EltraPSO_slutrapport_final.doc - Energinet.dk
EltraPSO_slutrapport_final.doc - Energinet.dk
EltraPSO_slutrapport_final.doc - Energinet.dk

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
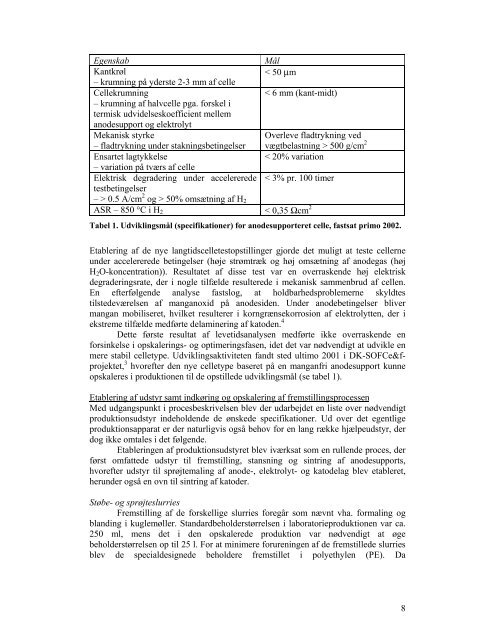
Egenskab Mål<br />
Kantkrøl<br />
< 50 µm<br />
– krumning på yderste 2-3 mm af celle<br />
Cellekrumning<br />
< 6 mm (kant-midt)<br />
– krumning af halvcelle pga. forskel i<br />
termisk udvidelseskoefficient mellem<br />
anodesupport og elektrolyt<br />
Mekanisk styrke<br />
Overleve fladtrykning ved<br />
– fladtrykning under stakningsbetingelser vægtbelastning > 500 g/cm 2<br />
Ensartet lagtykkelse<br />
< 20% variation<br />
– variation på tværs af celle<br />
Elektrisk degradering under accelererede<br />
testbetingelser<br />
– > 0.5 A/cm 2 < 3% pr. 100 timer<br />
og > 50% omsætning af H2<br />
ASR – 850 °C i H2 < 0,35 Ωcm 2<br />
Tabel 1. Udviklingsmål (specifikationer) for anodesupporteret celle, fastsat primo 2002.<br />
Etablering af de nye langtidscelletestopstillinger gjorde det muligt at teste cellerne<br />
under accelererede betingelser (høje strømtræk og høj omsætning af anodegas (høj<br />
H2O-koncentration)). Resultatet af disse test var en overraskende høj elektrisk<br />
degraderingsrate, der i nogle tilfælde resulterede i mekanisk sammenbrud af cellen.<br />
En efterfølgende analyse fastslog, at holdbarhedsproblemerne skyldtes<br />
tilstedeværelsen af manganoxid på anodesiden. Under anodebetingelser bliver<br />
mangan mobiliseret, hvilket resulterer i korngrænsekorrosion af elektrolytten, der i<br />
ekstreme tilfælde medførte delaminering af katoden. 4<br />
Dette første resultat af levetidsanalysen medførte ikke overraskende en<br />
forsinkelse i opskalerings- og optimeringsfasen, idet det var nødvendigt at udvikle en<br />
mere stabil celletype. Udviklingsaktiviteten fandt sted ultimo 2001 i DK-SOFCe&fprojektet,<br />
3 hvorefter den nye celletype baseret på en manganfri anodesupport kunne<br />
opskaleres i produktionen til de opstillede udviklingsmål (se tabel 1).<br />
Etablering af udstyr samt in<strong>dk</strong>øring og opskalering af fremstillingsprocessen<br />
Med udgangspunkt i procesbeskrivelsen blev der udarbejdet en liste over nødvendigt<br />
produktionsudstyr indeholdende de ønskede specifikationer. Ud over det egentlige<br />
produktionsapparat er der naturligvis også behov for en lang række hjælpeudstyr, der<br />
dog ikke omtales i det følgende.<br />
Etableringen af produktionsudstyret blev iværksat som en rullende proces, der<br />
først omfattede udstyr til fremstilling, stansning og sintring af anodesupports,<br />
hvorefter udstyr til sprøjtemaling af anode-, elektrolyt- og katodelag blev etableret,<br />
herunder også en ovn til sintring af katoder.<br />
Støbe- og sprøjteslurries<br />
Fremstilling af de forskellige slurries foregår som nævnt vha. formaling og<br />
blanding i kuglemøller. Standardbeholderstørrelsen i laboratorieproduktionen var ca.<br />
250 ml, mens det i den opskalerede produktion var nødvendigt at øge<br />
beholderstørrelsen op til 25 l. For at minimere forureningen af de fremstillede slurries<br />
blev de specialdesignede beholdere fremstillet i polyethylen (PE). Da<br />
8