
разработать перезаряжаемые литиевые источники тока предпринимались еще в<br />
80-е гг., но были неудачными из–за невозможности обеспечения приемлемого<br />
уровня безопасности при обращении с ними. Килограмм лития способен<br />
хранить 3860 Аh. Для сравнения, показатель цинка 820Аh, свинца - 260Аh. В<br />
зависимости от типа анода, литиевые элементы могут создавать напряжение от<br />
полутора до 3,7 в, что выше, чем у любых других элементов. В 1991 г. фирма<br />
Sony начала коммерческое производство Li-Ion аккумуляторов и в настоящее<br />
время является их самым крупным поставщиком. По материалу отрицательного<br />
электрода Li-Ion аккумуляторы можно разделить на два основных типа: 1) с<br />
отрицательным электродом на основе кокса (фирма Sony); 2) на основе графита<br />
(большинство других изготовителей). Согласно данным Fujifilm,<br />
разработанный этой фирмой аморфный композиционный окисный материал на<br />
основе олова для отрицательного электрода способен обеспечить в 1,5 раза<br />
более высокую электрическую емкость по сравнению с аккумуляторами со<br />
стандартным углеродным электродом.<br />
Продолжение табл. 2
Li-Ion<br />
Li-Pol<br />
Дополнительные возможные преимущества аккумуляторов с этим материалом<br />
заключаются в большей безопасности, более быстром заряде, хороших<br />
разрядных характеристиках и высокой эффективности при низкой температуре.<br />
После достижения полного заряда не требуется тонкоструйный заряд, и Li-Ion<br />
аккумулятор может оставаться в зарядном устройстве, пока не используется. Не<br />
подвержен «эффекту памяти». Срок службы такой батареи составляет около 2 лет<br />
и не зависит от количества циклов заряда-разряда. Соответственно, не нужно<br />
полностью разряжать аккумулятор для того, чтобы зарядить его. При сравнимых<br />
размерах с Ni-MH и Ni-Cd аккумуляторами Li-Ion батареи могут запасать в два<br />
раза больше энергии. Должен быть ограничен максимальный ток заряда и<br />
разряда и должна контролироваться температура элемента. Хорошо<br />
характеризуют себя при работе на больших токах, что необходимо, например,<br />
при использовании их в сотовых телефонах и портативных компьютерах. Li-Ion<br />
аккумуляторы являются наиболее дорогими из доступных сегодня на рынке.<br />
Было установлено, что в ходе заряда и разряда первых литиевых батарей на<br />
поверхности лития формируются дендриты. Прорастание дендрита до<br />
положительного электрода и возникновение короткого замыкания внутри<br />
литиевого источника тока является причиной выхода элемента из строя. При<br />
этом температура внутри аккумулятора может достигать температуры плавления<br />
лития, в результате бурного химического взаимодействия лития с электролитом<br />
происходит взрыв. В Li-Ion элементах ионы лития связаны молекулами других<br />
материалов. Наиболее популярными материалами для создания Li-Ion<br />
аккумуляторов в настоящее время являются графит и литийкобальтоксид<br />
(LiCoO 2 ). Сейчас применяются материалы: LiMn 2 O 4 , LiFePO 4 . Li-Ion аккумулятор<br />
не может быть восстановлен с использованием циклов заряда – разряда в отличие<br />
от других типов аккумуляторов. Хранить эти аккумуляторы нужно в заряженном<br />
состоянии. Саморазряд у Li-Ion аккумуляторов самый незначительный (2-5% в<br />
месяц).Заряженный аккумулятор может пролежать в коробке около года.<br />
Это последняя новинка в литиевой технологии. Анод отделен от катода<br />
полимерной перегородкой, композитным материалом, таким как<br />
полиакрилонитрит, который содержит литиевую соль. В результате становится<br />
возможной упрощение конструкции элемента, поскольку любая утечка<br />
гелеобразного электролита невозможна. При одинаковой удельной плотности, Li-<br />
Pol батареи оптимальной формы могут хранить на 22% больше энергии, чем<br />
аналогичные Li-Ion. Это достигается за счет заполнения «мертвых» объемов в<br />
углах отсека, которые остались бы неиспользованными в случае применения<br />
цилиндрической батареи. Кроме этих очевидных преимуществ, Li-Pol элементы<br />
являются экологически безопасными и более легкими, за счет отсутствия<br />
внешнего металлического корпуса. Li-Pol аккумуляторы при одинаковом весе<br />
превосходят по энергоемкости Ni-Cd в 4-5 раз, Ni-MH – в 3-4 раза. Можно<br />
выделить две основные группы Li-Pol аккумуляторов – быстроразрядные и<br />
обычные. Отличаются они между собой максимальным разрядным током.<br />
Подставив значения констант в уравнение, получим<br />
Е мin =4,8 Аh.<br />
Теперь необходимо подобрать такой тип батареи, который с<br />
вычисленной емкостью Е мin позволит получить: минимальные<br />
габариты; минимальный вес; достаточно гибкую конфигурацию<br />
батареи для конструктива внутри моноблока.<br />
Проанализируем данные по батареям в табл. 2. Следуя<br />
исторической цепочке развития батарей: Ni-Cd→Ni-MH→Li-<br />
Ion→Li-Pol, мы видим, что емкость батареи на единицу объема<br />
растет, соответственно, вес уменьшается. Характеристики Li-Pol -<br />
батарей показывают, что<br />
они являются наиболее<br />
20000<br />
подходящими для<br />
15000<br />
применения в любом 10000<br />
моноблоке. Литийполимерные<br />
5000<br />
аккумуляторы при<br />
0<br />
одинаковом весе<br />
1997 2002 2007 2012<br />
превосходят по<br />
Текущее состояние Прогноз<br />
энергоемкости Ni-Cd в 4-<br />
5 раз, Ni-MH – в 3-4 раза.<br />
Действительно, они<br />
обладают наибольшей<br />
емкостью на единицу<br />
объема, а также наименьшим<br />
весом не только за счет<br />
большей емкости, но и<br />
вследствие применения<br />
пластмассового корпуса<br />
(либо вовсе без корпуса)<br />
вместо металлического.<br />
Применение пластмассового<br />
корпуса позволяет также<br />
сделать более гибкой<br />
технологию перехода на<br />
необходимую конфигурацию<br />
батареи.<br />
$ млн.<br />
Рис. 4. Потребность в аккумуляторах в<br />
настоящее время и прогноз на ближайшие годы<br />
Рис. 5. Применение аккумуляторов<br />
разных типов в настоящее время<br />
и прогноз на ближайшие годы<br />
На рис. 4 показан график потребности в аккумуляторах в<br />
настоящее время и прогноз на ближайшие годы [7]. Из графика<br />
видно, что потребность растет пропорционально времени. На рис.
5 отображен сравнительный график применения аккумуляторов<br />
разных типов (Ni-Cd, Ni-MH, Li-Ion) за прошедшее, текущее и<br />
будущее время [8]. График показывает существенный рост спроса<br />
на литиевые аккумуляторы и спад спроса на Ni-Cd и Ni-MH<br />
аккумуляторы на ближайшие 4 года.<br />
Однако батареи нового поколения имеют существенный<br />
недостаток, разрушительный эффект которого усиливается по мере<br />
роста емкости. Требования к соблюдению режимов заряда и<br />
разряда этих батарей существенно выше в сравнении, например, с<br />
Ni-Cd батареями. Поэтому в современных шахтных светильниках<br />
блок искрозащиты выполняет не только его основную функцию –<br />
защиту<br />
от
Перечень белых светодиодов 1 W<br />
Таблица 3<br />
91<br />
№ Обозначение<br />
Сила света,<br />
лм<br />
1. LXHL-PW01 30-45 140<br />
Угол, град Габариты, мм Температура, К Фирма-производитель<br />
14.5, 8.0, 5.37,<br />
D=8,0<br />
2. GPP-H1LBGNB-1400 40-55 140 14.5,8.0,5.37 D=8,0<br />
3.<br />
RSLE-080NW4G-DC31W-<br />
EV<br />
4. KAD1-909 DQB9ZC-STAR 8-13 100<br />
70-130 120 14.6,8.0,5.7 D=7.5<br />
19.75,19.75,8.3<br />
(со звездой)<br />
4500-10000<br />
cool white<br />
3500<br />
warm white<br />
4500-10000<br />
cool white<br />
Philips<br />
Armi Enterprise Co.,<br />
Ltd.<br />
Rico Electronics Co.,<br />
Ltd<br />
464 нм Kingbright<br />
5. Cree Xlamp 7090 52 100 7, 9, 4.3 4500-8000 CREE LED light<br />
6. CAD1-9090W9ZC 28-42 100 8, 8, 6.6 white Kingbright<br />
7. RSE-080NW4G-DC31W-EV 27-52 130 8, 14, 5.7 4500-10000 Rico Electronics Co. Ltd<br />
8. 1W Z-Power 54-70 120 8, 9, 9 3500-10000 Seoul SemiConductor<br />
9. LL-HP60HWXX 17,9-39,4 140 7, 7, 3.7 white<br />
10. LL-HP60HW6XX 17,9-39,4 140 7, 7, 3.7<br />
White<br />
warm<br />
Lucky Light Electronics<br />
Co.,<br />
Ltd<br />
Lucky Light Electronics<br />
Co., Ltd<br />
Продолжение табл. 3<br />
92<br />
№ Обозначение<br />
Сила света,<br />
лм<br />
Угол, град Габариты, мм Температура, К<br />
11. W10190 52 110 8, 14, 5.7 6300<br />
12. N10190 35 110 8, 14, 5.7 3000<br />
13. TW1-PG1N-1LWE 30-40 140 14.5,8.0,5.37 D=8,0 4500-10000<br />
14.<br />
X10190 32-52 110 14.6, 9.8, 4 6500<br />
15. W42180 65-85 125 14.5, 8, 5.08 6500<br />
16. EHP-AX08LS 27-52 130 14.6, 8, 5.7 4500-1000<br />
17. PO-H1Lc/K2A/ X/W0401 15-30 60 17.3,8,6.2 2500-10000<br />
18. HPL-H77LW1BA 57-70<br />
120 (25, 45,<br />
50,100)<br />
7,7,1<br />
Neutral<br />
(Cool, Warm)<br />
White<br />
19. L-SHP01WC-EL 32-52 130 14.6,8,5.7 6500<br />
Фирмапроизводитель<br />
Seoul<br />
SemiConductor<br />
Seoul<br />
SemiConductor<br />
Welantech<br />
International Co.,<br />
Ltd.<br />
Seoul<br />
SemiConductor<br />
Seoul<br />
SemiConductor<br />
Everlight<br />
Electronic Co.,<br />
Ltd.<br />
Rico Electronics<br />
Co., Ltd.<br />
High Power<br />
Lighting Co.,<br />
Ltd<br />
Lenoo Electronocs<br />
Co., Ltd.
возникновения искры – но и контролирует процесс заряда и<br />
разряда батареи.<br />
Таким образом, в отношении выбора типа батареи можно<br />
сделать вывод, что для применения в моноблоке наиболее<br />
приемлемой среди<br />
Напряжение, V<br />
существующих<br />
4.3<br />
является Li-Pol 4.25<br />
батарея. Однако 4.2<br />
использовать ее<br />
4.15<br />
необходимо только<br />
при наличии<br />
электронного<br />
управления<br />
процессами заряда и<br />
разряда батареи.<br />
Авторы также<br />
провели<br />
исследования<br />
Рис. 6. График постоянного заряда светильника<br />
с краткими периодами отключения от заряда<br />
работы шахтных<br />
головных светодиодных светильников с литиевыми<br />
аккумуляторами в различных режимах функционирования. На<br />
рис. 6 показан график постоянного заряда светильника с<br />
краткими периодами отключения от заряда. Из графика можно<br />
сделать вывод о возможности постоянного хранения<br />
светильника с литиевой батареей в положении заряда на<br />
зарядной станции<br />
или зарядном<br />
устройстве. На<br />
рис. 7 показан<br />
график измерений<br />
напряжений 4-х<br />
светильников в<br />
состоянии<br />
хранения. Первый и<br />
четвертый<br />
светильники с Li-<br />
4.1<br />
4.05<br />
4<br />
3.95<br />
0 2500 5000 7500 1000<br />
0<br />
4.1<br />
4<br />
3.9<br />
3.8<br />
3.7<br />
3.6<br />
3.5<br />
3.4<br />
3.3<br />
3.2<br />
Напряжение,V<br />
1250<br />
0<br />
1500<br />
0<br />
1750<br />
0<br />
2000<br />
0<br />
2250<br />
0<br />
3.1<br />
0 10000 20000 30000<br />
2500<br />
0<br />
2750<br />
0<br />
Время, минуты<br />
№1<br />
№2<br />
№3<br />
№4<br />
Время, мин<br />
Рис. 7. График изменения напряжения у светильников<br />
Ion батареей 9 Ah, второй и третий – с Li-Ion батареей 5 Ah.<br />
Данные графика позволяют сделать вывод: светильники с Li-<br />
Ion батареей 9 Ah нужно заряжать через 3 недели хранения, с 5<br />
Ah – через 2 недели.<br />
4. Оптическая система моноблока. Оптическая система<br />
должна удовлетворять требованиям 1)-3). Как было показано<br />
авторами в работе [5], выполнить эти требования в случае<br />
применения традиционной оптической системы<br />
„параболический отражатель – радиатор” возможно только с<br />
применением: 1) трехваттного светодиода с диаграммой<br />
направленности Side Emitting; 2) Li-Ion батареи емкостью 9 Аh.<br />
В п.3 данной статьи для моноблока определена минимальная<br />
емкость батареи Е min = 4,8 Аh для случая применения в оптической<br />
системе одноваттного светодиода. За<br />
последний год развитие технологии<br />
производства светодиодов позволило<br />
существенно увеличить светоотдачу<br />
одноваттных светодиодов. Действительно,<br />
если раньше светоотдача одноваттного<br />
светодиода находилась в пределах 30 ÷ 50 лм,<br />
то сейчас она доходит до 85 лм при том же<br />
энергопотреблении. В табл. 3 приведены<br />
характеристики одноваттных светодиодов, с<br />
которыми авторы проводили оптические<br />
измерения. Тем не менее полученный рост<br />
светоотдачи светодиодов еще не позволяет<br />
обеспечить освещенность, указанную в<br />
требовании 1). Остается один путь к решению<br />
Рис. 9. Типовые диаграммы распределения<br />
Рис. 8. Новая схема<br />
оптической системы<br />
задачи –<br />
изменить<br />
оптическую<br />
систему.<br />
Авторы<br />
предлагают<br />
принципиально<br />
новый подход
в конструкции оптической системы светильника. Данный подход<br />
широко применяется в радиолокации. На рис. 8 показана общая<br />
схема этой системы. Принцип системы довольно простой, но<br />
эффективный. Предлагается направить весь световой поток<br />
одноваттного светодиода на фрагмент параболоида. После<br />
отражения от параболоида вся световая энергия светодиода<br />
концентрируется в пучке параллельных лучей, который<br />
находится в пределах участка оценки, указанного в требовании<br />
1). В других оптических системах светильников часть лучей<br />
светодиода, которые не попадают на отражатель, рассеиваются<br />
вне сфокусированного пучка лучей. Эти лучи формируют<br />
периферийное освещение, которое также необходимо в<br />
соответствии с требованием 2). Доля световой энергии этих<br />
лучей для светильников с диаграммой распределения Ламберт<br />
(рис. 9) составляет примерно 76% энергии светодиода [9]. В<br />
новой оптической системе эта доля световой энергии добавлена<br />
в сфокусированный световой поток. Для обеспечения<br />
периферийного освещения в угле 120° в новой системе<br />
применен второй светодиод малой мощности.<br />
Перейдем к численным расчетам предлагаемой оптической<br />
системы. Первоначально определим параметры фрагмента<br />
отражающего параболоида, которые удовлетворяют следующей<br />
системе неравенств:<br />
⎧ 30 ≤ H ≤ 40,<br />
⎪<br />
⎪<br />
q ≥ 3.4,<br />
⎨ D ≤ 52,<br />
⎪ o<br />
o<br />
60 ≤ α ≤ 140 ,<br />
⎪<br />
2<br />
⎪⎩<br />
x = y /(4F),<br />
где Н – высота параболоида (мм), q – высота линзы светодиода<br />
(мм), D – диаметр параболоида на высоте Н (мм), α – видимый<br />
угол излучения светодиода, F – фокус параболоида (мм).<br />
Границы параметров заданы из определенных ограничений на<br />
габариты моноблока и технических данных светодиодов из<br />
табл. 3.<br />
(2)<br />
Как известно, данные любого светодиода по светоизлучению<br />
гарантируются при условии обеспечения необходимого теплового<br />
режима его функционирования. В работе [5] было предложено<br />
совместить функции отражателя и радиатора в одной детали<br />
„отражатель – радиатор”, изготовленной из алюминия. Таким<br />
образом, чем больше площадь поверхности отражателярадиатора,<br />
тем лучше условия работы<br />
светодиода. Исходя из этого, положим<br />
в системе (2) Н = 40, D = 52.<br />
Большинство светодиодов из табл. 3<br />
имеют линзы, у которых q=3.4.<br />
Поэтому с целью уменьшения области<br />
поиска решения применим это<br />
значение. Тогда система (2) примет<br />
вид:<br />
Рис. 10. Модель фрагмента<br />
⎧ H = 40,<br />
параболического отражателя<br />
⎪<br />
⎪<br />
q = 3.4,<br />
с светодиодом<br />
⎨ D = 52,<br />
(3)<br />
⎪ o<br />
o<br />
60 ≤ α ≤ 140 ,<br />
⎪<br />
2<br />
⎪⎩<br />
x = y /(4F).<br />
Нетрудно показать, что при заданных значениях<br />
параметров в (3) F = 4.2, α = 92°.<br />
На основе вычисленных параметров достаточно просто<br />
построить модель фрагмента параболического отражателя:<br />
а) построим параболоид с параметрами: F = 4.2, Н = 40;<br />
б) построим коническую поверхность, вершина которого<br />
расположена в фокусе F, ось параллельна оси Y и направлена к<br />
параболоиду (рис. 10), угол у вершины α = 2°;<br />
в) коническая поверхность вырезает на параболоиде<br />
искомый фрагмент для отражения лучей параболоида.<br />
Площадь поверхности полученного фрагмента параболоида<br />
(с толщиной 1 мм) равна 1142 мм 2 , что составляет 13% от<br />
поверхности всего параболоида. С одной стороны, это<br />
позволяет экономить место внутри фары. С другой стороны,<br />
площади поверхности может оказаться недостаточно для
получения оптимального теплового режима функционирования<br />
светодиода.<br />
В работе [5] вычислена необходимая минимальная площадь<br />
поверхности отражателя-радиатора для одноваттного<br />
светодиода (Luxeon LXHL-BW02) – 1840 мм 2 , которая нужно<br />
для обеспечения теплового режима работы светодиода.<br />
Следовательно, необходимо увеличивать площадь поверхности<br />
полученного отражателя-радиатора до необходимого<br />
минимума.<br />
В то же время существует еще одна техническая проблема<br />
–необходима конструкция, которая позволит позиционировать<br />
светодиод в фокусе фрагмента отражателя-радиатора,<br />
изготовленного из алюминия.<br />
В 2007 году в серийном производстве появились<br />
пластмассы с высоким коэффициентом<br />
теплопроводности. Фирма Edison Opto<br />
выпустила в продажу отражатели-радиаторы<br />
из этих пластмасс (рис. 11) [10].<br />
Таким образом, если мы применим эти<br />
Рис. 11. Отражатель<br />
фирмы Edison Opto<br />
пластмассы для изготовления фрагмента<br />
отражателя-радиатора совместно с<br />
конструктивом для крепления светодиода,<br />
то это позволит решить вышеуказанные<br />
проблемы. Действительно, литье под давлением пластмасс в<br />
пресс-форме обеспечит изготовление пластмассовой детали,<br />
которая совмещает и отражатель, и крепежные элементы как<br />
для светодиода, так и для крепления всего оптического модуля<br />
в фаре. Технология пластмассового литья позволяет также<br />
увеличить площадь поверхности отражателя за счет<br />
размещения на отражателе технологических тонких ребер (см.<br />
рис. 11).<br />
Перейдем к расчету освещенности поверхности S 1 (рис. 12),<br />
которая является участком оценки. Вышеизложенная<br />
оптическая система будет эффективной, если, в соответствии со<br />
стандартами [3,4], измерения освещенности в 10 точках<br />
поверхности S 1 будут удовлетворять требованию 1). Расчет<br />
освещенности в точке участка оценки в статье [5] выполнялся<br />
по формуле:<br />
830<br />
⎛<br />
⎞<br />
2<br />
⎜ K ( ) dI d ⎟<br />
∫ λ λ λ<br />
I ( θ) / r .<br />
(4)<br />
⎝ 360 ⎠<br />
E V<br />
= ϕ<br />
где K(λ) – функция спектральной световой эффективности; I λ –<br />
функция волнового распределения светодиода, которая задается<br />
в технических данных каждого светодиода; I ϕ (θ)<br />
– диаграмма<br />
направленности (типа Ламберт) излучения кристалла (см. рис.<br />
9), θ – угол между осью, которая перпендикулярна поверхности<br />
излучения светодиода и проходит через центр участка оценки, и<br />
прямой, соединяющей точку измерения освещенности и точку<br />
излучения; r – расстояние от отражателя до точки измерения<br />
освещенности.<br />
Рис. 12. Схема оптической<br />
системы:<br />
а – главный вид, б – вид слева<br />
1 – светодиод, 2 – отражатель,<br />
3 – участок оценки S 1 ,<br />
4 – поверхность функции<br />
I<br />
* ( θ ) , 5 – центральная ось<br />
ϕ<br />
светового потока светодиода,<br />
6 – фокус светодиода,<br />
7 – поверхность цилиндра<br />
отраженного светового потока<br />
Для большей наглядности заменим произведение двух<br />
подынтегральных функций в (4) на одну – G(λ). На рис. 13<br />
отображена функция G(λ) для белого светодиода PO-<br />
H1Lc/K2A/X/W040 с диаграммой направленности типа Ламберт (см.<br />
табл. 3). Пусть F – световой поток (в лм) светодиода. Пределы<br />
значений F, которые позволяют выполнить требование 1), получим<br />
в нижеследующих вычислениях.
Так как в<br />
новой оптической G(λ)<br />
системе весь<br />
0.5<br />
световой поток 0.4<br />
светодиода<br />
0.3<br />
отражается от<br />
фрагмента<br />
отражателя в виде<br />
параллельного<br />
пучка лучей, то<br />
0.2<br />
0.1<br />
0<br />
через поверхность<br />
S 1 проходит<br />
Рис.13. График функции G(λ)<br />
световой поток в F лм. Практически измерение освещенности<br />
выполняется люксметром. Поскольку фотометрический элемент<br />
люксметра имеет определенные размеры (для каждого типа<br />
люксметра свои), то, на самом деле, измерение освещенности<br />
осуществляется не в точке на поверхности, а на участке<br />
поверхности. Этот участок совпадает с размерами<br />
фотометрического элемента. Обозначим площадь этого элемента<br />
через S 2 . Чтобы сравнить расчетные результаты освещенности<br />
поверхности S 1 с измерениями, полученными посредством<br />
люксметра, выполним расчеты для элемента S 2 на участке<br />
оценки. В результате отражения лучей кристалла светодиода от<br />
фрагмента отражателя функция ϕ(θ)<br />
350 400 450 500 550 600 650 700 750 800<br />
λ<br />
I преобразуется в функцию<br />
I * ( θ ϕ<br />
) (рис. 14) в соответствии со свойствами параболического<br />
отражателя.<br />
После отражения от сегмента параболоида изменилась также и<br />
направленность светового потока. Теперь световые лучи<br />
распространяются не в телесном угле, а в цилиндре светового<br />
потока, состоящего из совокупности параллельных лучей.<br />
Плотность этих лучей<br />
соответствует функции<br />
*<br />
I ϕ . Поскольку световой<br />
поток параллельных<br />
лучей, который помещен<br />
в прозрачную<br />
однородную среду, остается постоянным на любом расстоянии от<br />
источника излучения (отражения) и в любой момент времени, то<br />
освещенность с удалением от отражателя не будет уменьшаться.<br />
Тогда в формуле (4) для вычисления освещенности нужно<br />
исключить деление на расстояние r 2 . Действительно, измерение<br />
освещенности, в соответствии с требованием 1), выполняются<br />
именно в такой среде. Однако в реальных условиях шахты, особенно<br />
на участке добычи угля, в окружающей светильник среде постоянно<br />
перемещаются частицы угольной пыли. В этой среде<br />
сфокусированный луч света проникает всего лишь на расстояние от<br />
2 до 10 метров.<br />
Падение освещенности с течением времени работы<br />
светодиодного светильника вызвано еще тремя причинами: из-за<br />
нестабильного температурного режима работы светодиода в<br />
замкнутом пространстве фары; падение напряжения V F<br />
светодиода должно быть меньше 3,4V (если применяются Li-Ion<br />
или Li-Pol аккумуляторы), что не всегда выполняется;<br />
вследствие постепенного падения емкости батареи как в<br />
процессе 10 часов непрерывной работы, так и в течение<br />
жизненного цикла работы батареи (от 500 до 1000 циклов).<br />
Тогда с учетом вышеизложенного, формула (4) для<br />
вычисления значения Е max освещенности S 1 в области S 2 с<br />
*<br />
центром в точке максимума функции I ϕ примет вид:<br />
E<br />
830<br />
max<br />
=<br />
ϕ<br />
360<br />
*<br />
∫ G( λ)<br />
dλ ⋅ I ( S2)<br />
⋅ k1<br />
⋅ k2<br />
⋅ k3<br />
⋅k4<br />
⋅k5,<br />
(5)<br />
где k 1 – погрешность обработки поверхности отражателярадиатора,<br />
положим k 1 = 0,8; k 2 – коэффициент, который<br />
учитывает неоднородность среды распространения луча,<br />
положим k 2 = 0,9; k 3 отвечает за нестабильность<br />
температурного режима функционирования светодиода,<br />
положим k 3 = 0,8; k 1 соответствует значению падения<br />
напряжения V F светодиода, если 3.3V ≤ V F ≤ 3.4V, то положим<br />
k 4 = 0,9; k 5 зависит от падения емкости батареи в процессе<br />
эксплуатации, положим k 5 = 0,8.<br />
Значения коэффициентов k 1 , k 2 , k 3 , k 4 , k 5 введены исходя из<br />
I * ( θ)
данных экспериментов, которые проводили авторы с<br />
различными светодиодами и светильниками. Они могут<br />
уточняться в зависимости от конкретного светодиода, условий<br />
его функционирования, точности изготовления оптической<br />
системы, параметров аккумулятора и среды измерений.<br />
Подставив значения констант в уравнение (5), получим:<br />
Е max =F·363,4. (6)<br />
Исходя из условия 1) Е max = 500 лк, применим это значение<br />
в уравнении (6). Тогда F = 4,1 лм. Выполнив аналогичные<br />
вычисления, получим F = 3,2 лм для Е ср = 750 лк и F = 1,0 лм<br />
для Е min = 150 лк. Таким образом, если мы используем<br />
светодиод со световым потоком F ≥ 4 лм в вышеописанной<br />
оптической системе, то условие 1) будет выполнено.<br />
Полученное столь малое<br />
значение светового потока<br />
предоставляет нам возможность<br />
уменьшить необходимую<br />
емкость батареи за счет<br />
уменьшения постоянного тока<br />
на светодиоде. Существуют две<br />
возможности применения<br />
светодиодов с F = 4 лм:<br />
1) использовать светодиоды<br />
с F = 4 лм и соответствующим<br />
током I F ;<br />
2) применить одноваттные<br />
Рис. 15. Зависимость светового потока<br />
светодиоды с меньшим током,<br />
чем 350 mА.<br />
от прямого тока на светодиоде<br />
В соответствии с рис. 15 [11] зависимость светового потока<br />
от постоянного тока практически линейная. Рассмотрим,<br />
например, светодиод PO-H1Lc/K2A/ X/W040 из табл. 3. Видимый угол<br />
этого светодиода равен 60º (меньше 92º) и, следовательно, он<br />
подходит для применения в нашей оптической системе.<br />
Используем в нижеследующих вычислениях нижние значения<br />
светового потока F = 15 лм этого светодиода. В соответствии с<br />
графиком на рис. 15 для получения F ≥ 4 лм достаточно<br />
использовать прямой ток I F = 0,1 А. Подставим это значение в<br />
уравнение (1) и получим Е min = 0,74 Аh. Округлим это значение<br />
до Е min = 0,8 Аh. Таким образом, для обеспечения непрерывной<br />
работы светильника с предлагаемой оптической системой в<br />
течение 10 часов (требование 3) ) достаточно применить<br />
батарею с емкостью 0,8 Аh и напряжением 3,7 V.<br />
Данное решение позволяет выполнить требования 1) и 3), а<br />
для выполнения требования 2) необходима дополнительная<br />
емкость батареи. Для достижения на участке оценки силы света<br />
не менее 1 кд в телесном угле 120º (периферийное освещение) в<br />
предлагаемой оптической системе применим второй<br />
маломощный светодиод. Нужно определить параметры этого<br />
светодиода: световой поток F 2 , видимый угол α 2 , постоянный<br />
ток I F2 . Преобразуем силу света в канделах I V =1 кд в люмены в<br />
соответствии с формулами [9]: Ω=2π (1−cos(θ/2) ), F 2 =I V Ω, где θ<br />
= 120º. Получим F 2 = 3,14 лм. Видимый угол, естественно,<br />
должен быть не менее 120º.<br />
Таким образом, для обеспечения периферийного освещения необходим<br />
светодиод с силой света не менее 1 кд либо со световым потоком 3,14 лм во<br />
всем угле 120º. Такие светодиоды существуют, например, светодиоды:<br />
NJSW107 (46 лм, 140º, 50 mA), NS2W095A (15 лм, 140º, 60 mA) фирмы<br />
„NICHIA Co., Ltd”. Заметим, что для их функционирования достаточно<br />
постоянного тока 50-60 mA без применения вспомогательного радиатора.<br />
Для резервного освещения можно применить светодиоды<br />
периферийного освещения. Это уже будет третий светодиод в оптической<br />
системе светильника-моноблока.<br />
Вычислим минимальную емкость Е min батареи с учетом данных,<br />
полученных для основного (I f = 0,1A) и вспомогательного (I f = 0,05A)<br />
светодиодов. Подставим необходимые данные в формулу (1). Получим Е min =<br />
2 Ah. Следовательно, нужно подобрать батарею с емкостью не менее 2 Ah и<br />
размерами, которые позволят ее разместить в определенных габаритах<br />
светильника-моноблока. Из известных авторам батарей существует несколько<br />
с емкостью не менее 2 Ah, например: HZTT555275 Polymer Li-Ion (3.7 V,<br />
2.2 Ah, 42 г) фирмы „HI-CHIPCOM ELECTRONICS CO., Ltd” (c двумя<br />
аккумуляторами стандарта AA), LIR18650 Li-Ion (3.7 V, 2 Ah, 44,5 г) фирмы<br />
„Power Tech International Co., Ltd” (c одним аккумулятором стандарта AA).<br />
Более предпочтительным является вариант применения батареи с одним<br />
аккумулятором, т.к. тогда отпадают проблемы подбора аккумуляторов в<br />
батарее по емкости.<br />
Выводы. 1. Впервые применена оригинальная оптическая система в
шахтном головном светильнике. Данная система позволяет получить<br />
освещенность, которая удовлетворяет требованиям стандартов 1) – 3). В<br />
оптической системе используется в качестве основного освещения: белый<br />
светодиод с параметрами: I f = 0,1A, 3.7 V, α ≤ 92º (освещение участка оценки);<br />
белый светодиод с параметрами: I f = 0,05A, 3.7 V, α = 120º (периферийное<br />
освещение); в качестве резервного освещения – белый светодиод с параметрами:<br />
I f = 0,05A, 3.7 V, α ≤ 120º.<br />
2. Для энергообеспечения разработанной оптической системы достаточно<br />
батареи емкостью 2 Ah. Конструктивно батарея может быть моноблоком – Li-Pol<br />
аккумулятором призматической формы, или литиевым аккумулятором<br />
цилиндрической формы, либо состоять из двух Li-Ion аккумуляторов стандарта<br />
AA.<br />
3. Светильник с литиевыми батареями необходимо хранить в заряженном<br />
состоянии. В состоянии хранения дозаряд выполнять через 2-3 недели.<br />
Светильник можно хранить в состоянии постоянного заряда на зарядной<br />
станции.<br />
4. Малый вес, а также габариты созданной оптической системы и<br />
литиевой батареи позволяют разместить весь светильник в фаре, вес которой<br />
не превысит 200 г.<br />
Список литературы: 1. www.kinyun.com. 2. www.goldenfuturecn.com. 3. ГОСТ 24471 „Приборы<br />
световые рудничные нормальные. Общие технические условия”. – 24 с. 4. ГОСТ Р52066-2003<br />
„Светильники головные рудничные взрывозащищенные. Часть 2. Эксплуатационные<br />
требования”. – 2003. – 8 с. 5. Кохановский В.И., Кохановская О.В. К вопросу оптимизации<br />
параметров оптической системы светодиодного шахтного светильника // Вісник НТУ „ХПІ”.<br />
Тем. вип.: Машинобудування та САПР. – 2007. - №23. - С. 52-66. 6. www.rbs.ru/etp. 7. www.liion.net.<br />
8. www.batteryrecycling.umicore.com. 9. Майорова О.В., Майоров Е.Е., Туркбоев Б.А.<br />
Светотехника. – СПб.: ИТМО, 2005. – 86 с. 10. www.edison-opto.com.tw. 11. www.luxeon.com.<br />
Поступила в редколлегию 21.05.2008
УДК 621.01:539.3<br />
Т.В. ПОЛИЩУК, зам. генерального директора,<br />
ОАО „Азовобщемаш”, г. Мариуполь<br />
РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ<br />
КИНЕМАТИКИ, НАГРУЖЕНИЯ И КОНТАКТНОГО<br />
ВЗАИМОДЕЙСТВИЯ ЭЛЕМЕНТОВ МЕХАНИЗМА НАКЛОНА<br />
ПЛАВИЛЬНОЙ ПЕЧИ<br />
Запропонована методика розрахунково-експериментальних досліджень кінематики, розподілу<br />
навантажень та контактної взаємодії елементів механізму нахилу плавильної печі. Наведені<br />
результати розрахунків та експериментальних вимірювань.<br />
The method of computational and experimental researches of kinematics, distributing of loadings and<br />
contact co-operation of elements of smelter’s tilting gear is offered. The results of calculations and<br />
experimental measurings are presented.<br />
Введение. При проектировании механизма наклона плавильной печи<br />
(МНПП) [1-7] возникает актуальная и важная задача разработки методики<br />
его исследования с целью обоснования конструктивных схем и параметров.<br />
Основными составляющими этой задачи являются:<br />
1. Разработка адекватных моделей для анализа рабочего процесса<br />
наклона плавильной печи при сливе шлака и металла.<br />
2. Вычисление воздействий в сопряжениях элементов МПНН.<br />
3. Создание методов и моделей для анализа контактного<br />
взаимодействия при перекатывании коромысла печи на основании.<br />
4. Разработка программно-модельного комплекса, реализующего<br />
математические и численные модели в виде специализированного<br />
программного обеспечения для многовариантных исследований процессов,<br />
протекающих при эксплуатации МНПП.<br />
5. Обоснование параметров численных моделей МНПП по<br />
результатам экспериментальных исследований.<br />
6. Численное исследование влияния условий эксплуатации, свойств<br />
материала и точности изготовления на кинематические, прочностные и<br />
жесткостные характеристики элементов механизма наклона плавильной<br />
печи.<br />
7. Разработка рекомендаций по выбору конструктивных схем и<br />
параметров на примере проектирования МНПП для оснащения конкретной<br />
электроплавильной печи.<br />
В работе описаны результаты решения описанного комплекса задач и<br />
исследований, являющихся составной частью работ по проектированию и<br />
изготовлению электроплавильной печи для уникального производства литья<br />
в ОАО „Азовмаш”.<br />
Выбор методов исследования. Естественно, выбор методов<br />
исследования при решении широкого спектра задач, возникающего при<br />
разработке такого ответственного объекта как механизм наклона<br />
плавильной печи, сам по себе является достаточно сложной задачей. При<br />
этом необходимо учитывать основные требования к проектируемому<br />
механизму:<br />
• точность выполнения требуемых движений в процессе эксплуатации;<br />
• высокую нагрузочную способность, позволяющую выдерживать<br />
вес конструктивных элементов, размещенных на МНПП;<br />
• слабую чувствительность механизма к погрешностям изготовления<br />
элементов МНПП;<br />
• относительную простоту конструкции и технологичность изготовления.<br />
Кроме того, необходимо также ориентироваться на создание в<br />
конечном счете достаточно точного, адекватного и эффективного<br />
инструмента моделирования рабочих процессов в МНПП. А это приводит к<br />
удовлетворению следующих требований:<br />
I. создаваемые модели должны иметь единую методическую базу,<br />
позволяющую объединять их в единый комплекс моделей;<br />
II. создаваемый программно-модельный комплекс должен иметь связь<br />
с современными системами автоматизированного проектирования, что дает<br />
возможность встраивания в процесс проектирования;<br />
III. адекватность моделей и высокая точность результатов проводимых<br />
исследований.<br />
В связи с описанными требованиями предлагается разработать все<br />
модели элементов и процессов в МНПП на основе единого обобщенного<br />
параметрического описания [8, 9] геометрической, кинематической,<br />
силовой, прочностной моделей и их численных реализаций. Это<br />
обеспечивает возможность сопряжения этих моделей между собой, их<br />
программных реализаций – друг с другом, а также с универсальными<br />
CAD/CAM/CAE-системами (см. требования I, II). Требование III вынуждает<br />
обратиться к расчетно-экспериментальному методу обоснования<br />
параметров численных моделей элементов сложных механических систем<br />
[8], который является достаточно эффективным инструментом обеспечения<br />
достоверности моделей и точности получаемых результатов.<br />
Собственно, для моделирования физико-механических процессов в<br />
механизме наклона плавильной печи предлагается привлекать в<br />
зависимости от типа решаемой задачи следующие методы:<br />
• кинематический анализ МНПП предлагается осуществлять методом<br />
кинематических диаграмм [10];<br />
• силовой расчет механизма проводится на основе решения систем<br />
уравнений статического равновесия [11];<br />
• геометрическое моделирование осуществляется методом создания<br />
параметрической сборки твердотельных элементов [12];<br />
• движение механизма наклона плавильной печи записывается в виде
системы дифференциальных уравнений динамики системы твердых тел [13];<br />
• для определения контактных давлений и напряженнодеформированного<br />
состояния (НДС) элементов конструкции МНПП<br />
привлекается метод конечных элементов [14, 15];<br />
• макетное моделирование в сочетании с методами<br />
непосредственных измерений контактных отпечатков и электротензометрии<br />
используется для получения экспериментальных данных о поведении<br />
МНПП.<br />
Численные модели создаются в специализированных модулях,<br />
созданных в среде Maple, Delphi, а также в универсальных пакетах<br />
инженерного анализа ANSYS, CosmosMotion, SolidWorks, ADAMS.<br />
Экспериментальные данные концентрируются в Excel-таблицах, куда также<br />
записываются отдельные наборы численных данных, а затем они<br />
сравниваются между собой.<br />
Исследование кинематики механизма. Для исследования<br />
кинематики МНПП создаются несколько моделей:<br />
• аналитическая модель, построенная методом кинематических<br />
диаграмм, создана в среде Maple [1, 2];<br />
• кинематическая модель в среде CosmosMotion (рис. 1);<br />
• кинематическая модель в среде ADAMS (рис. 2).<br />
В созданных моделях реализуется шарнирное закрепление цилиндра к<br />
опорной поверхности и к самой раме МНПП (см. рис. 1). Задается условие<br />
перекатывания или контактного сопряжения цилиндрической опорной<br />
поверхности (ЦОП) с основанием. Изменяемым является расстояние между<br />
шарнирами гидроцилиндра. Отслеживается при этом характер движения<br />
каждой точки конструкции, а также угол наклона платформы к горизонту<br />
α (см. рис. 1). В частности, на рис. 3 приведены зависимости угла наклона<br />
α (u) , где и – удлинение цилиндра. Видно, что зависимости носят<br />
непрерывный плавный монотонный характер. Знание этих зависимостей<br />
позволяет в любом текущем положении определять взаимное положение<br />
гидроцилиндра, МНПП и точек контакта ЦОП с опорной поверхностью. Кроме<br />
того, траектории движения отдельных точек используются в дальнейшем для<br />
сравнения с экспериментальными данными.<br />
Рис. 1. Модель для исследования кинематики в среде CosmosMotion<br />
Силовой расчет механизма. С использованием данных<br />
кинематического анализа с<br />
помощью специально<br />
разработанных в среде Maple,<br />
CosmosMotion, ADAMS<br />
моделей определяются усилия<br />
в сопряжении гидроцилиндра с<br />
рамой МНПП и в зонах<br />
контакта левой и правой ЦОП<br />
с основанием как функции<br />
времени,<br />
удлинения<br />
гидроцилиндра или угла<br />
наклона МНПП. На рис. 4<br />
представлены некоторые<br />
результаты расчетов.<br />
Рис. 2. Модель для исследования<br />
Из представленных кинематики в среде ADAMS<br />
данных видно хорошее<br />
соответствие результатов,<br />
полученных с использованием различных моделей. При этом усилие в<br />
сопряжении правой ЦОП с основанием практически постоянно, а в<br />
сопряжении левой ЦОП – существенно изменяется. Кроме того, важной<br />
особенностью распределения усилий является изменение знака усилия в<br />
гидроцилиндре, т.е. с тянущего оно становится толкающим в некоторой<br />
промежуточной точке движения. Еще одной обнаруженной особенностью<br />
является достаточно высокое (около 0,3) отношение горизонтального<br />
усилия к вертикальному в левой опоре, достигающееся при больших углах<br />
наклона печи в одном из граничных положений механизма. При<br />
недостаточном коэффициенте трения между ЦОП и основанием в районе<br />
этого положения возможно проскальзывание.
Рис. 3. Зависимости угла наклона МНПП от величины хода поршня<br />
приводного гидроцилиндра<br />
Рис. 5. Геометрическая модель механизма<br />
наклона плавильной печи<br />
(т.е. модель должна<br />
сохранить целостность,<br />
связность, полноту<br />
однозначность).<br />
Представленная на рис.<br />
5 модель, выполненная<br />
средствами CADсистемы<br />
SolidWorks,<br />
отвечает предъявляемым<br />
требованиям.<br />
Моделирование<br />
движения механизма.<br />
При<br />
задании<br />
определяющей<br />
обобщенной<br />
координаты (например,<br />
ход штока поршня гидроцилиндра) как функции времени одновременно<br />
можно путем интегрирования системы алгебро-дифференциальных<br />
уравнений получать закон изменения всех величин как функции времени<br />
(рис. 6). Поскольку при проведении данных исследований инерционные силы<br />
гораздо меньше весовых нагрузок, то полученные картины распределений<br />
контролируемых величин по характеру напоминают зависимости,<br />
полученные в ходе кинематического и силового анализа (см. рис. 3, 4).<br />
Отличие силовых факторов объясняется тем, что в данном случае кроме веса<br />
собственно МНПП дополнительно учтен вес остальной части печи.<br />
а<br />
б<br />
Рис. 4. Результаты силового расчета механизма наклона плавильной печи:<br />
а – действующие в механизме усилия, отнесенные к весу наклонной платформы<br />
(продольное усилие в гидроцилиндре ( ) и вертикальные компоненты<br />
усилий в сопряжении левого, расположенного со стороны гидроцилиндра,<br />
коромысла ( ) и правого ( ) с опорными балками);<br />
б – значения отношения касательных компонент усилий к вертикальным в<br />
сопряжении левого ( ) и правого ( ) коромысел с основанием<br />
Геометрическое моделирование МНПП. Являясь, по сути, первым<br />
этапом моделирования, создание геометрической модели преследует цель<br />
интеграции геометрической информации, данных о свойствах материала, о<br />
массово-инерционных характеристиках, о характере сопряжения элементов<br />
механизма, а также об усилиях в различные программные модули и системы. В<br />
связи с этим геометрическая модель (рис. 5) строится таким образом, чтобы<br />
запараметризовать как можно большее количество данных, причем так, чтобы<br />
избегать конфликтных ситуаций при варьировании тех или иных параметров<br />
6000<br />
Рис. 6. Изменение<br />
5000<br />
кинематических<br />
и силовых<br />
4000<br />
характеристик,<br />
полученные при<br />
3000<br />
динамическом<br />
анализе МНПП<br />
2000<br />
с учетом веса<br />
элементов печи,<br />
1000<br />
расположенных<br />
0<br />
на раме<br />
Суммарные реакции опоры, Н .<br />
-15 0 20<br />
угол наклона МНПП, град<br />
левая опора<br />
правая опора<br />
гидроцилиндр<br />
Исследование напряженно-деформированного состояния<br />
металлоконструкции МНПП с учетом контактного взаимодействия с<br />
опорными поверхностями. Величина и характер распределения напряжений<br />
в металлоконструкции МНПП являются одним из наиболее важных
критериальных и ограничительных факторов при проектировании механизма.<br />
В связи с этим исследование НДС металлоконструкции необходимо<br />
организовывать таким образом, чтобы учесть все виды нагружения, все<br />
варианты конструктивного исполнения, а также возможные погрешности ее<br />
изготовления. Кроме того, важнейшей особенностью нагружения<br />
металлоконструкции механизма наклона плавильной печи является<br />
контактное взаимодействие цилиндрических опорных поверхностей с<br />
основанием. Поскольку в данном случае имеет место контактная задача для<br />
сложной конструкции, то прямое применение упрощенных соотношений для<br />
вычисления контактных площадок и контактных давлений неприменимо.<br />
Исходя из этого, создаваемая численная модель должна объединять в<br />
дополнение к возможности многовариантных исследований НДС МНПП<br />
также учет контактного взаимодействия.<br />
в самой металлоконструкции уменьшается. Поскольку это является<br />
существенны фактором, то предлагается изготавливать опорные<br />
конструкции МНПП с установкой 3-х рядов продольных боковых<br />
вертикальных листов.<br />
Поскольку (как выяснилось в процессе исследований) на характер<br />
распределения контактных давлений существенное влияние оказывает<br />
конструкция опорных поверхностей и прилегающие конструкции, то также<br />
была поставлена задача о влиянии погрешности изготовления МНПП (а<br />
именно опорных поверхностей) на их контактное взаимодействие с<br />
основанием, а также на напряженно-деформированное состояние<br />
металлоконструкции МНПП. На рис. 9 представлены варианты<br />
погрешности изготовления металлоконструкции, приводящие к изменению<br />
взаимного номинального положения ЦОП и основания.<br />
а<br />
б<br />
Рис. 7. Конечно-элементная<br />
модель механизма наклона плавильной печи: (а) конечноэлементная сетка, (б)<br />
схема приложения усилий и способ закрепления элементов конструкции в модели<br />
На рис. 7 представлена конечно-элементная модель (КЭМ) одного из<br />
вариантов МНПП, построенная в среде ANSYS. В зоне сопряжения с<br />
основанием заданы условия одностороннего контакта. С использование<br />
этой модели проведено исследование влияния установки боковых<br />
вертикальных листов на НДС металлоконструкции МНПП, в т.ч. на<br />
характер контактного взаимодействия с основанием. На рис. 8 приведены<br />
некоторые результаты исследований. Видно, что при установке боковых<br />
вертикальных листов несколько меняется характер контактного<br />
взаимодействия в сопряжении ЦОП с основанием. Максимум контактных<br />
давлений смещается к внутренней кромке ЦОП, а вместо вытянутого овала<br />
область контакта на каждом ЦОП превращается в полуовал. Контактные<br />
давления при этом увеличиваются (до 20-30%), однако уровень напряжений<br />
а<br />
Рис. 8. Картины напряженно-деформированного состояния<br />
металлоконструкции МНПП при наличии (а) и в случае отсутствия (б)<br />
б
боковых вертикальных листов усиления<br />
В табл. 1 представлены результаты расчетов. Видно, что картина<br />
напряженно-деформированного состояния меняется в зависимости от<br />
погрешности изготовления ЦОП и опорной поверхности.<br />
ЦОП<br />
ЦОП<br />
ЦОП<br />
ЦОП<br />
1<br />
∆ 1<br />
∆ 2<br />
∆ 3<br />
0 1 2 3<br />
Рис. 9. Варианты взаимного расположения ЦОП и основания (1 –<br />
первоначальный равномерный зазор в правом коромысле; 2, 3 – наклон на,<br />
соответственно, наружную и внутреннюю стороны в обоих коромыслах; 0 –<br />
отвечает номинальной конфигурации без погрешности изготовления)<br />
Таблица 1<br />
Распределение нормальных напряжений в направлении вертикальной оси в<br />
сечении, проходящем через точки касания коромысел с основанием, при<br />
изменении взаимного расположения ЦОП и основания<br />
2<br />
Варианты<br />
взаимного<br />
расположения<br />
ЦОП и<br />
основания<br />
Левая опорная секция<br />
Правая опорная секция<br />
Варианты<br />
взаимного<br />
расположения<br />
ЦОП и<br />
основания<br />
Левая опорная секция<br />
Продолжение табл. 1<br />
Правая опорная секция<br />
0<br />
3
6<br />
4<br />
1<br />
2<br />
3<br />
9<br />
4 5<br />
8<br />
7<br />
Макетное моделирование МНПП. Все приведенные численные<br />
исследования относились не к полноразмерной модели МНПП, а к его<br />
макету. Это обусловлено тем, что на этапе проектирования в рамках<br />
исследователя, как правило, могут быть только конструкции-аналоги, а при<br />
их отсутствии – физические макеты. В данном случае был изготовлен макет<br />
механизма наклона плавильной печи (рис. 10), с помощью которого был<br />
проведен цикл экспериментальных исследований.<br />
Рис. 10. Макет механизма наклона плавильной печи<br />
Рис. 11. Схема измерений<br />
перемещений точек макета<br />
МНПП<br />
0<br />
Кроме того, проводилась серия снимков макета МНПП при изменении<br />
длины винтового механизма, моделирующего силовой гидроцилиндр.<br />
Дополнительно с большой выдержкой фиксировалась траектория движения<br />
лазерных следов от контрольных точек на экране. Полученные положения,<br />
траектории контрольных точек представлены на рис. 12 (там же –<br />
результаты численных расчетов). Как видно, получено полное<br />
качественное совпадение численных и экспериментальных результатов, а<br />
также удовлетворительное количественное (погрешность – 9 %). Это<br />
свидетельствует, во-первых, об адекватности созданных численных<br />
моделей МНПП для кинематического анализа и точности результатов,<br />
получаемых с помощью этих моделей. Этот факт обосновывает<br />
возможность применения разработанной модели для исследования<br />
кинематики реальной конструкции механизма наклона плавильной печи.<br />
Кроме того, поскольку данные кинематического анализа являются<br />
исходными данными для проведения остальных видов анализа, то можно<br />
констатировать, что базовые исходные данные для цепочки расчетов<br />
определяются достаточно точно, т.о. исключается потеря времени<br />
вследствие допущения погрешности на первом их этапе.<br />
На первом этапе проводились экспериментальные исследования<br />
кинематики механизма. На рис. 11 представлена схема непосредственных<br />
измерений положений точек макета в процессе движения МНПП, а также<br />
физическая модель с точками контроля. В точках контроля устанавливались<br />
лазеры, а их след фиксировался на экране (см. рис. 11) с некоторым шагом.
Рис. 12. Результаты экспериментального измерения и численного расчета<br />
положения контрольных точек макета МНПП<br />
Область A<br />
Область Б<br />
область А<br />
область Б<br />
Рис.13. Схема установки<br />
тензорезисторов<br />
для измерения усилий,<br />
действующих на макет<br />
МНПП<br />
На втором этапе экспериментальных исследований измерялись<br />
усилия в элементах макета механизма. На рис. 13 представлена схема<br />
установки тензорезисторов на макет гидроцилиндра и на шток имитатора<br />
весовой нагрузки. Тензорезисторы подсоединяются к измерителю<br />
статических деформаций ИСД-3 и при приложении нагрузки фиксируют<br />
деформацию тех элементов, на которые они наклеены. Предварительная<br />
тарировка дает возможность по показаниям ИСД-3 вычислить усилия на<br />
штоке и на гидроцилиндре. В табл. 2 приведены результаты<br />
экспериментальных исследований. Анализ этих данных показывает, что<br />
численные и экспериментальные результаты согласуются достаточно<br />
хорошо (погрешность – в пределах 7%). Это позволяет использовать<br />
кинетостатические и динамические численные модели для анализа<br />
силовых потоков в механизме наклона плавильной печи в разных<br />
положениях, а также передавать эти достоверные данные для<br />
дальнейшего<br />
исследования<br />
напряженнодеформированного<br />
состояния<br />
и<br />
контактного<br />
взаимодействия.<br />
На третьем этапе<br />
проводилось<br />
контрольное измерение<br />
напряжений в области,<br />
Таблица 2<br />
Результаты измерений усилий на штоке и<br />
гидроцилиндре макета МНПП<br />
Положение<br />
№ экс.<br />
т. А, Н т. Б, Н<br />
макета<br />
1 горизонт 6976.4 ± 12 1437.4 ± 12<br />
2 - 15 град 4968.4 ± 12<br />
1<br />
50 ± 12<br />
6<br />
3 + 20 град. 2 4968.4 3 4 ± 12 −47.6 ± 12<br />
примыкающей к зоне контакта ЦОП с основанием. На рис. 14 показана<br />
схема наклейки тензорезисторов на металлоконструкцию МНПП.<br />
Поскольку заранее при проведении численных исследований зоны с<br />
высокими уровнями напряжений уже были выявлены, то можно было<br />
ограничиться установкой небольшого количества тензодатчиков именно в<br />
наиболее нагруженных частях металлоконструкции.<br />
Экспериментальные данные о напряжениях сведены в табл. 3. Из анализа<br />
представленных данных следует, что области высоких уровней напряжений<br />
при проведении численных расчетов предсказаны точно, а величины<br />
напряжений в них согласуются с экспериментально полученными с<br />
погрешностью, не превышающей 8%. Это, в свою очередь, позволяет<br />
использовать конечно-элементные модели МНПП для проведения<br />
многовариантных исследований его напряженно-деформированного состояния<br />
с гарантией высокой точности получаемых результатов.<br />
На четвертом этапе экспериментальных исследований<br />
рассматривался очень важный фактор – характер распределения<br />
контактных зон и контактных давлений в сопряжении ЦОП МНПП с<br />
основанием. Одним из наиболее современных и высокоэффективных<br />
методов фиксации контактных давлений является использование<br />
контактных пленок Fujitsu. Они дают высокую точность измерений в<br />
широком диапазоне давлений (от 0,5 МПа до 100 МПа), в связи с чем<br />
были применены для фиксации давлений в сопряжении ЦОП с<br />
основанием (рис. 15). На рис. 16 приведены примеры контактных<br />
отпечатков, полученных при различных вариантах нагружения макета<br />
МНПП.<br />
Рис 14. Схема наклейки тензорезисторов на<br />
макете МНПП
левые<br />
Результаты тензометрических измерений<br />
№<br />
Положение<br />
тензодатчика<br />
-15 0 +20<br />
L1 2.5E-05 1.0E-05 1.9E-05<br />
L2 1.0E-05 -2.0E-06 0.0E+00<br />
L3 4.0E-06 -4.0E-05 1.4E-05<br />
L4 -1.3E-05 5.0E-05 7.0E-06<br />
L5 5.0E-06 -5.0E-06 -1.5E-05<br />
L6 2.0E-06 1.6E-05 8.5E-05<br />
R1 2.0E-05 3.6E-05 1.4E-05<br />
R2 0.0E+00 -3.0E-06 5.0E-06<br />
R3 3.0E-06 -1.5E-05 5.0E-06<br />
R4 2.0E-06 4.0E-05 9.0E-06<br />
R5 1.5E-05 7.0E-06 -1.0E-05<br />
R6 -2.0E-06 2.1E-05 3.6E-05<br />
правые<br />
Таблица 3<br />
Пленка А<br />
Пленка С<br />
Уже визуальный анализ картин на рис. 16 свидетельствует о<br />
достаточно хорошем соответствии распределений, полученных<br />
экспериментально, с численно определенными ранее (см. табл. 1). Для<br />
уточнения количественного соответствия требуется дополнительный<br />
численный анализ контактных давлений с учетом упругих свойств пленки.<br />
Неполное соответствие приведенных результатов объясняется<br />
погрешностями изготовления макета, оказывающими существенное<br />
влияние на контактные давления, и дефектами микрорельефа сопряженных<br />
поверхностей, также влияющими на величины и распределения контактных<br />
давлений.<br />
В целом же подтверждается точность численных результатов,<br />
достоверность создаваемых моделей и возможность их применения при<br />
проведении исследований контактного взаимодействия в сопряжении ЦОП<br />
с основанием механизма наклона плавильной печи.<br />
Пленка А<br />
Пленка С<br />
Коромысло<br />
Пленка А<br />
Полиэстеровое<br />
основание<br />
Слой<br />
микрогранул<br />
Слой<br />
проявки цвета<br />
Полиэстеровое<br />
основание<br />
Пленка С<br />
Основание<br />
Рис. 15. Схема установки контактных пленок в сопряжении ЦОП с основанием<br />
Заключение. Проведенный широкий комплекс численных и<br />
экспериментальных исследований механизма наклона плавильной печи<br />
является достаточно полным с точки зрения охвата наиболее существенных<br />
факторов и процессов, оказывающих влияние на работоспособность,<br />
нагрузочную способность, прочность, точность его работы. Обоснована<br />
адекватность предложенных в статье аналитических и численных моделей<br />
для исследования кинематики, усилий, динамики, напряженнодеформированного<br />
состояния и контактного взаимодействия МНПП и<br />
оценена экспериментальным путем точность результатов. Результирующая<br />
погрешность, допускаемая при численном исследовании, не превышает 10-<br />
15 %.<br />
Полученные результаты дают основание и возможность применять
построенные модели и полученные результаты в дальнейшем при<br />
обосновании конструктивных и физических параметров при<br />
проектировании механизма наклона плавильной печи.<br />
(CAD/CAM/CAE). – СПб.: Питер, 2004. – 560 с. 13. Дмитроченко О.Н. Эффективные методы<br />
численного моделирования динамики нелинейных систем абсолютно твёрдых и<br />
деформируемых тел // Дисс. канд. физ.-мат. наук., Москва, 2003. 14. Зенкевич О.К. Метод<br />
конечных элементов в технике. – М.: Мир, 1975. – 541 с. 15. Джонсон К. Механика контактного<br />
взаимодействия. – М.: Мир, 1989. – 510 с.<br />
Поступила в редколегію 04.04.08<br />
а<br />
б<br />
в<br />
Рис. 16. Контактные отпечатки, полученные в сопряжении<br />
левого коромысла макета МНПП с основанием:<br />
а, б – горизонтальное положение платформы, прижимающее усилие<br />
составляет 7000 Н и 1150 Н соответственно;<br />
в – наклон платформы вперед, усилие 4970 Н;<br />
г – наклон платформы назад, усилие 4970 Н<br />
Список литературы: 1. Полищук Т.В., Пеклич М.М., Ткачук Н.Н. Кинематический и силовой<br />
расчет механизма наклона плавильной печи // Механіка та машинобудування. – 2007. – №1. –<br />
С.100-106. 2. Полищук Т.В., Ткачук Н.Н. К вопросу о кинематическом и силовом анализе<br />
механизма наклона плавильной печи // Вісник НТУ "ХПІ". Тем. вип.: "Машинознавство та<br />
САПР". – 2007– №29. – С.122-131. 3. Полищук Т.В. Оптимальное проектирование механизма<br />
наклона плавильной печи: модели для анализа напряженно-деформированного состояния //<br />
Вісник НТУ "ХПІ". Тем. вип.: "Динаміка та міцність машин". – 2007. – № 38. – С.129-134. 4.<br />
Полищук Т.В. Модельная задача об изгибе коромысла механизма наклона плавильной печи //<br />
Вісник НТУ "ХПІ". Тем. вип.: "Машинознавство та САПР". – 2008. – №2. – С.125-144. 5. Полищук<br />
Т.В. Напряженно-деформированное состояние макета механизма наклона плавильной печи:<br />
модели, алгоритмы, результаты // Вісник НТУ "ХПІ". Тем. вип.: "Машинознавство та САПР". –<br />
2008. – № 9. – С.103-114. 6. Полищук Т.В. К обоснованию выбора параметров конечно-элементной<br />
модели макета механизма наклона плавильной печи // Восточно-европейский журнал передовых<br />
технологий – 2008. – 1/1 (31). – С.46-49. 7. Чепурной А.Д., Полищук Т.В., Ткачук Н.А.<br />
Теоретические основы проектирования механизма наклона плавильной печи // Восточноевропейский<br />
журнал передовых технологий – 2008. – 1/1 (31). – С.46-49. 8. Ткачук Н.А., Бруль<br />
С.Т., Малакей А.Н., Гриценко Г.Д., Орлов Е.А. Структура специализированных<br />
интегрированных систем автоматизированного анализа и синтеза элементов транспортных<br />
средств специального назначения. // Механіка та машинобудування. – 2005. – № 1. – С.184-194.<br />
9. Ткачук Н.А., Гриценко Г.Д., Чепурной А.Д., Орлов Е.А., Ткачук Н.Н. Конечно-элементные<br />
модели элементов сложных механических систем: технология автоматизированной генерации<br />
и параметризованного описания // Механіка та машинобудування. – 2006. – №1. – С.57-79. 10.<br />
Артоболевский И.И. Теория механизмов и машин. Учеб. для ВТУЗов. – М.: Наука, 1988. – 640<br />
с. 11. Лурье А.И. Теория упругости. – М.: Наука, 1970. – 940 с. 12. Кунву Ли Основы САПР<br />
г
УДК 623.438:539.3<br />
Н.А. ТКАЧУК, зав. каф. ТММиСАПР, докт. техн. наук,<br />
Г.Д. ГРИЦЕНКО, проф. каф. ТММиСАПР, канд. техн. наук,<br />
А.Н. ТКАЧУК, бакалавр каф. ДПМ,<br />
А.В. БОНДАРЕНКО, бакалавр каф. КГМ, НТУ „ХПИ”,<br />
С.Т.БРУЛЬ, начальник Центрального бронетанкового<br />
управления вооружения Главного управления логистики<br />
Командования<br />
сил поддержки Вооруженных Сил Украины, г. Киев<br />
РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНОЕ ОБОСНОВАНИЕ<br />
ПАРАМЕТРОВ ЧИСЛЕННЫХ МОДЕЛЕЙ ЭЛЕМЕНТОВ<br />
МЕХАНИЧЕСКИХ СИСТЕМ<br />
Запропоновані теоретичні основи розрахунково-експериментального методу для обґрунтування<br />
параметрів числових моделей елементів механічних систем, які застосовуються для досліджень<br />
елементів корпусів транспортних засобів методами скінченних елементів і голографічної<br />
інтерферометрії.<br />
Theoretical bases of computational and experimental method are offered for the ground of numerical<br />
models’ parameters of elements of mechanical systems which are used for researches of elements of<br />
transport vehicles’ hulls by the finite-element methods and holographic interferometry.<br />
Введение. Численное моделирование физико-механических процессов в<br />
сложных механических системах является составным этапом процесса<br />
проектно-исследовательских работ при разработке и подготовке производства<br />
новых изделий. В числе основных при этом возникает задача определения<br />
напряженно-деформированного состояния (НДС) элементов проектируемых<br />
конструкций, решаемая в современных условиях во многих случаях при<br />
помощи моделирования с использованием CAD/CAE-систем высокого уровня<br />
(ANSYS, NASTRAN и др.), реализующих метод конечных элементов (МКЭ).<br />
Однако при этом во многих случаях возникает проблема оценки<br />
достоверности результатов, получаемых при численном моделировании<br />
реакции исследуемых систем на различные виды воздействий. Чаще всего эта<br />
проблема решается сравнением полученных результатов с данными,<br />
полученными другим способом (численно, аналитически, экспериментально).<br />
Естественно, что данные, полученные в ходе экспериментальных исследований<br />
(при соблюдении определенных требований к условиям их проведения, а также<br />
характеристикам используемой регистрирующей и измерительной аппаратуры)<br />
представляют особый интерес, поскольку при этом могут проявиться такие<br />
свойства объекта, которые учитываются исходной математической моделью<br />
или не в полной мере, или вообще ею не учитываются. Анализ результатов<br />
экспериментальных исследований может также заставить изменить<br />
используемые при исследовании численные модели (например, при<br />
использовании метода конечных элементов – типы применяемых конечных<br />
элементов, их размеры, расположение зон сгущения-разрежения конечноэлементных<br />
сеток). Существенными являются и следующие факторы: характер<br />
зависимости напряженно-деформированного состояния от времени, степень<br />
влияния на него условий контактного сопряжения, параметров окружающей<br />
среды и т.д.<br />
В целом ряде работ [1-6] предложены и развиты подходы, основанные на<br />
применении расчетно-экспериментальных технологий исследований,<br />
соединяющих, например, МКЭ и голографическую интерферометрию [7-10] в<br />
рамках единого исследовательского процесса. В данной работе эти подходы<br />
модифицируются и иллюстрируются на примере исследования конкретного<br />
класса объектов – фрагментов пластинчато-оболочечно-стержневых<br />
конструкций в виде пластин разной толщины с различными системами<br />
отверстий и с различными способами сварного<br />
соединения.<br />
Общая технология исследований.<br />
Одним из основных вопросов при проведении<br />
исследования напряженно-деформированного<br />
состояния сложных механических объектов<br />
является вопрос адекватности применяемых<br />
численных моделей, точности и достоверности<br />
получаемых численными методами<br />
результатов. В связи с этим большое развитие<br />
в последнее время получили методы<br />
исследований прочностных и жесткостных<br />
характеристик элементов механических<br />
систем, сочетающие численные и<br />
экспериментальные этапы. В частности, в [1-<br />
3] описаны расчетно-экспериментальные<br />
методы, сочетающие возможности метода<br />
конечных элементов, методов спеклголографической<br />
интерферометрии (МСГИ),<br />
электротензометрии и непосредственных<br />
измерений. При этом схемы исследований,<br />
Математическая<br />
модель, методы,<br />
алгоритмы<br />
L M P M<br />
предлагаемые в данных работах, отличаются от традиционной.<br />
Традиционный подход (рис. 1), направленный на исследование конкретного<br />
объекта, параметра, эффекта, предполагает сопоставление результатов<br />
исследований "по горизонтали", т.е. полученных для одного объекта какимлибо<br />
из численных методов (или несколькими) и каким-либо из<br />
экспериментальных методов (или несколькими).<br />
Данный подход эффективен во многих случаях, когда поведение<br />
исследуемого объекта достаточно полно описывается одним или небольшим<br />
количеством определяющих параметров. Однако при исследовании реальных<br />
= 0<br />
ЧИСЛЕННЫЕ<br />
ИССЛЕДОВАНИЯ<br />
Численная<br />
модель<br />
L N P N = 0<br />
ЭКСПЕРИМЕНТАЛЬНЫЕ<br />
ИССЛЕДОВАНИЯ<br />
Экспериментальные<br />
образцы (модели)<br />
L E P E<br />
= 0<br />
Рис. 1.Традиционная схема<br />
расчетно-экспериментальных<br />
исследований
механических систем в большинстве случаев имеет место ситуация, когда в<br />
исследуемом объекте нельзя заранее выделить эти определяющие параметры.<br />
Машина или механизм, состоящие из единиц, десятков и сотен основных<br />
элементов, находящихся в десятках, сотнях и тысячах взаимосвязей между<br />
собой и с внешней средой, описываются достаточно сложной математической<br />
моделью<br />
F ( ) = 0 , (1)<br />
M P M<br />
где P<br />
M<br />
– массив параметров, определяющих состояние модели; F<br />
M<br />
–<br />
некоторый оператор.<br />
Численная и экспериментальные исследования позволяют установить<br />
зависимости<br />
F ( ) = 0 , F ( ) = 0 , (2)<br />
N P N<br />
E P E<br />
где P<br />
N<br />
, P<br />
E<br />
– массивы параметров, определяющих численные и<br />
экспериментальные модели (образцы); F<br />
N<br />
, F<br />
E<br />
– соответствующие<br />
операторы.<br />
При использовании традиционной схемы происходит сопоставление как<br />
параметров P , P , P , так и зависимостей между ними, описываемых<br />
M<br />
N<br />
E<br />
F<br />
M<br />
, F<br />
N<br />
, F<br />
E<br />
, и последующая корректировка моделей до получения<br />
удовлетворительного соответствия. Одновременно может производиться как<br />
обоснованное расширение, так и сужение набора определяющих параметров,<br />
усложнение или упрощение зависимостей между ними.<br />
Предлагается новая схема организации исследований, в которой можно<br />
устанавливать взаимосвязь не только между параметрами P<br />
M<br />
, P<br />
N<br />
, P<br />
E<br />
и<br />
операторами F<br />
M<br />
, F<br />
N<br />
, F<br />
E<br />
, а и между множествами тех и других (рис. 2).<br />
Рис. 2. Предлагаемая схема расчетно-экспериментальных исследований<br />
Это позволяет использовать при организации баз данных, содержащих<br />
результаты численных и экспериментальных исследований, описывающих<br />
различные механические системы, проводимые в различное время<br />
различными исследователями с применением различной аппаратуры,<br />
различных численных методов, различных вычислительных методов и<br />
средств, и устанавливать искомые зависимости. Более того, избыточность<br />
информации (которая имеет место в некоторых случаях) на самом деле не<br />
приводит к противоречиям, а служит дополнительным источником<br />
повышения достоверности результатов, степени адекватности моделей и<br />
точности методов. Причем сопоставление результатов можно производить<br />
как между элементами множеств M, N и E (математические модели,<br />
результаты численных и экспериментальных исследований соответственно),<br />
так и внутри множеств, используя при этом различные весовые<br />
коэффициенты для выделения результатов более значимых исследований.<br />
Получаемая в результате база знаний за счет постоянного пополнения<br />
множеств M, N и E не только растет в объеме, но и повышает достоверность<br />
содержащихся в ней элементов знаний.<br />
Естественно, что предложенная схема нуждается в определенной<br />
формализации. Отдельной крупной задачей является организация, создание и<br />
сопровождение баз данных хотя бы по отдельным классам объектов, по тем<br />
или иным областям. Кроме того, еще одной важной проблемой является<br />
выбор критериев сопоставимости различных элементов различных множеств.<br />
Более того, в большом количестве случаев могут выявиться противоречия<br />
между сопоставляемыми данными, причем они могут на первый взгляд<br />
просто взаимно исключать друг друга.
Однако такое состояние предлагаемой схемы соответствует в общих<br />
чертах состоянию знаний во многих отраслях науки и техники. Это<br />
нормальный процесс установления новых, уточнения и опровержения старых<br />
представлений о поведении объекта (машин, узлов, механизмов, агрегатов и<br />
т.д.). В практике проектировщиков нередки случаи, когда конструкторы,<br />
исследователи с большим опытом работы по памяти устанавливают аналогии<br />
между элементами нового проекта, находящегося в разработке, с элементами<br />
своих или чужих проектов, выполненных гораздо раньше. Это находит в<br />
последующем подтверждение при сопоставлении моделей и результатов.<br />
Таким образом, предлагаемый подход является в некоторой степени схемой,<br />
действующей в практике проектирования: накопление данных, выявление<br />
аналогий и установление зависимостей.<br />
Примеры применения. В качестве примеров использования<br />
предложенного расчетно-экспериментального метода исследований рассмотрим<br />
фрагменты пространственных пластинчато-оболочечно-стержневых<br />
конструкций. Во многих случаях их конструктивное исполнение, отношение<br />
толщины сечения к габаритам или способ соединения этих фрагментов<br />
заставляют сомневаться в обоснованности применения классических моделей<br />
поведения тонкостенных элементов конструкций при описании напряженнодеформированного<br />
состояния. Естественно, что и конечно-элементные модели<br />
(КЭМ), построенные на этой базе (например, с применением SHELL-, ВEAMэлементов),<br />
также могут страдать неустранимыми при сгущении и изменении<br />
формы погрешностями. Численные эксперименты и аналитические оценки для<br />
определения такого типа погрешностей неэффективны, поскольку для первых<br />
характерен охват только конкретного набора случаев, а вторые во многих<br />
случаях дают только ассимптотические оценки. Все это обусловило<br />
необходимость «прямого» сравнения результатов численных расчетов,<br />
получаемых при использовании МКЭ, и экспериментальных. В качестве<br />
последнего предлагается использовать метод голографической интерферометрии<br />
(МГИ) [7-10]. Поскольку скорость получения численных результатов для<br />
выбранных объектов практически мгновенна, то основное внимание было<br />
уделено трудоемкому этапу экспериментальных исследований.<br />
3. Объекты<br />
исследований. Исследуются<br />
квадратные стальные<br />
пластины 180х180 (мм)<br />
(рис. 3), защемленные по<br />
контуру. Толщины пластин<br />
варьировались от 1 мм до 5<br />
мм. В некоторых из них –<br />
системы<br />
регулярно<br />
расположенных отверстий,<br />
некоторые изготовлены с<br />
помощью сварки (см. рис. 3).<br />
Пластина, сваренная из Пластина, сваренная из<br />
2-х равных прямоугольников 2-х равных треугольников<br />
Рис. 3. Примеры объектов исследований<br />
Основным решаемым вопросом является допустимость моделирования<br />
напряженно-деформированного состояния этих объектов при помощи<br />
пластинчатых конечных элементов (КЭ).<br />
4. Выбор варианта фиксации голографических интерферограмм. Для<br />
получения наиболее достоверной информации в результате<br />
экспериментальных исследований предлагается использование метода спеклголографической<br />
интерферометрии [7-10]. В отличие от других<br />
экспериментальных методов (метод непосредственных измерений,<br />
электротензометрии и др.) данный метод позволяет получать полные<br />
непрерывные картины распределения перемещений точек поверхности<br />
исследуемых элементов непосредственно на объекте измерения.<br />
Поскольку предложенный в работах [1-6] расчетно-экспериментальный<br />
метод характеризуется высокой гибкостью, то при его использовании в<br />
каждом конкретном случае возникает задача рационализации общей схемы<br />
исследования и каждого этапа в отдельности. В частности, к методу спеклголографической<br />
интерферометрии предъявляются следующие требования:<br />
• максимальная информативность при минимальных сроках,<br />
стоимости и количестве привлекаемых исследователей;<br />
• наличие достаточно простых и эффективных способов исключения<br />
смещений тела как жесткого целого из картины его деформированного<br />
состояния;<br />
• возможность варьирования диапазонов различных типов нагрузок<br />
(реализации отличных от простых законов нагружения с целью обнаружения<br />
влияния каждого силового фактора на общую картину деформирования;<br />
последнее связано с тем, что различные силовые факторы по разному оказывают<br />
влияние на разных этапах нагружения на напряженно-деформированное<br />
состояние исследуемых элементов, и при малой величине перемещений от<br />
действия данного фактора по сравнению с аналогичными перемещениями от<br />
действия других факторов составляющая от перемещений от действия<br />
указанного фактора „теряется” („тонет”, „размывается”) в общей картине<br />
получаемых спекл-интерферограмм).<br />
Сформулированным требованиям удовлетворяет предложенный ранее<br />
вариант метода спекл-голографической интерферометрии, использующий<br />
схему записи спекл-интерферограмм во встречных пучках с размещением<br />
регистрирующей среды непосредственно на объекте исследований или в<br />
непосредственной близости от него [10]. При этом достаточно просто<br />
определяются нормальные и тангенциальные составляющие вектора<br />
перемещений точек исследуемой поверхности.<br />
Подбор диапазонов нагрузок, позволяющих „проявить” эффект от<br />
действия того или иного силового фактора, может быть осуществлен как с<br />
использованием метода „живых полос”, так и проведением дополнительных<br />
измерений (возможно, с применением других методов: непосредственных<br />
измерений, тензометрии и т.д.).<br />
Метод конечных элементов, применяемый для численных расчетов
напряженно-деформированного состояния элементов механических систем на<br />
расчетных этапах, наряду с такими возможностями, как учет неоднородности,<br />
анизотропии свойств материалов, нелинейность их физико-механических<br />
характеристик, обладает и таким ценным свойством, как возможность<br />
адаптации для работы с данными, представляемыми в различных форматах<br />
(табличный, графический, аналитический и т.д.). Это свойство особенно<br />
необходимо при организации взаимосогласованной работы программного<br />
обеспечения МКЭ с данными, получаемыми на экспериментальных этапах.<br />
При совместном использовании с методом спекл-голографической<br />
интерферометрии в расчетно-экспериментальных исследованиях программное<br />
обеспечение, реализующее метод конечных элементов, должно удовлетворять<br />
требованиям:<br />
• согласованность величин нагрузок на расчетную модель с<br />
нагрузками, прикладываемыми при проведении экспериментальных<br />
исследований (с целью повышения точности определения количественного<br />
соответствия полученных результатов, а также для удобства визуальной<br />
идентификации получаемых на различных этапах картин распределения<br />
перемещений точек поверхности объектов);<br />
• подготовка выходной информации в различных формах: табличной<br />
для численного сравнения, графической – для наглядности и т.д.;<br />
• возможность учета реальных граничных условий, моделирующих<br />
различные типы сопряжения с другими элементами исследуемых систем;<br />
• использование при подготовке конечно-элементных моделей<br />
параметризованных твердотельных пространственных моделей, получаемых<br />
при помощи современных систем автоматизированного проектирования.<br />
Сформулированные требования в каждом конкретном случае в<br />
сочетании с целями и задачами исследований дают возможность разработать<br />
соответствующие планы экспериментов и расчетов.<br />
5. Экспериментальная установка. Для исследований привлекалась<br />
голографическая установка СИН-1 (рис. 4), на столе которой размещалось<br />
нагрузочно-фиксирующее устройство „КРАБ” (рис. 5). Это устройство создает<br />
закрепление пластин по контуру с нагружением силовым винтом (или<br />
виброактуатором) с тыльной части, оставляя свободным фронтальную часть, со<br />
стороны которой и проводится фиксация интерферограмм Денисюка методом<br />
двойной экспозиции (статика) или методом усреднения во времени<br />
(собственные формы колебаний) [7-10] (рис. 6).<br />
Рис. 4. Голографическая установка СИН-1<br />
Рис. 5. Нагрузочно-фиксирующее<br />
устройство „КРАБ”<br />
Рис. 6. Примеры интерферограмм (статика и собственные колебания)<br />
6. Результаты экспериментов. На рис. 7 представлены некоторые<br />
голографические интерферограммы объектов, полученные в ходе<br />
экспериментов на созданной установке.<br />
7. Анализ результатов. Для количественного анализа результатов<br />
можно применить различные методы, предлагаемые в работах [1-5]. В то же<br />
время первичные оценки можно сделать на основе качественного визуального<br />
анализа интерферограмм. Представленные картины интерферационных полос<br />
(см. рис.7, а) свидетельствует о том, что все исследуемые объекты ведут себя в<br />
соответствии с предполагаемым характером деформирования пластин, несмотря<br />
на разницу толщин, диаметров и способа размещения отверстий, а также<br />
способов сварного соединения.<br />
Прогиб перфорированной<br />
Форма колебаний<br />
пластины<br />
Прогиб сплошной пластины<br />
перфорированной пластины<br />
а<br />
б<br />
в<br />
Рис. 7. Примеры интерферограмм (сплошные и перфорированные пластины)
Для количественного сравнения проанализированы распределения<br />
перемещений пластин при действии центральной изгибающей силы<br />
(эксперимент) и для каждого случая полученные численно на моделях с<br />
различным количеством конечных элементов (расчет картины) (рис. 7,б).<br />
Анализ показал, что уже при небольшом количестве конечных элементов (2-3<br />
тысячи) наблюдается удовлетворительное соответствие результатов (до<br />
1÷1,5%). Эти конечно-элементные сетки и были рекомендованы для<br />
дальнейших расчетов реальных конструкций.<br />
Для оценки точности моделирования инерционно-жесткостных свойств<br />
можно сравнить спектры собственных колебаний, полученные численно и<br />
экспериментально (рис. 7, в). Уровень допускаемой погрешности составляет 5-7<br />
%, что позволяет рекомендовать КЭМ подобного типа для анализа<br />
динамических процессов в реальных конструкциях.<br />
Заключение. Полученные результаты экспериментальных исследований,<br />
кроме подтверждения адекватности, определения параметров достоверных<br />
численных моделей и оценки точности результатов моделирования, могут<br />
послужить основой для более широкого рассмотрения при сопоставлении<br />
результатов множеств численных и экспериментальных исследований.<br />
Результаты этих сопоставлений могут выражаться как в виде количественных,<br />
так и качественных соотношений. Например, выводы об аналогичном<br />
характере напряженно-деформированного состояния пластин с аналогичной<br />
геометрией и о применимости для определения их прочностных и жесткостных<br />
характеристик пространственных моделей является примерами качественных<br />
выводов. Примером количественных могут быть: определение погрешностей<br />
результатов численных исследований в сравнении с экспериментальными<br />
данными, вычисление коэффициента влияния отверстий в пластинах<br />
исследованных конфигураций на их напряженно-деформированное состояние и<br />
т.д.<br />
Естественно, что круг исследуемых вопросов, количество рассматриваемых<br />
соответствий и варьируемых параметров можно расширять. Важно отметить, что<br />
в данном случае использованы результаты ранее проведенных<br />
экспериментальных исследований. Это избавляет исследователей от<br />
необходимости проведения целой серии дополнительных дорогостоящих<br />
экспериментов и экономит время. Кроме того, имеющиеся базы данных<br />
позволяют прогнозировать поведение еще не созданных образцов новой техники,<br />
причем в некоторых случаях произвести даже оценку допускаемой при таком<br />
прогнозе погрешности.<br />
Предложенный подход требует особой организации соответствующих<br />
баз данных, поскольку количество учитываемых факторов, параметров,<br />
воздействий и взаимосвязей в механических системах чрезвычайно велико,<br />
даже если ограничиться отдельным классом объектов. Лавинообразного роста<br />
информации можно избежать, используя иерархические структуры ее<br />
хранения, основанные на различных типов классификаций исследуемых<br />
объектов: по форме, по составу, по типам внешних воздействий, по<br />
функциональному назначению и т.д. При этом можно устанавливать<br />
различные виды соответствия: внутри определенного класса, подкласса,<br />
подподкласса, а также между элементами разных классов, подклассов,<br />
подподклассов и т.д.<br />
Аналогичные подходы могут быть использованы для исследования<br />
прочностных и жесткостных характеристик элементов самых разнообразных<br />
по форме, структуре, предназначению механических систем с применением<br />
различных вариантов расчетно-экспериментальных методов.<br />
В дальнейшем планируется более подробный количественный анализ<br />
полученных результатов численных и экспериментальных исследований.<br />
Список литературы: 1. Капустин А.А., Ткачук Н.А. Расчетно-экспериментальный метод<br />
исследования деформаций элементов механических систем. – В сб.: Динамика и прочность<br />
машин. Вестник Харьковского государственного политехнического университета. – 1999. –<br />
Вып.57. – С.148-155. 2. Ткачук Н.А. Комбинированные расчетно-экспериментальные методы<br />
исследования прочностных и жесткостных характеристик элементов технологических систем. –<br />
Механіка та машинобудування. – 1999. – №1. – С.37-46. 3. Ткачук Н.А. Интенсивная схема<br />
экспериментальных исследований элементов технологических систем. – В сб.: Динамика и<br />
прочность машин. – 1998. – Вып.56. – С.175-181. 4. Гриценко Г.Д., Гладких В.И., Капустин А.А.,<br />
Орлов Е.А., Ткачук Н.А. Расчетно-экспериментальное исследование напряженнодеформированного<br />
состояния элементов механических систем: математическое, численное и<br />
экспериментальное моделирование // Вісник НТУ “ХПІ”. Тем. вип.: „Машинознавство та САПР”–<br />
Харків: НТУ “ХПІ”, 2005. – № 60. – С.44-67. 5. Ткачук Н.А., Гриценко Г.Д., Липовецкий Л.С.,<br />
Глущенко Э.В., Гоголь Н.А. Методика экспериментального исследования элементов механических<br />
систем методом голографической интерферометрии // Механіка та машинобудування. – 2005. – №1.<br />
– С.88-99. 6. Головченко В.И., Барчан Е.Н., Пеклич М.М., Ткачук А.Н. Расчетноэкспериментальное<br />
исследование напряженно-деформированного состояния пространственных<br />
крупногабаритных конструкций // Вісник НТУ “ХПІ”. Тем. вип.: „Машинознавство та САПР”–<br />
Харків: НТУ “ХПІ”, 2006. – № 3. – С.49-57. 7. Вест Ч. Голографическая интерферометрия. – М.:<br />
Мир, 1982. – 504 с. 8. Капустин А.А. Теория спекл–интерферометрических измерений<br />
напряженно–деформированного состояния элементов натурных конструкций / В кн.: Физические<br />
основы голографии. – Л.: ЛИЯФ, 1979.– С.137–159. 9. Капустин А.А. Методы, использующие<br />
голографическую интерферометрию для спекл-интерферометрических измерений / В кн.:<br />
Методические указания /Применение спекл-интерферометрии для контроля качества<br />
промышленных изделий. – Горький: ГФ. ВНИНМАШ, 1980.– С.45–53. 10. Капустин А.А.<br />
Количественная оценка голографических интерферограмм с помощью спекл-интерферометрии в<br />
прочностных исследованиях / В кн.: Оптико-когерентные информационно-измерительные<br />
системы. – Харьков, 1977. – С.149–154.<br />
Поступила в редколегію 05.12.07
УДК 621.961:539.3<br />
Н.А. ТКАЧУК, зав. каф. ТММиСАПР, докт. техн. наук, НТУ<br />
„ХПИ”,<br />
А.Я. МОВШОВИЧ, докт. техн. наук, зам. директора<br />
НПП „Техоснастка”, г. Краматорск,<br />
А.Н. ТКАЧУК, магистрант каф. ДПМ, НТУ „ХПИ”<br />
ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ<br />
ХОЛОДНОЛИСТОВОЙ ШТАМПОВКИ: К ВОПРОСУ<br />
ОБОСНОВАНИЯ РАСЧЕТНЫХ СХЕМ ЭЛЕМЕНТОВ<br />
РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ<br />
Запропоновані методи і алгоритми для моделювання та дослідження елементів технологічних<br />
систем листової штамповки.<br />
It is proposed methods and algorithms for the modelling and analysis of the stamping technological<br />
systems elements.<br />
Введение. Как известно, для современного<br />
машиностроительного производства характерна тенденция<br />
интенсификации процессов проектирования, технологической<br />
подготовки производства и изготовления. Это приводит к<br />
необходимости интенсификации также и процессов<br />
исследования прочностных и жесткостных характеристик<br />
элементов технологических систем, используемых для<br />
изготовления продукции [1-5].<br />
Листоштамповочное производство как на различных<br />
предприятиях, так и внутри отдельных, имеет смешанный<br />
характер – от единичного, опытного до серийного,<br />
крупносерийного и массового. В этой связи представляется<br />
весьма важным создание таких конструкций штампов, которые<br />
были бы эффективны при различной серийности выпускаемой<br />
продукции, т. к. существующие универсально-сборные штампы<br />
предназначены для единичного и опытного производства, а<br />
изготовление специальных стационарных штампов<br />
экономически оправдано лишь при крупносерийном и массовом<br />
характере производства. Создание конструкций,<br />
обеспечивающих эффективность их применения по стоимости и<br />
металлоемкости, обладающих необходимой прочностью,<br />
жесткостью, стойкостью и позволяющих производить быструю<br />
переналадку при изменении номенклатуры штампуемых<br />
деталей, т.е. конструкций, соответствующих специфике гибкого<br />
производства и требованиям по надежности, невозможно без<br />
привлечения на стадии проектирования современных<br />
вычислительных средств и методов, лабораторных и<br />
производственных испытаний опытных образцов с<br />
использованием соответствующих приборов, измерительной<br />
техники и аппаратуры [2].<br />
Условия универсальности, компактности, мобильности,<br />
прочности переналаживаемых штампов, а также требований<br />
снижения металлоемкости являются исходными при разработках<br />
новых конструкций и предполагают проведение необходимых<br />
теоретических и экспериментальных исследований напряженнодеформированного<br />
состояния (НДС) основных конструктивных<br />
элементов. Конструкции разделительных переналаживаемых<br />
штампов (РПШ) включают взаимосвязанные узлы<br />
кинематически сопряженных деталей, представляющих собой<br />
трехмерные тела, тела вращения, пластины различных форм и<br />
размеров, стержни и т.д. Соответственно для определения их<br />
напряженно-деформированного состояния необходимо решать<br />
пространственные, осесимметричные, плоские задачи теории<br />
упругости с учетом контактного взаимодействия<br />
рассматриваемых конструктивных элементов.<br />
Однако известная сложность прочностных задач и<br />
необходимость определенных затрат времени для их решения<br />
вынуждают разработчиков сокращать расчетноисследовательский<br />
этап, ограничиваясь ориентировочными, не<br />
учитывающими многих физических факторов эмпирическими<br />
зависимостями, или назначать важнейшие конструктивные<br />
параметры опытно-статистическим методом. Одной из главных<br />
причин такого подхода к решению задач конструирования<br />
является отсутствие в литературе научно-обоснованных методик<br />
и рекомендаций по определению основных конструктивных<br />
параметров штампов для листовой штамповки. Анализ
опубликованных работ показывает, что существующие методы<br />
расчета основных элементов конструкций разделительных<br />
штампов не учитывают характера НДС, формируемого<br />
реальными схемами нагружения, опирания и закрепления. В<br />
связи с этим представляется весьма актуальным решение<br />
рассматриваемой проблемы на современном научнотехническом<br />
уровне с привлечением наиболее эффективных<br />
теоретических и экспериментальных методов [2].<br />
Одной из наиболее важных компонент такой масштабной<br />
проблемы является задача расчетно-экспериментального<br />
обоснования расчетных схем наиболее нагруженных элементов<br />
разделительных штампов, в частности, переналаживаемых, что и<br />
составляет цель данной работы.<br />
Моделирование элементов штампов. Технологические<br />
системы листовой штамповки представляют собой замкнутые<br />
цепочки взаимосвязанных, взаимодействующих и<br />
взаимовлияющих элементов. Технологические системы<br />
операций листовой штамповки включают: прессы, штампы<br />
(включая формообразующие и режущие части) и заготовку<br />
(штампуемый материал). На рис.1 представлены примеры<br />
моделей штампов, полученные в САПР-Ш (САПР штампов)<br />
разработки Харьковского НИИ технологии машиностроения.<br />
Наибольший интерес в качестве объекта исследований с точки<br />
зрения обеспечения прочности, жесткости, долговечности<br />
представляют режущие элементы штампов (пуансоны, матрицы,<br />
пуансон-матрицы), плиты штампов (верхняя, нижняя), съемники<br />
и колонки. Данные элементы представляют собой сложные<br />
конструкции, в состав которых входят тела вращения, пластины,<br />
стержневые конструкции и массивные тела.<br />
Технологическая нагрузка, возникающая при разделении<br />
листового материала, прикладывается непосредственно к<br />
заготовке и режущим частям штампов, а уже через них – к<br />
элементам пакетов, блоков, на ползун и подштамповую плиту<br />
пресса. В связи с этим наибольший интерес представляет собой<br />
вопрос распределения усилий штамповки в сопряжении<br />
пуансонов, матриц и пуансон-матриц со штампуемым<br />
материалом, что в свою очередь приводит к необходимости<br />
рассмотрения собственно технологической операции вырубкипробивки.<br />
Рис.1. Модель штампа в графическом редакторе САПР<br />
Разделительные операции, т.е. получение деталей из<br />
листового материала путем отделения одной части заготовки от<br />
другой, в зависимости от применяемого инструмента и<br />
назначения продукции, подразделятся на следующие виды:<br />
вырубка, пробивка, разрезка, отрезка, надрезка, обрезка,<br />
зачистка, просечка и др. Для РПШ наиболее характерными<br />
являются операции вырубки и пробивки. Однако, несмотря на<br />
конструктивные различия оснастки и режущего инструмента,<br />
назначение продукта резки и многообразие технологических<br />
требований, разделительные операции листовых материалов<br />
имеют общие закономерности процесса разделения. В связи с<br />
этим анализ механики разделительных операции имеет большое<br />
значение как для повышения эффективности процесса резки<br />
путем уменьшения требуемых усилий, повышения качества<br />
штампуемых деталей и улучшения использования прессового<br />
оборудования, так и для определения основных параметров<br />
процесса – действующих усилий разделения, контактных<br />
давлений на режущий инструмент, сопутствующих сил трения и<br />
др. [2].<br />
В настоящее время в технической литературе опубликован<br />
ряд статей, освещающих методики и результаты теоретических,<br />
экспериментальных исследований закономерностей<br />
разделительных операций листовой штамповки [1-5]. Однако
теоретических обобщений по выполненным работам не имеется,<br />
что определяет необходимость дополнительных исследований<br />
для получения конкретных характеристик и компонентов<br />
процесса разделения листового материала в переналаживаемых<br />
штампах.<br />
В представлении различных авторов процесс резки-вырубки<br />
протекает в две, три и даже четыре стадии: упругая стадия, упругопластическая,<br />
пластическая и стадия разрушения. В зоне<br />
разделения, как отмечается в диссертации [2], наблюдается<br />
сложное напряженно-деформированное состояние штампуемого<br />
материала. При анализе механики разделительных операций в<br />
переналаживаемых штампах практический интерес представляют<br />
такие характеристики, как глубина внедрения режущего<br />
инструмента в металл до момента скола, зона контакта листового<br />
материала с пуансонами, матрицами, пуансон-матрицами,<br />
распределение контактных давлений в этих зонах, т.е. данные,<br />
позволяющие сформулировать краевые условия при постановке<br />
задач о НДС инструмента.<br />
В опубликованных работах, как теоретических, так и<br />
экспериментальных, рассмотрены различные аспекты процессов<br />
разделительных операции листового материала. В частности,<br />
значительное количество исследований посвящено анализу НДС в<br />
зоне разделения [6, 7], в которых даются противоречивые оценки –<br />
от плоской до трехмерной интерпретации рассматриваемого<br />
процесса.<br />
Что касается данных, являющихся исходными для<br />
определения краевых условий в прочностных задачах о<br />
режущем инструменте, то следует отметить лишь небольшое<br />
число работ, в некоторой мере отражающих данные вопросы [8,<br />
9]. Однако для формулировки краевых условии при решении<br />
задач о напряженно-деформированном состоянии пуансонов,<br />
матриц, пуансон-матриц переналаживаемых штампов<br />
необходимы дополнительные исследования.<br />
Расчеты на прочность рабочего инструмента разделительных<br />
штампов обладают специфической особенностью в связи с весьма<br />
большим многообразием конструкций, форм, размеров матриц,<br />
пуансон-матриц, пуансонов в соответствии с бесчисленным<br />
множеством разновидностей штампуемых листовых деталей,<br />
классифицируемых по различным технологическим и<br />
реологическим характеристикам. Поэтому в опубликованных<br />
работах по теоретическим исследованиям НДС рабочего<br />
инструмента отражены либо общие подходы к решению<br />
некоторых задач теории упругости, либо рассмотрены отдельные<br />
частные случаи для конкретных конструкций. Однако, ни то, ни<br />
другое не позволяет выработать общую методику прочностных<br />
расчетов пуансонов, матриц, пуансон-матриц для РПШ.<br />
Характерной тенденцией состояния рассматриваемой<br />
проблемы в настоящее время является увеличение количества<br />
исследований по методу конечных элементов (МКЭ) как в<br />
области конструирования технологической оснастки и кузнечнопрессового<br />
оборудования вообще [10-14], так и по инженерным<br />
расчетам вырубных матриц, пуансон-матриц и пуансонов.<br />
Среди публикаций по экспериментальным исследованиям<br />
НДС рабочего инструмента для разделительных операций, а<br />
также его работоспособности, стойкости и долговечности,<br />
основное внимание уделяется выяснению влияния<br />
технологических, конструктивных и эксплуатационных<br />
параметров на перечисленные прочностные и стойкостные<br />
характеристики. При рассмотрении нагрузок, действующих на<br />
режущий инструмент в процессе штамповки [14-16] указывается<br />
на наличие как основных усилий вырубки-пробивки, так и<br />
сопутствующих распирающих усилий, сил проталкивания и сил<br />
трения. Однако приводимые величины и методики их<br />
определения различны. Влияние технологических факторов [17-<br />
19], марки материала и термообработки [20-21], применения<br />
твердых сплавов [13], а также различных эксплуатационных<br />
режимов [22] представлено в литературе в виде отдельных<br />
частных случаев, не позволяющих распространить<br />
представленные методики и результаты для определения<br />
краевых условий и расчетов рабочего инструмента РПШ.<br />
Некоторые общие подходы и методы [23], а также результаты<br />
экспериментальных исследований, выполненных
современнымки высокоэффективными методами<br />
(голографическая спекл-интерферометрия, объемная<br />
фотоупругость, динамическая тензометрия), также не дают<br />
полного ответа на поставленные вопросы по идентификации<br />
нагружений пуансонов, матриц и пуансон-матриц [24-26].<br />
Таким образом, как отмечается в [2], анализ процессов<br />
взаимодействия штампуемого материала с рабочим инструментом,<br />
механики деформирования листовых заготовок, кинематики и<br />
последовательности передачи внешних: воздействий и реактивных<br />
усилий в элементах разделительных штампов различных<br />
конструкций показывает, что исходным звеном в данной<br />
замкнутой системе трансформации нагрузок является процесс<br />
вырубки-пробивки, определяющий, прежде всего, величину<br />
основного технологического усилия и граничные условия для<br />
пуансонов, матриц, пуансон-матриц, и далее в зависимости от<br />
конструкции формирует расчетные схемы базовых, направляющих<br />
и других элементов штампа. В диссертации Е.И. Заярненко [2] на<br />
основе расчетно-экспериментальной методики систематизированы<br />
многие результаты исследований распределения контактных зон,<br />
контактных давлений и напряженно-деформированного состояния<br />
в системе взаимодействующих тел. Однако в этой работе не были<br />
проведены системные исследования процесса взаимодействия<br />
инструмента с заготовкой на всех стадиях штамповки. Это стало<br />
возможным в последнее время с развитием численных методов<br />
моделирования сложных нелинейных физико-механических<br />
процессов и вычислительных возможностей компьютерных<br />
комплексов. Однако описанные в работе [2] результаты могут<br />
послужить в качестве начального приближения при задании<br />
граничных условий для задач „раздельного” исследования НДС<br />
режущих элементов штампов.<br />
Формулировка задачи исследования напряженнодеформированного<br />
состояния элементов разделительных<br />
штампов. Для создания новых конструкций переналаживаемых<br />
штампов [2] в качестве исходных данных используются<br />
геометрические, технологические, реологические параметры<br />
изготавливаемых деталей, технические характеристики<br />
оборудования, серийность производства и условия эксплуатации<br />
создаваемой штамповой оснастки. База этих данных позволяет<br />
конструктору разработать принципиальную схему или даже<br />
общий вид необходимого штампа. Далее, еще до стадии<br />
чертежной деталировки или формирования модели в САПР,<br />
проводится конструкторско-исследовательская проработка<br />
основных элементов конструкции с целью определения наиболее<br />
рациональных форм и размеров, обеспечивающих одновременно<br />
соблюдение технологических, экономических, эргономических,<br />
эксплуатационных условий, а также условий прочности,<br />
жесткости и долговечности при минимальной металлоемкости.<br />
Выполнение всех указанных условий в свою очередь требует<br />
разработки и применения адекватных математических моделей и<br />
методов расчета конструируемых элементов штампов [2].<br />
В общем случае математическая модель силового<br />
взаимодействия некоторого элемента конструкции штампа с<br />
другими сопряженными элементами, учитывая НДС<br />
рассматриваемого элемента, содержит системы разрешающих<br />
дифференциальных уравнений и соответствующих граничных<br />
условий. Математическую модель силового взаимодействия<br />
элемента конструкции схематично представить в виде [2]:<br />
L ( u,<br />
ε , σ)<br />
= F(<br />
x,<br />
t)<br />
(1)<br />
при<br />
l<br />
⎫<br />
1(<br />
σ)<br />
= f1(<br />
x,<br />
t);<br />
Г1<br />
⎪<br />
l2<br />
( u)<br />
= f<br />
2<br />
( x,<br />
t);<br />
⎬<br />
(2)<br />
Г 2<br />
l ( ) ≥ ( , );<br />
⎪<br />
3<br />
u f<br />
3 3<br />
x t<br />
Г<br />
⎭<br />
где L –дифференциальный оператор механики сплошной среды; F<br />
– вектор нагрузки; x, t – пространственные и временная<br />
координаты; l 1 , l 2 , l 3 – операторы граничных условий на частях<br />
поверхности элемента; u ,σ, ε – перемещения, напряжения и<br />
деформации; Г 1 – часть поверхности с заданными силовыми<br />
граничными условиями; Г 2 – часть поверхности с<br />
кинематическими граничными условиями; Г 3 – часть поверхности<br />
возможного контактного взаимодействия; f 1 , f 2 , f 3 – векторы<br />
правых частей граничных условий: поверхностные нагрузки,
перемещения точек поверхности и первичные зазоры<br />
соответственно.<br />
При известной левой части выражения (1) для разработки<br />
математической модели остается определить систему<br />
эксплуатационных нагрузок, действующих на конструктивный<br />
элемент, сформулировать граничные условия и определить<br />
соответствующие правые части в системе (2).<br />
Построение расчетных схем является важным этапом разработки<br />
математических моделей элементов конструкций специализированных<br />
штампов. От правильного выбора расчетной схемы зависят численные<br />
значения рассчитываемых величин и, как следствие, достоверность<br />
определения характеристик прочности и жесткости всех элементов<br />
конструкции. При построении расчетных схем в каждом конкретном случае<br />
необходимо исходить из анализа конструктивных особенностей штампа и<br />
схемы взаимодействия его конструктивных элементов, определяющих<br />
характер, направление и величины действующих усилий. Действием<br />
факторов, несущественно влияющих на характер силового взаимодействия,<br />
целесообразно пренебречь, т. к. при этом расчетную схему можно<br />
значительно упростить при практически неизменной точности получаемых<br />
результатов.<br />
Основная проблема в постановке задачи (1)-(2) состоит в том,<br />
что физически она представляет собой задачу исследования<br />
контактного взаимодействия в многокомпонентной механической<br />
системе, а математически – нелинейную начально-краевую задачу<br />
с заранее неизвестными зонами контакта и законами<br />
распределения контактных давлений. Если к тому же<br />
рассматривается процесс разделения листового материала, то<br />
получаемая задача анализа становится еще гораздо сложнее, что<br />
чрезвычайно затрудняет проведение многовариантных<br />
исследований в процессе параметрического анализа и синтеза<br />
штамповой оснастки. В связи с эти на первом этапе предлагается<br />
провести расчетно-экспериментальное определение контактных<br />
нагрузок на режущие элементы штампов, рассматривая первичное<br />
контактное взаимодействие пуансонов, матриц и пуансон-матриц<br />
до начала их глубокого внедрения в штампуемый материал.<br />
Расчетно-экспериментальная методика исследования<br />
напряженно-деформированного состояния и контактного<br />
взаимодействия элементов технологических систем листовой<br />
штамповки. Основы расчетно-экспериментального метода<br />
определения параметров расчетных моделей элементов сложных<br />
механических систем изложены в работах [27, 28]. Если через R,<br />
E, M и N об означить реальный исследуемый объект, его<br />
экспериментальную, математическую и численную модели<br />
соответственно, то следуя [28], приходим к задаче определения<br />
∗<br />
параметров p<br />
N<br />
, которые доставляют минимум функционалу<br />
невязки переменных состояния:<br />
p<br />
∗ = argmin<br />
I( u ( p ) −u<br />
( p ))<br />
. (3)<br />
N<br />
N<br />
N<br />
Здесь параметры p<br />
R<br />
, pE<br />
, pM<br />
, pN<br />
составляют обобщенное<br />
параметрическое пространство, точки которого определяют R, E,<br />
M и N, а соответствующие переменные состояния определяются<br />
путем решения множества задач:<br />
⎧L<br />
⎪<br />
L<br />
⎨<br />
⎪L<br />
⎪<br />
⎩L<br />
R<br />
R<br />
R<br />
R<br />
E<br />
E<br />
( uR,<br />
pR,<br />
FR,<br />
t)<br />
=<br />
( uE,<br />
pE<br />
, FE<br />
, t)<br />
=<br />
( uM<br />
, pM<br />
, FM<br />
, t)<br />
( u , p , F , t)<br />
N<br />
N<br />
N<br />
0;<br />
0;<br />
= 0;<br />
= 0.<br />
Операторы L<br />
∗<br />
являются проекциями оператора L в задаче (1) на<br />
соответствующие пространства.<br />
Естественно, что соотношения (3)-(4) в том или ином случае<br />
претерпевают трансформацию к более конкретному виду при<br />
решении соответствующей задачи. В рассматриваемом случае в<br />
качестве компонент вектора искомых параметров расчетных<br />
∗<br />
моделей элементов разделительных штампов p<br />
N<br />
можно<br />
рассмотреть зону контакта в сопряжении его режущих элементов<br />
со штампуемым материалом, а также закон распределения<br />
контактного давления в этих сопряжениях.<br />
Численное моделирование взаимодействия режущего<br />
инструмента с заготовкой. Для расчетного исследования<br />
контактного взаимодействия режущих элементов штампов с<br />
листовым материалом можно привлечь метод конечных<br />
элементов [27], реализованный в том или ином программном<br />
пакете FEM. В данном случае для моделирования системы<br />
„пуансон – заготовка – матрица” (рис. 2) был привлечен<br />
(4)
программный комплекс ANSYS. В качестве варьируемых<br />
параметров для описания геометрии тел вращения выступают<br />
все размеры пуансона, матрицы, заготовки, а также физикомеханические<br />
характеристики материалов и параметры конечноэлементной<br />
сетки.<br />
Путем варьирования размеров и расположения зон<br />
сгущения-разрежения можно добиться достаточно подробного<br />
моделирования НДС в исследуемой системе, а варьирование их<br />
размеров и формы дает<br />
7,00E+02<br />
6,00E+02<br />
5,00E+02<br />
0,4<br />
0,35<br />
0,3<br />
0,25<br />
0,2<br />
0,15<br />
0,1<br />
0,05<br />
0<br />
0,0<br />
0,1<br />
0,2<br />
0,3<br />
Рис. 4. Зависимость относительной<br />
ширины контакта от величины<br />
зазора для 5-ти толщин (мм)<br />
0,5<br />
1<br />
2<br />
3<br />
4<br />
5<br />
7.00E+02<br />
6.00E+02<br />
5.00E+02<br />
4.00E+02<br />
3.00E+02<br />
2.00E+02<br />
1.00E+02<br />
0.00E+00<br />
0.00 0.05 0.10 0.15 0.20<br />
Рис. 5. Распределение контактных давлений<br />
при разной густоте сетки<br />
10<br />
20<br />
40<br />
Y<br />
Z<br />
X<br />
Рис. 2.Конечно-элементная<br />
модель системы „пуансон –<br />
заготовка – матрица”<br />
4,00E+02<br />
3,00E+02<br />
2,00E+02<br />
1,00E+02<br />
0,00E+00<br />
0,00 0,05 0,10 0,15 0,20 0,25 0,30<br />
Рис. 3. Характерные распределения<br />
контактных давлений (МПа)<br />
по радиальной координате (мм)<br />
возможность хватить достаточно широкий класс конструкций<br />
пуансонов и матриц, а также толщин и материалов заготовок.<br />
В частности, в процессе многовариантных исследований при<br />
варьировании диаметра штампуем ой детали, ее толщины и<br />
технологического зазора между пуансоном и матрицей удалось<br />
установить:<br />
1) контакт режущего инструмента с заготовкой локализуется<br />
в зоне режущих кромок, при этом ширина контактного пояса<br />
составляет 0,1 ÷ 0,5 толщины штампуемого материала h (рис. 3);<br />
0,35-0,4<br />
0,3-0,35<br />
0,25-0,3<br />
0,2-0,25<br />
0,15-0,2<br />
0,1-0,15<br />
0,05-0,1<br />
0-0,05<br />
2) с ростом относительного технологического зазора δ / h (см.<br />
рис. 2) контактные давления растут, а ширина контактного пояска<br />
уменьшается (рис. 4);<br />
3) при сгущении конечно-элементной сетки в районе<br />
режущей кромки уровень максимальных напряжений на кромке<br />
растет (рис. 5).<br />
На рис. 6 представлены некоторые картины распределения<br />
напряжений и перемещений в исследуемой системе<br />
взаимодействующих тел, иллюстрирующие характер<br />
напряженно-деформированного состояния, особенностью<br />
которого является локализация напряжений в зоне режущих<br />
кромок пуансона и матрицы, а также в области разделения<br />
штампуемого материала.
MN<br />
MN MX<br />
MX<br />
при нулевом технологическом зазоре<br />
при технологическом зазоре10% толщины штампуемого материала<br />
Характер распределения касательных Характер распределения осевых<br />
напряжений в зоне кромок<br />
напряжений в зоне кромок<br />
Рис. 6. Картины распределения напряжений в исследуемой<br />
системе<br />
взаимодействующих тел<br />
Таким образом, проиллюстрировано, что в процессе конечноэлементного<br />
моделирования можно установить качественные и<br />
количественные характеристики НДС в системе „режущий<br />
инструмент штампа – листовой материал”, следующие из анализа<br />
его численной модели N, созданной на основе математической<br />
модели М, содержащей систему уравнений теории упругости [29],<br />
условий контактного взаимодействия в виде условий<br />
непроникновения для взаимодействия гладких тел без трения [30,<br />
31]. При этом требуется рассмотрение данной системы и на<br />
основе экспериментальных методов, что даст возможность<br />
MN MX<br />
MN MX<br />
обосновать достоверность полученных численных результатов.<br />
Результаты экспериментальных исследований. Для<br />
анализа адекватности используемых численных моделей<br />
привлекаются результаты экспериментальных исследований,<br />
описанные в [2]. В ходе экспериментальных исследований было<br />
проведено измерение ширины контактного пояска в сопряжении<br />
„пуансон – заготовка – матрица”, фиксация характера<br />
распределения усилий штамповки во времени, а также<br />
определение величины контактного давления в сопряжении<br />
пуансона и матрицы со штампуемым материалом.<br />
Для определения технологических эксплуатационных<br />
параметров, являющихся исходными данными при формулировке<br />
граничных условий и определении внешних нагрузок на режущий<br />
инструмент РПШ, проведено исследование условий нагружения<br />
вырубных матриц и пуансонов в производственных условиях.<br />
При этом в процессе проведения исследования решалась задача о<br />
влиянии реологических характеристик штампуемого материала,<br />
габаритов и толщины вырубаемых деталей на ширину зоны<br />
контакта и на глубину внедрения режущих кромок инструмента в<br />
процессе штамповки до момента скола [2].<br />
Для проведения исследования использован вырубной УПШ-<br />
М, в качестве штампуемого материала использование полосы из<br />
листовых сталей Ст.3 и X18H10T следующих толщин: 6, 8, 10 и<br />
12 мм, в которых пробивались отверстия диаметра – 20, 40, 60 и<br />
80 мм. Вырубка производилась без прижима заготовки и<br />
P<br />
одинаковом<br />
двустороннем<br />
относительном зазоре, равном 15%<br />
П<br />
толщин листа. Постоянство<br />
относительного зазора для разных<br />
толщин листа достигалось сменой<br />
z M вырубных пуансонов.<br />
m<br />
В процессе штамповки пуансон<br />
Рис.7. Схема взаимодействия П, внедряясь в штампуемый металл,<br />
рабочих частей и материала в вынуждает его вдавливаться в<br />
процессе вырубки [2]<br />
полость матрицы М (рис. 7). При<br />
этом своей режущей кромкой он вдавливается в заготовку и<br />
t<br />
n
оставляет на ней блестящий цилиндрический поясок<br />
определенной высоты. Концом своим он сминает плоскость<br />
штампуемой детали и оставляет на ней отпечаток в виде<br />
контактной зоны, обозначающей границы пластических<br />
деформаций.<br />
Штампуемый материал при вырубке опирается о „зеркало”<br />
матрицы и также оставляет на своей поверхности отпечаток,<br />
распространяющийся от режущей кромки матрицы к периферии<br />
на величину m. Вдавливаясь в полость матрицы на глубину n М ,<br />
штампуемая деталь калибрует свои контуры о режущие кромки.<br />
При этом на боковой поверхности детали появляется блестящий<br />
цилиндрический поясок, характеризующий величину внедрения<br />
вырубаемой детали в матрицу до момента скола.<br />
Для определения протяженности зон контакта заготовки с<br />
пуансоном m П и матрицей m М и глубины внедрения<br />
соответствующих ведущих кромок n П и n М до момента скола все<br />
отштампованные полосы и вырубленные изделия („пятаки”)<br />
были подвергнуты обмерам на инструментальном микроскопе.<br />
При этом измерялись следующие<br />
величины очага деформации:<br />
действительная толщина материала<br />
t, которая отличается от своего<br />
номинального значения, внедрение<br />
режущих кромок пуансона и<br />
матрицы и ширины зон контакта<br />
m П и m М .<br />
n<br />
2 n<br />
1<br />
n<br />
При рассмотрении под микроскопом поверхности среза<br />
вырубленных деталей по высоте видны три зоны: искривление<br />
первоначальной плоскости листа n 1 (рис. 8) вследствие изгиба и<br />
сжатия при вырубке (в окуляре – тень, темная полоса),<br />
блестящий поясок внедрения в штампуемый металл режущих<br />
кромок n и матовая поверхность скола n 2 с возможными<br />
локальными расслоениями.<br />
t<br />
Рис.8. Геометрические параметры<br />
вырубленной детали [2]<br />
При проведении обмеров вырубленных деталей особое<br />
внимание уделялось измерению высоты блестящего пояска n,<br />
показанного на рис. 8. Измерение производилось посередине<br />
волнистой линии А-А,<br />
исключая резкие отрывы<br />
и затяжки. Кроме того, в<br />
8<br />
m, мм<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
X18H10T<br />
силу практической<br />
невозможности<br />
C т. 3<br />
соблюдения строгой<br />
равномерности зазора<br />
0<br />
между режущими<br />
2 4 6 8 t , мм 12 14<br />
Рис.9. Зависимость ширины кольца контакта от<br />
кромками пуансона и<br />
толщины материала<br />
матрицы высота<br />
блестящего пояска по окружности может несколько отличаться.<br />
Поэтому измерение данной высоты производилось в трех местах<br />
каждой детали под углом 120° и получали среднее значение.<br />
Измерения производились с точностью до 0,01 мм. Вырубка<br />
детали каждого диаметра по всем толщинам и маркам<br />
штампуемого материала дублировалась не менее трех раз.<br />
После проведения измерений соответствующих величин на<br />
всех отштампованных деталях оказалось, что ширина<br />
контактной зоны заготовки с матрицей составляет для Ст.3 от 40<br />
до 50%, а для стали H18H10T от 45 до 55% толщины<br />
штампуемого материала (рис. 9). Как видно из графика, не<br />
только абсолютные значения ширины контактной зоны для<br />
стали X18H10T, но и интенсивность их возрастает при<br />
увеличения толщины штампуемого материала несколько больше<br />
по сравнению со Ст.3.<br />
В данных экспериментах величина<br />
относительного зазора между пуансоном<br />
и матрицей для сопоставимости<br />
результатов была выбрана постоянной,<br />
равной 15% для всех толщин<br />
штампуемого материала.<br />
Для определения закона<br />
распределения усилий штамповки во<br />
Рис. 10. Типовая<br />
осциллограмма процесса
времени была проведена фиксация деформаций нижней плиты<br />
разделительного штампа при штамповке на механическом<br />
прессе 1430 усилием 1000 кН. Осциллограммы записаны на<br />
осциллографе H041 по сигналам тензодатчиков, наклеенных на<br />
базовые плиты. Скорость протяжки ленты при записи составляла<br />
16 см/сек, т.е. цена одного деления отметчика времени на<br />
осциллограмме (расстояние между вертикальными линиями)<br />
соответствует 0,1 сек. Одна из типовых осциллограмм процесса<br />
вырубки детали диаметром 40 мм из Ст.З толщиной 1 мм<br />
показана на рис. 10. Из рассмотрения осциллограммы следует,<br />
что полная длительность импульса составляет 0,1 сек, а<br />
колебательные процессы в базовой плите сразу после окончания<br />
вырубки детали прекращаются, а точнее, вообще отсутствуют по<br />
причине наличия в данной диссипативной системе значительных<br />
восстановительных сил.<br />
Представленная осциллограмма качественно является<br />
характерной типовой для процессов деформирования не только<br />
базовых плит, но и других элементов РПШ. В частности, при<br />
проведении различных экспериментов с использованием<br />
динамической электротензометрии тензодатчики наклеивались<br />
на многие конструктивные элементы: направляющие колонки,<br />
вырубные матрицы, пуансоны. Величиной амплитуда,<br />
безусловно, все полученные осциллограммы отличаются, но<br />
имеют одно общее свойство – импульс деформации, длящийся<br />
около 0,1 сек, затухает сразу после окончания процесса, как<br />
показано на рис. 10. Таким образом, по результатам<br />
экспериментов есть основание утверждать, что при проведении<br />
расчетов на прочность и жесткость основных деталей<br />
разделительных штампов статическая постановка задачи<br />
правомерна, т.е. при разработке мaтематических моделей<br />
силового взаимодействия из дифференциальных уравнений<br />
процессов деформирования элементов время, как одну из<br />
переменных величин, входящих в уравнения, можно исключить.<br />
Определение рациональной формы и размеров, проведение<br />
расчетов на прочность рабочего инструмента затруднены баз<br />
наличия картины распределения и величин контактных давлений,<br />
действующих между инструментом и обрабатываемым<br />
материалом. Очевидно, характер распределения нормальных и<br />
касательных напряжений на поверхности матрицы будут такими<br />
же, как и на соответствующих участках контакта инструмента с<br />
заготовкой, поэтому исследование НДС инструмента следует<br />
начинать с изучения механики процесса разделительных операций.<br />
Необходима четкая картина<br />
P<br />
распределения напряжений в<br />
заготовке и в зоне разделения по<br />
контактным поверхностям.<br />
d i<br />
68,4<br />
Экспериментальное<br />
исследование процесса вырубки<br />
проведено методами фотоупругости<br />
71,0<br />
с лазерными и обычными<br />
150,0<br />
поляризующими источниками<br />
Рис. 11. Схема нагружения<br />
моделей штампуемых заготовок<br />
освещения (рис. 11).<br />
[2]<br />
В результате проведения экспериментов были получены<br />
картины изодром, т.е. линий одинаковой абсолютной разности<br />
хода ∆<br />
1<br />
и ∆<br />
2<br />
, соответствующие двум ортогональным<br />
направлениям поляризации по оси Х и У. На рис. 12 показаны<br />
картины изодром [2], полученные на моделях при различных<br />
высотах и величинах относительного зазора.<br />
Рис. 12. Картины изодром, полученные на моделях при различных<br />
величинах относительного зазора:<br />
N1:<br />
t = 5мм, z = 0%, P = 12кгс; N2 : t = 5мм, z = 15%, P = 12кгс;<br />
10<br />
N3 : t = 5мм, z = 30%, P = 12кгс; N4 : t = 10мм, z = 40%, P = 24кгс;<br />
N5 : t = 15мм, z = 50%, P = 36кгс<br />
10<br />
35,0
Распределение напряжений по контактной поверхности<br />
режущего инструмента со штампуемой заготовкой имеет большой<br />
практический интерес, так как оно в значительной мере<br />
определяет расчетную схему и граничные условия при<br />
инженерных расчетах пуансонов и матриц на прочность. На рис.13<br />
показано распределение главных напряжений в заготовке в<br />
непосредственной близости от контактной поверхности с<br />
матрицей. Здесь цифры соответствуют размерам моделей. Для<br />
наглядности на рис.14 значения σ<br />
1<br />
и σ2<br />
отложены вверх, хотя в<br />
действительности они имеют отрицательный знак, т.е. это –<br />
напряжения сжатия.<br />
Рис.13. Распределение главных напряжений по контактной поверхности<br />
заготовки с матрицей<br />
Из анализа графиков, приведенных на рис.13 следует, что<br />
максимальных значений σ<br />
1<br />
и σ<br />
2<br />
достигают не на вершинах<br />
режущих кромок, а на некотором удалении от них. Для<br />
преобладающих σ<br />
2<br />
величина этого удаления не превосходит 5%<br />
высоты модели и при повышении нагрузки эта величина будет<br />
уменьшаться.<br />
Длина зоны контакта модели заготовки с матрицей во всех<br />
рассмотренных случаях соответствует примерно половине<br />
высоты модели, согласуется с величиной „пояска смятия”,<br />
полученной при реальной штамповке листового металла в<br />
разделительных штампах.<br />
Как видно из графиков, закон распределения σ<br />
2<br />
заготовки с<br />
зеркалом матрицы в строгой интерпретации имеет нелинейный<br />
характер, однако с достаточной для практики точностью может<br />
быть описан линейной зависимостью типа y = ax + b .<br />
Полученные в результате экспериментальных данные<br />
позволяют сделать выводы о том, что:<br />
• ширина контактной площадки в сопряжении режущих<br />
элементов штампов со штампуемым материалом составляет<br />
около 50% его толщины;<br />
• контактные давления по ширине пояска контакта<br />
увеличиваются по направлению к кромке, а закон их<br />
распределения можно примерно аппроксимировать линейной<br />
зависимостью;<br />
• исследование напряженно-деформированного состояния<br />
штампов с достаточной для практики точностью можно<br />
проводить в квазистатической постановке.<br />
Заключение. Сравнительный анализ картин напряженнодеформированного<br />
состояния, характерных зависимостей<br />
контактных площадок от конструктивных и технологических<br />
параметров, полученных численно и экспериментально, позволяет<br />
сделать следующие выводы.<br />
1. Передача усилий штамповки между режущими частями<br />
штампов и штампуемым материалом происходит на<br />
относительно узких областях контакта шириной 0,1÷0,5<br />
толщины штампуемого материала.<br />
2. Вследствие недостаточной точности измерений<br />
контактных давлений экспериментальными методами, а также в<br />
связи с ростом максимальных давлений на режущей кромке<br />
(определенных численно), нельзя достаточно достоверно<br />
определить величину максимальных давлений на режущих<br />
кромках, хотя в остальной части контактной зоны их<br />
распределение можно считать примерно линейным по<br />
радиальной координате. Учитывая [32], что для такого рода<br />
условий контакта на кромках предсказывается особенность в<br />
распределении контактных давлений, требуется проведение<br />
дополнительных исследований контактных давлений с учетом<br />
шероховатостей реальных поверхностей сопряженных тел.<br />
3. Для большинства случаев при моделировании
напряженно-деформированного состояния в сопряжении<br />
элементов разделительных штампов со штампуемым<br />
материалом можно применять квазистатическую постановку.<br />
Описанная в статье технология расчетноэкспериментальных<br />
исследований получила только<br />
фрагментарную иллюстрацию на примере исследования<br />
распределения усилий в сопряжении элементов разделительных<br />
штампов и листовой заготовки. По ходу исследований<br />
некоторые численные результаты получили подтверждение, а<br />
относительно некоторых выяснилась необходимость проведения<br />
дополнительных исследований. С этой точки зрения<br />
предложенные подходы к решению задачи обоснования<br />
параметров расчетных моделей на основе сравнения результатов<br />
экспериментальных и численных исследований показали<br />
преимущество перед методами исследований, не сочетающие<br />
расчетные и экспериментальные этапы.<br />
В дальнейшем планируется проведение исследований по<br />
уточнению распределений контактных давлений в зонах<br />
режущих кромок пуансонов, матриц и пуансон – матриц, а также<br />
создание специализированного программно-модельного<br />
комплекса для анализа напряженно-деформированного<br />
состояния элементов разделительных штампов и его интеграция<br />
с современными CAD/CAM/CAE-системами.<br />
Список литературы: 1. Львов Г.И., Ткачук Н.А. Моделирование и анализ элементов<br />
технологических систем листовой штамповки // Механіка та машинобудування. – Харків: ХДПУ,<br />
1997. – № 1. – С.34-39. 2. Заярненко Е.И. Разработка математических моделей и расчеты на<br />
прочность разделительных переналаживаемых штампов. – Дисс. на соиск. уч. ст. докт. техн. наук. –<br />
Харьков. – 1992. – 418 с. 3. Мовшович И. Я. Повышение стойкости режущих элементов штампов<br />
методом вакуумно-плазменного упрочнения / И. Я. Мовшович, Б. В. Горелик // Кузнечноштамповочное<br />
производство. Обработка материалов давлением. – 2005. – № 6. – С.19-20, 29-32.<br />
4. Мовшович А.Я., Буденный М.М., Здор Г.В. Конструирование и изготовление оснастки для<br />
ударной импульсной штамповки // Удосконалення процесів і обладнання обробки тиском в<br />
металургії і машинобудуванні. Тем. зб. наук. праць. – Краматорськ: ДДМА, 2006. – С.480-486.<br />
5. Заярненко Е.И., Ткачук А.В., Ткачук Н.А. Расчеты на прочность вырубных матриц и пуансонматриц<br />
// Кузнечно-штамповочное производство. – 1990. – № 12. – С.18-21. 6. Popat P.В.,<br />
Ghosh A., Kishore N.N. Finite -element analysis of the blanking process // Journal of Mechanical<br />
Working Technology. – Amsterdam. – 1989. – 18, № 3. – РP.269-282. 7. Лисин А.Г. Исследование<br />
влияния некоторых факторов на деформацию заготовки по пояску смятия при вырубке-пробивке<br />
// Кузнечно-штамповочное производство. 1970. – № 6. – С.19-21. 8. Михаленко Ф.П., Гулиев А.И.<br />
Закономерности распределения интенсивности напряжений и деформаций по пояску смятия при<br />
вырубке-пробивке // Кузнечно-штамповочное производство, 1989. – № 12. – С.17-19. 9.<br />
Смолянинов В.П., Камышов И.Я. К расчету нагрузок на режущие кромки рабочих частей<br />
штампов для чистовой вырубки // Вестник Харьковского политехн. института. – Харьков, 1985. –<br />
№ 225. – С.56-58. 10. Скворцов Г.Д. Основы конструирования штампов для холодной листовой<br />
штамповки. – М.: Машиностроение, 1972. – 360 с. 11. Евстратов В.А., Кравцов В.Я., Финкель<br />
П.Е. Исследование напряженного состояния и оптимизация конструкций обойм матриц для<br />
выдавливания // Вестн. Харьк. полит. ин-та. – 1987. – № 250. – С.5-7. 12. Кальнер 3.Д.,<br />
Овчинников А.Г., Симбирский А.А. Напряженное состояние матриц для холодной объемной<br />
штамповки. ПО „ЗИЛ”, МВТУ им. Н.Э.Баумана // Металловед. и терм. обраб. мет. – 1984. – № 7.<br />
– С.47-49. 13. Хмара С.М., Смолянинов В.П., Коломойцев А.А. О причинах выкрашивания<br />
твердосплавных вырезных матриц // Кузнечно-штамповочное производство. – 1965. – № 8. –<br />
С.21-23. 14. Хмара С.М., Смолянинов В.П., Коломойцев А.А., Рудь В.И. К определению<br />
напряжений на режущих кромках вырезных твердосплавных матриц // Кузнечно-штамповочное<br />
производство. – 1966. – № 6. – С.22-24. 15. Казаков Ю.П. Способ определения коэффициента<br />
трения при пластическом течении листовых металлов // Кузнечно-штамповочное производство. –<br />
1972. – № 9. – С.20-21. 16. Богоявленский K.H., Кирсанов Б.А., Мочалов С.М., Елкин Н.М.<br />
Экспериментальное исследование контактных напряжений в матрице при торцевой раскатке //<br />
Кузнечно-штамповочное производство. – 1983. – № 4. – С.25-26. 17. Тимощенко В.А., Брухис<br />
М.М. Исследование влияния шероховатости поверхности контактной зоны разделительных<br />
штампов на их износостойкость // Вестник машиностроения. – 1988. – № 3. – С.44-47. 18.<br />
Вайнтрауб Д.А. О влиянии зазора на стойкость разделительных штампов // Кузнечноштамповочное<br />
производство. – 1968. – № 6. – С.22-23. 19. Романовский В.П., Мовшович И.Я.,<br />
Долгов В.А. Исследование стойкости режущих элементов универсально-сборных штампов //<br />
Кузнечно-штамповочное производство. – 1970. – № 6. – С.16-19. 20. Залесский В.И., Михаленко<br />
Ф.П., Губарев В.В. Применение новой стали для вырубных штампов с целью повышения их<br />
стойкости // Кузнечно-штамповочное производство. – 1961. – № 3. – С.9-15. 21. Шраер Э.А.<br />
Экспериментальное исследование прочности твердосплавных вырубных матриц // Кузнечноштамповочное<br />
производство. – 1969. – № 10. – С.19-22. 22. Михаленко Ф.П., Дурандин М.М.<br />
Влияние быстроходности пресса на износ режущих кромок при вырубке-пробивке пружинной<br />
стали // Вестник машиностроения. – 1968. – № 5. – С.59-62. 23. Воронцов В.К., Полухин П.И.,<br />
Белевитин В.А., Бинза В.В. Экспериментальные методы механики деформируемых твердых тел:<br />
технологические задачи обработки давлением. – М.: Металлургия , 1990. – 480 с. 24. Фурсов А.Н.,<br />
Кирдеев Ю.П., Новиков С.А., Грузин И.И. Применение метода голографической интерферометрии<br />
для исследования вибраций станин тяжелых штамповочных молотов // Кузнечно-штамповочное<br />
производство. – 1988. – № 3. – С.29-30. 25. Капустин А.А. Количественная оценка<br />
голографических интерферограмм с помощью спекл-интерферометрии в прочностных<br />
исследованиях. – В кн.: Оптико-когерентные информационно-измерительные системы. –<br />
Харьков: ХАИ. – 1977. – С.149-154. 26. Артюхов В.П., Савченко В.И. Исследование<br />
распределения напряжений в элементах вырубных штампов методом фотоупругости // Кузнечноштамповочное<br />
производство. – 1970. – № 1l. – С.24-26. 27. Зенкевич О.К. Метод конечных<br />
элементов в технике. – М.: Мир, 1975. – 541 с. 28. Ткачук Н.А. Методы исследования<br />
прочностных и жесткостных характеристик элементов технологических систем. В сб.: Динамика<br />
и прочность машин: ХГПУ. –1997. – Вып.55. – С.194-204. 29. Лурье А.И. Теория упругости. – М.:<br />
Наука, 1970. – 940 с. 30. Кравчук А.С. К задаче Герца для линейно- и нелинейно-упругих тел<br />
конечных размеров // Прикл. мат. и мех. – 1977. –Т.41.– Вып.2. – С.329–337. 31. Кравчук А.С.<br />
Постановка задачи о контакте нескольких деформируемых тел как задачи нелинейного<br />
программирования // Прикл. мат. и мех. – 1978. –Т.42.– Вып.3. – С.466–474. 32. Джонсон К.<br />
Механика контактного взаимодействия. – М.: Мир, 1989. – 510 с.<br />
Поступила в редколлегию 10.04.08
УДК 539.3<br />
Н.Н. ТКАЧУК, аспирант каф. ДПМ, НТУ „ХПИ”<br />
МОДЕЛИРОВАНИЕ КОНТАКТНОГО ВЗАИМОДЕЙСТВИЯ<br />
ЭЛЕМЕНТОВ СИЛОВЫХ ЦЕПЕЙ<br />
В роботі обґрунтовано застосування методики аналізу та синтезу деталей з кінематично<br />
генерованими поверхнями для розрахунку напружено-деформованого стану ланок силових<br />
ланцюгів. Побудовано деталізовану модель сегмента ланцюга, що застосовується в шахтних<br />
конвеєрах, за допомогою якої досліджено її розтягнення поздовжнім зусиллям.<br />
In the paper application of one method for synthesis and analysis of machines parts with kinematically<br />
generated surfaces to chain links stress-strain state determination is grounded. A detailed model of a<br />
chain segment is build and employed to investigate its tension by an axial force.<br />
Введение. Одним из видов машиностроительных изделий, элементы<br />
которых имеют кинематически генерируемые поверхности (КГП) [1, 2]<br />
являются горные круглозвенные цепи [3]. Они применяются в шахтных<br />
конвейерах и являются ответственными компонентами данного типа горного<br />
оборудования, к которым предъявляются повышенные требования прочности,<br />
надежности и долговечности. Основными проблемными вопросами,<br />
возникающими при их проектировании, изготовлении и применении в<br />
приводах, являются:<br />
• обоснование конструктивных параметров по кинематическим и<br />
прочностным критериям;<br />
• обоснование выбора материала для изготовления звеньев цепи и<br />
режимов их термообработки;<br />
• назначение допустимых режимов эксплуатации конвейеров, в<br />
которых применяются цепи той или иной спецификации.<br />
Эти задачи необходимо решать с учетом наличия сложившейся до<br />
настоящего времени унификации этого типа изделий. Конструкторы<br />
вынуждены обеспечивать требуемые эксплуатационные характеристики<br />
приводов конвейеров, будучи ограниченными стандартными размерами и<br />
номенклатурой применяемых в них цепей. В связи с этим возникает<br />
потребность в расчете их нагрузочной способности и определения запасов<br />
прочности. Эти характеристики являются определяющими при принятии<br />
рациональных решений оснащения и технологии изготовления шахтных<br />
конвейеров.<br />
Достоверные результаты возможно получить лишь в рамках<br />
исследования напряженно-деформированного состояния (НДС) звеньев<br />
рассматриваемых цепей с учетом их контактного взаимодействия. Методика<br />
синтеза и анализа тел с КГП, предложенная в работах [1-2], дает возможность<br />
организовывать исследовательский цикл для данного класса объектов и
создавать специализированные средства моделирования, позволяющие<br />
оперативно решать поставленные выше задачи.<br />
В данной работе предлагается реализация этого подхода для<br />
исследований силовых цепей, результаты которых представлены на частном<br />
примере расчета одной круглозвенной цепи.<br />
Постановка задачи. Рассматривается круглозвенная цепь 30x108 [3, 4],<br />
форма звеньев которой представлена на рис. 1. Предназначена она для<br />
передачи<br />
продольных<br />
растягивающих<br />
усилий,<br />
принимающих значительные<br />
величины. Это выдвигает<br />
А-А<br />
В-В<br />
определенные требования к ее<br />
нагрузочной способности, которые<br />
можно сформулировать в виде<br />
прочностных критериев. В то же<br />
время сочленения звеньев типа<br />
цепи должны обладать некоторой<br />
Рис. 1. степенью подвижности, что<br />
Круглозвенная является<br />
определяющим<br />
цепь кинематическим критерием.<br />
Приведенные на рис. 1 геометрические параметры им заведомо<br />
удовлетворяют, а поэтому в рамках данного исследования анализ проводится<br />
исключительно по прочностным критериям.<br />
Интерес представляют интегральные прочностные характеристики,<br />
основными из которых являются предельная нагрузка и остаточное<br />
удлинение звеньев. Наряду с этим необходимо установить основные<br />
закономерности их деформирования и взаимодействия, а также указать зоны,<br />
в которых следует ожидать начала разрушения.<br />
Целью работы является построение модели, позволяющей получать<br />
перечисленные выше интересующие проектировщика результаты, и<br />
проведение с ее помощью анализа модельной задачи оценки контактного<br />
взаимодействия и деформирования звеньев цепи, изображенной на рис. 1.<br />
Построение моделей. При выборе методов исследования напряженнодеформированного<br />
состояния и построения расчетных моделей звеньев<br />
силовых цепей необходимо принимать во внимание следующие факторы:<br />
1) происходит контакт тел с поверхностями сложной формы;<br />
2) первоначальный зазор между ними мал, и в их сопряжении возникает<br />
большое контактное пятно, размеры которого сравнимы с толщиной звеньев и<br />
радиусами кривизн их поверхностей;<br />
3) при передаче больших усилий в телах развиваются большие<br />
деформации;<br />
4) наряду с этим возможно пластическое деформирование материала.<br />
Ряд особенностей объекта исследования, тем не менее, упрощает создание<br />
расчетной модели. К ним относятся: наличие симметрии как всей цепи, так и<br />
усилий, действующих на каждое ее отдельное звено; эквивалентность в пределах<br />
нагрузочной способности цепи ее силового нагружения в продольном<br />
направлении кинематическому (при простом нагружении относительное<br />
удлинение участка цепи является строго монотонной функцией усилия, которым<br />
он нагружен).<br />
Это позволяет ограничиться моделированием<br />
лишь малого сегмента цепи, изображенного на рис. 2,<br />
ограниченного четырьмя плоскостями симметрии<br />
всей цепи и отдельных ее звеньев. Тот факт, что<br />
сечения, принадлежащие этим плоскостям, при<br />
нагружени остаются плоскими, учитывается при<br />
задании граничных условий.<br />
В рамках применяемой методики построение<br />
модели сопряжено с выполнением цикла исследований,<br />
результаты которых позволяют уточнить ее параметры<br />
(размеры и тип конечных элементов (КЭ), степень<br />
сгущения сетки в сопряженных поверхностях звеньев,<br />
способ описания их контакта) и вывить общие<br />
закономерности деформирования моделируемого участка<br />
цепи (конфигурация пятна контакта, характер изгиба<br />
прямых участков звеньев, расположение зон, в которых<br />
материал цепи испытывает повышенные напряжения и<br />
растяжения).<br />
Исходя из этих данных была построена<br />
детализированная конечно-элементная модель (КЭМ),<br />
изображенная на рис. 3, с использованием гексагонального<br />
элемента SOLID95 с промежуточными узлами. Сгущение<br />
сетки осуществлялось на внутренних участках<br />
тороидальных поверхностей звеньев, примыкающих к точке<br />
первоначального контакта (см. рис. 3). Для описания<br />
контакта задавалась симметрическая контактная пара, что<br />
позволило сохранить в модели объективное равноправие<br />
Рис. 2.<br />
Моделируемый<br />
сегмент цепи<br />
Рис. 3.<br />
Конечноэлементно<br />
е разбиение<br />
моделируемого<br />
сегмента<br />
звеньев. Для учета возможности распространения контакта на поверхности прямых<br />
участков звеньев в контактную пару дополнительно было включено большое число<br />
элементов, расположенных на внешних поверхностях звеньев и на их прямых<br />
участках (рис. 4). Всего в данной модели содержится 24565 конечных элементов, в<br />
том числе 5856 контактных, а также 83276 узлов.<br />
Результаты расчетов. Первоначально с<br />
помощью этой КЭМ был выполнен расчет для<br />
случая однородного упругого материала звеньев<br />
с параметрами: модуль упругости Е = 200 ГПа,<br />
коэффициент Пуассона ν = 0,3. Его целью<br />
является установление качественного характера<br />
деформирования звеньев, а результаты служат<br />
Рис. 4. Симметрическая<br />
контактная пара в сопряжении
первым приближением, позволяющим затем установить влияние пластического<br />
деформирования на перераспределение усилий в звеньях цепи и контактных<br />
давлений на их поверхностях.<br />
Исходя из отмеченной выше эквивалентности кинематического и силового<br />
способов нагружения, в данном расчете задавалось удлинение участка цепи,<br />
значение которого составляли 1 мм, 2 мм и 4 мм. При столь большом<br />
растяжении звенья заведомо выходят за пределы области упругого<br />
деформирования, что подтверждается изображенными на рис. 5<br />
распределениями эквивалентных напряжений, полученными для<br />
рассматриваемых вариантов нагружения. Даже эти оценочные картины<br />
позволяют выделить общую закономерность: зона с максимальными<br />
эквивалентными напряжениями перемещается из центральной части<br />
подповерхностного слоя (рис. 5, а) к боковым участкам звеньев и выходит при<br />
этом на их поверхность (рис. 5, а, б).<br />
Рис. 6. Распределение первых главных деформаций при удлинении моделируемого<br />
сегмента, равном 1 мм (а), 2 мм (б) и 4 мм (в)<br />
Эту картину дополняют распределения максимальных положительных<br />
деформаций (рис. 6). Они принимают большие значения на внешней<br />
поверхности звеньев в районе точки, диаметрально противоположной точке<br />
первоначального касания. Однако наибольшие растяжения возникают на<br />
внутренней части поверхности звеньев в районе перехода их круглого участка<br />
в прямой (см. рис. 6).<br />
Эти закономерности объясняются характером изгиба звеньев и<br />
распределения контактных давлений (рис. 7). Прямой участок звена и<br />
центральная часть его круглого участка испытывают изгиб в различных<br />
направлениях (рис. 8). Поэтому на прямом участке наиболее растянутыми<br />
оказываются те слои поперечного сечения, которые расположены ближе к<br />
продольной оси звена, в то время как на круглом участке растянутыми<br />
являются его внешние слои, что и объясняет характер распределения<br />
положительных главных деформаций. В точках их максимума растяжение и<br />
изгиб звена складывается с положительными поверхностными<br />
деформациями, возникающими вблизи границы пятна контакта (см. рис. 7).<br />
а б в<br />
Рис. 5. Распределение эквивалентных напряжений по Мизесу при удлинении<br />
моделируемого сегмента, равном 1 мм (а), 2 мм (б) и 4 мм (в)<br />
а<br />
б<br />
Рис. 7. Распределение контактных<br />
давлений при удлинении<br />
моделируемого сегмента,<br />
равном 1 мм (а), 2 мм (б) и 4 мм (в)<br />
а б в<br />
в
Особенностью распределения контактных давлений является то, что с<br />
увеличением нагружения пятно контакта расширяется преимущественно в двух<br />
направлениях плоскостей симметрии. Объясняется это как тем, что в этих<br />
направлениях зазор между поверхностями контактирующих тел минимален, так<br />
и тем, что вследствие изгиба звеньев они обжимают друг друга, а это еще больше<br />
уменьшает зазор между ними в указанных направлениях.<br />
Данная закономерность выражается в том, что образуется два максимума<br />
контактных давлений, расходящихся в боковых направлениях. Вызванные ими<br />
большие касательные напряжения в<br />
районе точек выхода звеньев из<br />
контакта наряду с растягивающими<br />
напряжениями, действующими на<br />
внутренней поверхности звеньев в этом<br />
же районе, и служат причиной<br />
возникновения концентрации<br />
эквивалентных напряжений, показанные<br />
на рис. 5, б, в. Разумеется, что это<br />
объяснение становится справедливым<br />
только при достаточно больших<br />
нагрузках (в данном случае, лишь для<br />
значений удлинения моделируемого<br />
участка, равных 2 мм и 4 мм).<br />
Проверка и анализ построенной модели на тестовой задаче позволил<br />
произвести основной расчет в наиболее полной постановке. Поскольку<br />
предварительные оценки показали, что звенья деформируются за пределами<br />
упругости (см. рис.5), в расчете была принята модель пластического<br />
поведения тел, соответствующая свойствам материалов, применяемых для<br />
изготовления конвейерных цепей: вязких хроммолибденовых сталей.<br />
Параметры кривой билинейного упрочнения были приняты следующими:<br />
предел текучести σ<br />
т<br />
= 800 МПа, пластически модуль Е<br />
т<br />
= 2 ГПа (рис. 9).<br />
Поскольку внутри рассматриваемого цикла нагружение не изменяет своего<br />
знака, оправданным является применение<br />
модели изотропного упрочнения. Кроме того,<br />
в данной модели учитывается геометрическая<br />
нелинейность, связанная с большими<br />
перемещениями и деформациями материала.<br />
В модельной постановке предполагается,<br />
что разрушение материала начинается при<br />
достижении в некоторой точке критического<br />
значения положительных локальных<br />
деформаций<br />
ε<br />
кр<br />
. Поскольку<br />
кр<br />
ε зависит от<br />
сорта стали и ее термообработки и может<br />
значительно различаться, был промоделирован<br />
Рис. 8. Характер изгиба звена:<br />
конечноэлементная сетка<br />
моделируемого участка в исходном<br />
и деформированном состояниях<br />
Рис. 9. Модель<br />
билинейного упрочнения<br />
принятого для материала<br />
цепи<br />
большой цикл нагружения рассматриваемого участка, состоящий из<br />
растяжения до принятия им удлинения 15 мм, что соответствует<br />
относительному удлинению порядка 14%. Этот цикл заведомо содержит<br />
момент разрушения, т.к. для большинства применяемых при изготовлении<br />
цепей сталей предельное растяжение составляет порядка 10%.<br />
В дополнение также был рассчитан этап разгрузки моделируемого участка<br />
после указанного растяжения. Несмотря на то, что возникновение пластических<br />
деформаций приводит к перераспределению напряжений, качественная картина<br />
изменения НДС звеньев цепи с увеличением нагрузки остается подобной той, что<br />
была установлена для случая линейно-упругого материала.<br />
Таблица 1<br />
Картины изменения НДС при малых удлинениях<br />
моделируемого сегмента цепи<br />
Удлинение,<br />
мм<br />
Напряжения<br />
по Мизесу*<br />
Удлинение,<br />
мм<br />
0.5 2.5<br />
Напряжения<br />
по Мизесу*<br />
Примечание: * - шкала эквивалентных напряжений<br />
В табл. 1, 2<br />
приведены<br />
распределения<br />
эквивалентных<br />
напряжений и первых<br />
главных деформаций<br />
при различных<br />
значениях удлинения<br />
моделируемого<br />
сегмента цепи. Зона<br />
концентрации<br />
напряжений смещается<br />
к краям круговых<br />
участков звена (см.<br />
табл.1), а вместе с ней<br />
расширяется область<br />
пластических<br />
деформаций. При этом<br />
положение точки<br />
максимума<br />
положительных деформаций с некоторого момента остается практически<br />
неизменным: наибольшее растяжение происходит в точках на внутренней<br />
стороне звена на небольшом удалении от его прямого участка (см. табл.1).<br />
Эту область можно указать как наиболее вероятное место начала разрушения,<br />
поскольку с ростом нагрузки именно там впервые будут достигнуты<br />
предельные деформации.<br />
Таблица 2<br />
Картины изменения НДС с увеличением удлинения моделируемого сегмента цепи<br />
Удлинение, Напряжения<br />
Первые главные деформации**<br />
мм<br />
по Мизесу*<br />
1 2 3
5.3125<br />
15<br />
Продолжение табл. 2<br />
1 2 3<br />
Примечание: * - шкала эквивалентных напряжений<br />
** - шкала первых главных деформаций<br />
7<br />
9.531<br />
12.062<br />
Для того чтобы для<br />
заданных значений<br />
предельных деформаций<br />
установить величину<br />
усилия, которое приведет<br />
к разрушению звена,<br />
необходимо<br />
воспользоваться<br />
зависимостью<br />
максимальных<br />
положительных главных<br />
деформаций от значения<br />
действующей на цепь<br />
нагрузки. Ее график<br />
приведен на рис. 10. На<br />
нем (помимо основного<br />
цикла нагружения) также<br />
представлен и участок<br />
разгрузки. Вместе с этим<br />
на графике изображена<br />
кривая относительных<br />
удлинений цепи. Локальные<br />
деформации в зоне их<br />
концентрации почти в 2 раза<br />
превышают среднее удлинение<br />
всего участка цепи: при<br />
развитых пластических<br />
деформациях их отношение<br />
составляет 1,8-1,9.<br />
Рис. 10. Зависимость максимальных главных<br />
деформаций ( ) и относительного удлинения<br />
цепи ( ) от величины растягивающего усилия<br />
Рис. 11. Связь между удлинением<br />
моделируемого сегмента цепи и величиной<br />
продольного усилия Р при пластическом ( )<br />
и линейно-упругом ( ) поведении материала
Значения растягивающих усилий, отложенные на рис. 10 по оси абсцисс,<br />
получены как суммарные реакции в сечениях на различных этапах<br />
кинематического нагружения. Результаты их вычисления отражены в<br />
диаграмме на рис. 11, устанавливающей взаимнооднозначную связь между<br />
удлинением моделируемого участка цепи по мере его увеличения от 0 мм до 15<br />
мм с величиной продольного усилия. Следует отметить нелинейность этой<br />
зависимости, связанную с наличием в системе контакта и пластического<br />
поведения материала.<br />
Влияние последнего фактора можно оценить, сравнив приведенную<br />
кривую с аналогичной, построенной по ранее полученным результатам для<br />
линейно-упругого деформирования цепи и также приведенной на рис. 11. С<br />
развитием пластических деформаций и переходом их на прямой участок звена<br />
малое приращение растягивающего усилия приводит к значительному<br />
удлинению цепи, т.к. при этом падает сопротивляемость изгибу сечения.<br />
Увеличение шага, равного расстоянию между точками сочленения ее звеньев,<br />
происходит за счет изгиба его круглых участков и растяжения их внутренних<br />
поверхностей (см. рис. 8).<br />
Большие пластические деформации также сказываются и на характере<br />
контактного<br />
взаимодействия. Из-за<br />
их появления<br />
происходит<br />
перераспределение<br />
напряжений, в<br />
результате чего<br />
снижаются и<br />
контактные давления.<br />
Их максимальные<br />
значения оказываются<br />
намного ниже<br />
полученных ранее в<br />
оценочном расчете с<br />
упругим поведением<br />
материала, а также<br />
предсказываемых<br />
Рис. 12. Изменение величины максимальных<br />
теорией Герца (рис. контактных давлений с увеличением нагрузки:<br />
12). Более того, в<br />
оценка по Герцу ( ), модель с упругим<br />
отличие от упругого<br />
материалом ( ), модель с пластическим<br />
случая максимальные<br />
материалом ( )<br />
контактные давления<br />
перестают расти при достижении определенного значения растягивающего<br />
усилия и не являются монотонной функцией нагрузки Р.<br />
Продемонстрируем применение построенных зависимостей на одном<br />
примере расчета, производимого с их помощью. Рассмотрим цепь,<br />
изготовленную из материала, предельная деформация которого ε<br />
кр<br />
составляет<br />
15%. Для нее, используя диаграмму рис. 10, можем в рамках принятой модели<br />
разрушения ценить разрушающее усилие в 790 кН (79 т). Это означает, что<br />
согласно зависимости, приведенной на рис. 11, перед разрушением цепь<br />
примет окончательное удлинение около 8,9 %.<br />
Заключение. В рамках цикла исследований была построена<br />
детализированная модель участка цепи, подвергаемого продольному<br />
растяжению. В модели учитывается существенно нелинейный характер<br />
процессов: наличие контакта поверхностей сложной формы, пластическое<br />
поведение материала, наличие больших деформаций. С ее помощью были<br />
установлены особенности деформирования звеньев цепи и было дано их<br />
качественное и количественное обоснование.<br />
Анализ результатов решения модельной задачи позволяет сделать<br />
следующие выводы:<br />
• в звеньях цепи реализуется сложное трехмерное напряженнодеформированное<br />
состояние.<br />
• имеет место сложная конфигурация формы контактных пятен и<br />
распределения контактных давлений;<br />
• область контакта характеризуется неоднородным распределением<br />
локальных напряжений и деформаций, имеющих при больших нагрузках<br />
концентрацию на внутренней поверхности звена цепи вблизи границы пятна<br />
контакта;<br />
• перед разрушением цепь принимает относительное удлинение,<br />
приближенно равное половине значения предельной локальной деформации<br />
материала, из которого она изготовлена.<br />
Предложенный подход предоставляет возможности корректного<br />
решения задач анализа контактного взаимодействия и напряженнодеформированного<br />
состояния элементов силовых цепей при их<br />
проектировании, выборе материала, режимов термообработки, а также при<br />
определении предельных режимов эксплуатации. Основным преимуществом<br />
описанной модели является комплексный учет геометрической нелинейности,<br />
пластичности, контактного взаимодействия, что отличает ее от ранее<br />
использованных методик расчета. Полученные результаты могут быть<br />
внедрены в практику проектирования различных машин, содержащих в<br />
качестве рабочего органа силовые цепи.<br />
Список литературы: 1. Ткачук Н.Н. Оценка контактных напряжений в сопряжении<br />
сложнопрофильных деталей // Вестник НТУ “ХПИ”. Тем. вып.: Машиноведение и САПР. –<br />
Харьков: НТУ “ХПИ”. – 2006. – Вып. 24. – С.138-152. 2. Ткачук Н.Н. Особенности построения<br />
дискретных моделей тел с кинематически генерируемыми поверхностями // Вестник НТУ<br />
“ХПИ”. Тем. вып.: Машиноведение и САПР. – Харьков: НТУ “ХПИ”. – 2006. – Вып. 33. – С.133-<br />
152. 3. Александров М.П. Подъемно-транспортные машины: Учебник для вузов. – М.: Высш. шк.,<br />
1985. – 520 с. 4. Шеффлер. М., Патер Г., Курт Ф. Основы и конструирование подъемнотранспортных<br />
машин. – М. Машиноведение, 1980. – 258 с.<br />
Поступила в редколлегию 08.04.2008
УДК 519.2 : 621.658.512<br />
Р.М. ТРИЩ, зав. каф. охраны труда, Украинская<br />
инженерно-педагогическая академия, г. Харьков,<br />
А.Н. КУЦЫН, президент „Автрамат”, з-д „Поршень”,<br />
М.В. ШАБАЛДАС, вед. инж. НПП „Метрология”<br />
ОПРЕДЕЛЕНИЕ МОДЕЛИ ПОКАЗАТЕЛЕЙ КАЧЕСТВА<br />
ИЗДЕЛИЙ КАК СЛУЧАЙНОЙ ВЕЛИЧИНЫ<br />
Знання закону розподілу випадкових величин розсіювання показників якості виробів є важливим,<br />
оскільки це дає можливість управляти якістю за малими вибірками. Для перевірки адекватності<br />
моделі пропонується використовувати чуттєву характеристику. На масових експериментах<br />
перевірено відповідність законів розподілу певним видам механічної обробки.<br />
Knowledge of distribution law of random quantities of dispersion of indexes of quality of wares is<br />
important, because it enables to manage quality at small samples. For verification of model adequacy it<br />
is suggested to use sensitive description. The accordance of distribution laws to the certain types of<br />
machining is tested on mass experiments.<br />
1. Введение. Машиностроение характеризуется постояннным<br />
увеличением точности размеров, формы и взаимного расположения<br />
поверхностей собираемых деталей. В соответствии с этим быстро растет<br />
точность машин и приборов. В настоящее время для традиционной обработки<br />
резанием характерны прецизионные координатно-расточные и координатношлифовальные<br />
станки, оборудование для суперфиниша. Точные измерения<br />
проводят с помощью электрофизических микрометров, широко используют<br />
оптические компараторы. Для точной обработки резанием применяют<br />
прецизионные алмазно-шлифовальные станки и шлифовальные станки особо<br />
высокой точности. Для контроля параметров точности используют лазерную<br />
измерительную аппаратуру и оптические приборы. Для сверхточной<br />
обработки резанием применяют доводочные и полировальные станки особо<br />
высокой точности. Контроль деталей проводят с помощью электронной<br />
микроскопии и электронно-лучевой дифракционной аппаратуры.<br />
Высказывается прогноз дальнейшего повышения точности (точность свыше<br />
0,001 мкм) за счет использования ионно-лучевой обработки с контролем с<br />
помощью рентгеновской аппаратуры и специальных анализаторов.<br />
Это требует не только высокоорганизованного производства, но и<br />
стройной математической теории, обеспечивающей основу обеспечения<br />
высокой точности. Важное место в математической теории точности<br />
занимают законы распределения случайных величин показателей точности и<br />
методы решения практических задач с их использованием. К настоящему<br />
времени, в промышленности имеется множество исследований, которые<br />
показали, что распределение действительных размеров деталей,<br />
изготовленных на настроенных станках, могут подчиняться различным<br />
153<br />
законам.<br />
2. Оценивание распределения. Применяемый подход для определения<br />
закона распределения сводится к расчету параметров эмпирического<br />
распределения и принятию их в качестве оценок параметров генеральной<br />
совокупности с последующей проверкой сходимости эмпирического<br />
распределения с предполагаемым теоретическим распределением. Для<br />
проверки гипотез в математической статистике существует масса<br />
разнообразных критериев. Можно указать такие, как критерий Колмогорова,<br />
χ 2 Пирсона, ω 2 Мизеса и др. Использование классических критериев согласия<br />
позволяет решить только задачу: противоречит или нет та или иная гипотеза<br />
экспериментальной функции распределения. Недостатком такого подхода<br />
является то, что непротиворечие не всегда доказывает адекватность. Поэтому<br />
для выяснения адекватности модели распределения целесообразно<br />
использовать специальные эмпирические характеристики, чувствительные к<br />
функции распределения.<br />
Для оценки адекватности модели применялась чувствительная „λ –<br />
характеристика”. Известно [1, 2], что оценка „λ – характеристики”<br />
подвержена большим случайным вариациям, особенно к концу испытаний,<br />
когда число объектов остается невелико. Поэтому для достоверной оценки „λ<br />
– характеристики” необходимо располагать большой выборкой.<br />
Существует еще одна чувствительная характеристика – „μ –<br />
характеристика”, форма которой установленная по опытным данным,<br />
является одним из существенных оснований для выбора того или иного<br />
аналитического типа функции распределения. Оценка „μ – характеристики”<br />
имеет существенно меньшие случайные флюктуации, чем вычисленная по<br />
тем же данным оценка „λ – характеристики”. Это объясняется лучшими<br />
статистическими свойствами оценок суммы по сравнению с оценками<br />
частностей. Более того, оценка „μ – характеристики” достаточно<br />
чувствительная к правому „хвосту” распределения, что важно для<br />
исследований ограниченных справа моделей.<br />
Пусть проводится n испытаний, тогда при значении r ≥ 0 останется<br />
примерно n · Р(R ≥ r) значений, которые примут свои значения больше, чем r,<br />
а к значению r+τ – n·P(R ≥ r + τ). Отношение этих количеств дает условную<br />
вероятность того, что значения превышают τ, при условии, что эти значения<br />
были при r<br />
P(R<br />
≥ r + τ)<br />
P(R ≥ τ ׀ r) =<br />
. (1)<br />
P(<br />
R ≥ r)<br />
Находим μ(r), интегрируя выражение (1) в [r, ∞ ]:<br />
μ(r ) =<br />
∞<br />
∫<br />
0<br />
1−<br />
F(<br />
r + τ)<br />
1<br />
dτ =<br />
1−<br />
F(<br />
r)<br />
1−<br />
F(<br />
r)<br />
154<br />
∞<br />
∫<br />
r<br />
(1 − F(<br />
z))<br />
dz . (2)<br />
Если „λ – характеристика” – возрастающая, то ln (1 – F(r)) – выпуклая
функция, откуда следует:<br />
1<br />
μ(r ) < .<br />
λ(<br />
r)<br />
(3)<br />
В случае, когда плотность распределения модели унимодальна<br />
1<br />
(одновременна), то для r справедливо неравенство μ(r ) > . Из этих<br />
2 λ(<br />
r)<br />
двух неравенств следует, что, если λ(r) → ∞, (r → ∞), то μ (r) → 0.<br />
Если продифференцировать выражение (2), то получается<br />
дифференциальное уравнение:<br />
μ ' (r) = -1 + λ(r) μ(r ). (4)<br />
Если λ(r) – возрастающая функция, то в силу неравенства (3) λ(r) μ(r) < 1<br />
и, следовательно, из (4) μ ' (r) < 0, т.е. μ(r) убывает с ростом r. При малых r, μ(r)<br />
нечувствительна к типу распределения. Действительно,<br />
≈<br />
µ (0) −<br />
1<br />
µ ( r)<br />
=<br />
1−<br />
F(<br />
r)<br />
r<br />
∫<br />
0<br />
∞<br />
∫<br />
r<br />
'<br />
[ 1−<br />
F(0)<br />
− F (0) z]<br />
'<br />
1−<br />
F(0)<br />
− F (0) r<br />
≅ µ (0) −<br />
[ 1−<br />
F(<br />
z)<br />
]<br />
dz =<br />
µ (0) −<br />
∫[ 1−<br />
F(<br />
z)<br />
]<br />
1−<br />
F(<br />
r)<br />
2<br />
dz<br />
' r<br />
µ (0) − r + F (0)<br />
2 ( µ (0) − r)(1<br />
+ λ(0)<br />
r)<br />
=<br />
≅<br />
≅<br />
2 2<br />
1− λ(0)<br />
r 1− λ (0) r<br />
[ 1− λ(0)<br />
µ (0)] r,<br />
( r ≤ µ (0)).<br />
При малых r, μ(r) убывает (0 ≤ λ(0) μ(0) < 1) линейно, независимо от<br />
закона распределения.<br />
Для нахождения эмпирической оценки µ ~ ( r ) достаточно предложить<br />
различные формулы для определения площади под кривой 1 – F(r) на малом<br />
отрезке [r i ; r i+1 ]. Применяя формулу трапеций [3], имеем:<br />
где<br />
что<br />
F<br />
~ 1<br />
( r ) =<br />
∑<br />
i<br />
n j<br />
n j=<br />
1<br />
Имея величины<br />
i<br />
n<br />
∑ r(<br />
i )<br />
n i=<br />
1<br />
r<br />
0<br />
dz<br />
ri<br />
⎡ +<br />
= ∫ + 1<br />
F<br />
~<br />
( r ) F<br />
~<br />
( r<br />
i+<br />
1 i ⎢<br />
⎣ 2<br />
⎤<br />
[ −<br />
~<br />
i i<br />
1 F(<br />
z)<br />
] dz ≅ ( r − r ) 1−<br />
⎥ ⎦<br />
+<br />
∆<br />
~ 1<br />
Si<br />
ri<br />
и n j – число значений точки r j .<br />
≈<br />
)<br />
, (5)<br />
∆ S ~<br />
i<br />
, нетрудно вычислить „μ – характеристику”, помня,<br />
µ ~ 1<br />
(0) = – это среднее значение. Тогда эмпирическая оценка „μ –<br />
характеристики” имеет вид:<br />
µ ~ ( r<br />
( i)<br />
n<br />
µ ~ (0) −<br />
~<br />
∑∆Si<br />
i= 1<br />
) =<br />
1−<br />
F<br />
~<br />
(6)<br />
( r )<br />
Еще один подход к эмпирической оценке „μ – характеристики”<br />
основывается на определении этой характеристики [2]. А именно, если в<br />
нашем распоряжении имеются данные порядковых статистик r (1) , …, r (n) , то<br />
эмпирическая оценка „μ – характеристики” получается так. Подсчитываются<br />
величины<br />
τ )<br />
( i)<br />
( j)<br />
0 ( ri<br />
= τ j − ri<br />
. (7)<br />
для тех значений τ j , которые не меньше, чем r i . Пусть таких величин N.<br />
Тогда (с небольшим смещением)<br />
N<br />
1 ( jk<br />
)<br />
µ ( r)<br />
≈ τ(<br />
ri<br />
) = ∑τ0 ( ri<br />
) . (8)<br />
N k=<br />
1<br />
Итак, имеются две оценки „μ – характеристики” (6) и (8), с помощью<br />
которых можно проверить распределение на адекватность.<br />
3. Методика оценивания распределения. Подшипник качения<br />
является наиболее распространенным сборочным узлом в машиностроении и<br />
от его точности зависит качество машин. Кроме этого, к деталям подшипника<br />
качения (наружное кольцо, внутреннее кольцо, шарики или ролики)<br />
предъявляются высокие требования к точности их изготовления. Точность<br />
изготовления деталей определяет класс точности подшипника. Для оценки<br />
точности изготовления деталей подшипников качения проводились<br />
исследования на ОАО “Харьковский подшипниковый завод”, где был<br />
проведен статистический анализ точности обрабатываемых деталей – колец<br />
подшипника. Было проконтролировано по 200 деталей разных квалитетов<br />
точности. Действительные значения подвергались оценке на адекватность с<br />
использованием критерия согласия Пирсона. Анализ показал согласованность<br />
рассеивания действительных значений предполагаемым законам<br />
распределения.<br />
Методика оценки модели точности изготовления на адекватность<br />
заключается в следующем:<br />
1. Проводим измерения действительных размеров деталей,<br />
изготовленных при определенных условиях, не меняя технологии. Таких<br />
измерений должно быть достаточно много.<br />
2. Строим графики теоретической „μ – характеристики”, используя<br />
эмпирические значения, для оценки параметров распределений; „μ –<br />
характеристики” определяются по формулам:<br />
для закона равной вероятности –<br />
155<br />
156
2 2<br />
2 2<br />
х 1 ⎛ b − a<br />
x − a ⎞<br />
µ ( ) =<br />
b x a<br />
a < x b<br />
b x<br />
⎜ − ( − ) +<br />
⎟,<br />
−<br />
< ;<br />
⎝ 2<br />
2 ⎠<br />
для закона Симпсона –<br />
⎧<br />
2<br />
3<br />
( b − a)<br />
⎡a<br />
+ b 2( x − a)<br />
⎤ a + b<br />
⎪<br />
⎢ − ( x − a)<br />
+ ⎥,<br />
a < x ≤<br />
2<br />
2<br />
2<br />
⎪(<br />
b − a)<br />
− 2( x − a)<br />
⎣ 2<br />
3( b − a)<br />
⎦ 2<br />
µ ( x)<br />
= ⎨<br />
2<br />
⎪ 1 ⎡(<br />
a + b)(<br />
b − a)<br />
2 3 1<br />
3⎤<br />
a + b<br />
⎪ ⎢<br />
− ( b − x)<br />
+ ( b − a)<br />
⎥,<br />
< x ≤ b<br />
2<br />
⎩2(<br />
b − x)<br />
⎣ 2 3 12 ⎦ 2<br />
и для нормального закона распределения –<br />
⎡∞⎛<br />
µ ( x)<br />
= ⎢ ⎜<br />
⎢ ⎜<br />
x<br />
⎣ ⎝<br />
∞<br />
∫∫<br />
z<br />
e<br />
2<br />
1 ⎛ x−a<br />
⎞<br />
− ⎜ ⎟<br />
2⎝<br />
σ ⎠<br />
⎞ ⎤<br />
dx<br />
⎟ ⎥<br />
⎟<br />
dz /<br />
⎥<br />
⎠ ⎦<br />
∞<br />
∫<br />
x<br />
e<br />
1 ⎛ x−a<br />
2<br />
⎞<br />
− ⎜ ⎟<br />
2 ⎝ σ ⎠<br />
dx .<br />
3. Выстраиваем все значения в порядке возрастания, разбиваем величину<br />
размаха на 3 n интервалов и считаем частоту попадания в каждый интервал.<br />
4. По формулам (6) и (8) определяем эмпирическое значение „μ –<br />
характеристики” для каждого интервала.<br />
5. Сравниваем эмпирические значения с теоретическими „μ –<br />
характеристиками” для различных законов распределения.<br />
6. Делаем вывод о близости эмпирических значений с теоретической „μ<br />
– характеристикой”.<br />
СПИСОК ЛИТЕРАТУРЫ: 1. ЛАМНАУЭР Н.Ю., ТРИЩ Р.М. МОДЕЛЬ ПОЛЯ<br />
РАССЕИВАНИЯ ПОГРЕШНОСТЕЙ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ И ОШИБКИ ВЗАИМНОГО<br />
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ // ВЕСТНИК НТУ „ХПИ”. – 2004. – № 44.– С.106-110. 2.<br />
ГЕРЦБАХ И.Б., КОРДОНСКИЙ Х.Б. МОДЕЛИ ОТКАЗОВ. – М.: СОВЕТСКОЕ РАДИО, 1966. –<br />
166 С. 3. БЕРМАНТ А.Ф., АРМАНОВИЧ И.Г. КРАТКИЙ КУРС МАТЕМАТИЧЕСКОГО<br />
АНАЛИЗА ДЛЯ ВУЗОВ. – М.: НАУКА, 1966. – 736 С.<br />
Поступила в редколлегию 08.04.08<br />
СОДЕРЖАНИЕ<br />
В.И. АЛЕХИН, О.В. АКИМОВ, А.П. МАРЧЕНКО, А.А. РЕБИК Научные<br />
методы модернизации технологии изготовления отливок блок-картера<br />
цилиндров DAEWOO SENS…………………………………………….…………….. 3<br />
И.В. АРТЕМОВ, В.А. ШКОДА Анализ конструкций установок для срезки<br />
излишков смеси с литейных полуформ…………………………………………….… 7<br />
В.А. БОГУСЛАЕВ, М.Н. БАГМЕТ, О.В. ПОКАТОВ, В.А. МАТЮХИН<br />
Конструктивные параметры гибки……………………………………………………. 12<br />
Г.Д. ГРИЦЕНКО, А.В. ТКАЧУК, Н.А. ТКАЧУК, Е.В. ПЕЛЕШКО, С.Т.БРУЛЬ,<br />
А.В. ЛИТВИНЕНКО Применение специализированных систем<br />
автоматизированного анализа и синтеза сложных механических конструкций:<br />
определение напряженно-деформированного состояния и обоснование<br />
параметров…………………………………………............................................……… 17<br />
В.И. ГОЛОВЧЕНКО, Л.Е. ПОЛЕТУН, Н.Л. ИВАНИНА, И.В. БЕРДНИК<br />
Оптимизация конструкции упора рольганга транспортно-отделочной линии<br />
машины непрерывного литья заготовок ……………………………………………. 26<br />
Ю.Б. ГУСЕВ, А.Ю.ТАНЧЕНКО Обеспечение технического уровня<br />
сложных пространственных конструкций на основе моделирования<br />
физико-механических процессов на примере обоснования параметров<br />
мостового перегружателя…………………………………………………..………..... 34<br />
С.Н. КАВЕЦКИЙ Область существования планетарных механизмов АА и II со<br />
связанными и несвязанными колесами с учетом углов зацепления ………………. 47<br />
Б.І. КІНДРАЦЬКИЙ, О.О. ШПАК Динаміка приводу з кульковою запобіжною<br />
муфтою, оснащеною блокувальним пристроєм............................................................ 53<br />
Б.І. КІНДРАЦЬКИЙ, В.Т. ПАВЛИЩЕ, Р.Я. ПРЕДКО Про коливання<br />
самозатяжного кільця в автоматично регульованій пасовій передачі........................ 66<br />
Вісс. Гр. КЛИМЕНКО До побудови зони відчуження для системи об’єктів……… 72<br />
В.И. КОХАНОВСКИЙ, О.В. КОХАНОВСКАЯ Повышение эффективности<br />
светодиодного головного шахтного светильника на основе оптимизации<br />
его параметров…………………………………………………………………………. 84<br />
Т.В. ПОЛИЩУК Расчетно-экспериментальное исследование кинематики,<br />
нагружения и контактного взаимодействия элементов механизма наклона<br />
плавильной печи………………………………………………………………………... 101<br />
Н.А. ТКАЧУК, Г.Д. ГРИЦЕНКО, А.Н. ТКАЧУК, А.В. БОНДАРЕНКО,<br />
С.Т.БРУЛЬ Расчетно-экспериментальное обоснование параметров<br />
численных моделей элементов механических систем………………………………. 117<br />
Н.А. ТКАЧУК, А.Я. МОВШОВИЧ, А.Н. ТКАЧУК Технологические системы<br />
холоднолистовой штамповки: к вопросу обоснования расчетных схем элементов<br />
разделительных штампов………………………………………………………………. 126<br />
Н.Н. ТКАЧУК Моделирование контактного взаимодействия<br />
элементов силовых цепей…………………….………………………………………... 142<br />
Р.М. ТРИЩ, А.Н. КУЦЫН, М.В. ШАБАЛДАС Определение модели<br />
показателей качества изделий как случайной величины…………………………….. 153<br />
157<br />
4
НАУКОВЕ ВИДАННЯ<br />
ВІСНИК<br />
НАЦІОНАЛЬНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ<br />
„ХАРКІВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ”<br />
Тематичний випуск<br />
“МАШИНОЗНАВСТВО та САПР”<br />
Збірник наукових праць<br />
№ 14<br />
Науковий редактор<br />
Ткачук М.А.<br />
Технічний редактор<br />
Ткачук Г.В.<br />
Відповідальний за випуск<br />
Обухова І.Б.<br />
Обл. вид. № 87-08.<br />
Підп. до друку 08.05.2008 р. Формат 60x90/16. Папір офісний.<br />
Віддруковано на ризографі. Гарнітура Таймс. Ум. друк. арк.8,5.<br />
Обл.-вид. арк.9,9. Тираж 300 прим. Зам. № 308.<br />
Надруковано СПД ФО Ізрайлев Є.М.<br />
Свідоцтво № 04058841Ф0050331 від 21.03.2001 р.<br />
61024, Харків, вул. Гуданова, 4/10.<br />
5














