Lichtbogen- Bolzenlöten - SLV Halle
Lichtbogen- Bolzenlöten - SLV Halle
Lichtbogen- Bolzenlöten - SLV Halle

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Lichtbogen</strong>-<br />
Bolzenlöten<br />
Alternative zum<br />
Bolzenschweißen für<br />
schwierige Werkstoffe<br />
Stand der Technik<br />
Zielstellung<br />
Prozess-Schritte<br />
Schweißtechnische Lehr- und Versuchsanstalt <strong>Halle</strong> GmbH<br />
Makroschliff einer <strong>Lichtbogen</strong>-Bolzenlötung<br />
Bolzen M12x30: 1.4301 (X5CrNi1810); Blech t = 10 mm: 1.4301 (X5CrNi1810)<br />
Das bislang bekannte <strong>Lichtbogen</strong>-Bolzenschweißen ist ein rationelles und<br />
produktives Verfahren mit sehr kurzen Prozesszeiten. Verbindungen zwischen<br />
vorzugsweise runden zylindrischen Teilen und ebenen Blechen können mit<br />
einem der drei bekannten Varianten des Bolzenschweißens (Spitzen-, Hubund<br />
Kurzzeithubzündung) sehr effektiv hergestellt werden.<br />
Nachteilig am Bolzenschweißen ist sein auf aufhärtungsunempfindliche Werkstoffe<br />
begrenzter Anwendungsbereich. Deshalb wurde nach Lösungen gesucht,<br />
bei denen der Wärmeeintrag auf ein Minimum reduziert wird. Bei artfremden<br />
Grundwerkstoffen darf außerdem die Vermischung von Bolzen- und<br />
Bauteil nicht zu einer spröden Legierung führen.<br />
• Minimierung des Wärmeeintrages in die zu verbindenden Teile<br />
• Kein Vermischen der Grundwerkstoffe,“(Vermeidung von intermetallischen<br />
Phasen)<br />
• Reduzierung des Einbrandes bei Bolzendurchmessern > 12 mm<br />
• Vermeiden von Schrumpfrissen in Schweißzonenmitte durch zu großes<br />
Schmelzvolumen<br />
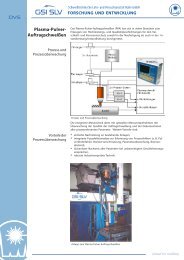
a) b)<br />
c) d)<br />
a) Aufsetzen des Bolzens auf das Blech. Zwischen Bolzen und Blech befindet<br />
sich das Lot (Blech oder Pulver).<br />
b) Der <strong>Lichtbogen</strong> zündet beim Abheben des Bolzens und schmilzt das Lot<br />
auf.<br />
c) Der <strong>Lichtbogen</strong> brennt zwischen dem Bolzen und dem auf dem Blech<br />
befindlichen Lot und schmilzt es auf.<br />
d) Eintauchen des Bolzens in das geschmolzene Lot, Verlöschen des <strong>Lichtbogen</strong>s<br />
mit anschließendem Abkühlen und Erstarren der Schmelze.
Schliffbilder<br />
Gerätetechnik<br />
Anwendungsmöglichkeiten<br />
Voraussetzungen<br />
Blech<br />
Bolzen<br />
Lot<br />
Bolzen 16x30; 1.0116 (S235J2G3); Blech t = 2,5 mm; 1.4301 (X5CrNi1810)<br />
Links: Ausschnitt Titelbild; rechts: Mikroschliff Nahtmitte<br />
Das <strong>Lichtbogen</strong>-Bolzenlöten kann mit der gleichen gerätetechnischen Basis wie<br />
das Bolzenschweißen arbeiten, wobei für das <strong>Lichtbogen</strong>bolzenlöten begrenzte<br />
Modifikationen der Schweißtechnik zum Anpassen der Parameter an den Lötprozess<br />
notwendig werden (kleinere Lötströme bzw. längere Lötzeiten). Die Variante<br />
der Bolzenschweißtechnik mit Kurzzeithubzündung hat sich als<br />
besonders geeignet erwiesen.<br />
Das Bolzenlöten vermeidet die beim Schweißen durch das Bilden einer gemeinsamen<br />
Schmelze und durch die Prozesswärme auftretenden negativen Auswirkungen<br />
auf Gefüge und Festigkeit der Verbindung. Das niedriger schmelzende<br />
Lot bildet eine Pufferschicht und unterbindet damit das Aufschmelzen der zu<br />
verbindenden Teile. Die Wärmeeinflusszone ist wesentlich flacher als nach herkömmlichen<br />
Schweißungen. Es konnten, gegenüber den üblichen Schmelzschweißungen,<br />
Lötverbindungen mit vermindertem Wärmeeintrag, stark reduzierendem<br />
Einbrand, sehr schmaler Wärmeeinflusszone und hoher mechanischer<br />
Festigkeit auch an aufhärtungsempfindlichen Stählen hergestellt werden.<br />
Verglichen mit dem Bolzenschweißen arbeitet das Bolzenlöten mit ebenso kurzen<br />
Prozesszeiten im Millisekundenbereich und eröffnet so dem Anwender<br />
neue technologische Möglichkeiten zum Herstellen schwieriger Verbindungen<br />
an Werkstoffkombinationen wie Schwarz-Weiß-Verbindungen, Bolzen aus<br />
warmfesten Stählen, Bolzen auf Stahl mit hohem C-Gehalt und auf ferritischen<br />
Chromstählen.<br />
Auch für Verbindungen von Stahlbolzen auf Aluminium haben erste Tests hoffnungsvolle<br />
Ergebnisse gebracht.<br />
Die mit Bolzen zu bestückenden Oberflächen sollten metallisch blank sein und<br />
keine niedrigschmelzenden Beschichtungen wie Zink oder Zinn tragen.<br />
Die Arbeiten wurden im Rahmen eines vom BMWi geförderten Projektes<br />
durchgeführt.<br />
Schweißtechnische Lehr- und Versuchsanstalt<br />
<strong>Halle</strong> GmbH<br />
Dipl.-Ing. (FH) T. Broda<br />
Tel.: 0345 5246-427 Fax: 0345 5246-403<br />
E-Mail: broda@slv-halle.de<br />
Bolzen<br />
Lot<br />
Blech