Information for the certification of weld shops in rail ... - SLV Halle
Information for the certification of weld shops in rail ... - SLV Halle
Information for the certification of weld shops in rail ... - SLV Halle

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
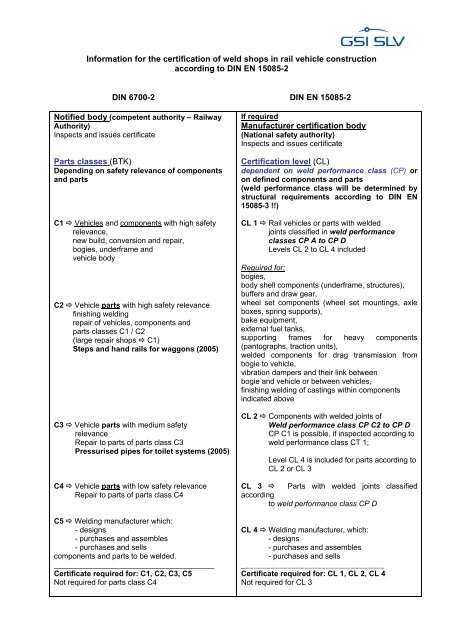
<strong>In<strong>for</strong>mation</strong> <strong>for</strong> <strong>the</strong> <strong>certification</strong> <strong>of</strong> <strong>weld</strong> <strong>shops</strong> <strong>in</strong> <strong>rail</strong> vehicle construction<br />
accord<strong>in</strong>g to DIN EN 15085-2<br />
DIN 6700-2 DIN EN 15085-2<br />
Notified body (competent authority – Railway<br />
Authority)<br />
Inspects and issues certificate<br />
Parts classes (BTK)<br />
Depend<strong>in</strong>g on safety relevance <strong>of</strong> components<br />
and parts<br />
C1 Vehicles and components with high safety<br />
relevance,<br />
new build, conversion and repair,<br />
bogies, underframe and<br />
vehicle body<br />
C2 Vehicle parts with high safety relevance<br />
f<strong>in</strong>ish<strong>in</strong>g <strong>weld</strong><strong>in</strong>g<br />
repair <strong>of</strong> vehicles, components and<br />
parts classes C1 / C2<br />
(large repair <strong>shops</strong> C1)<br />
Steps and hand <strong>rail</strong>s <strong>for</strong> waggons (2005)<br />
C3 Vehicle parts with medium safety<br />
relevance<br />
Repair to parts <strong>of</strong> parts class C3<br />
Pressurised pipes <strong>for</strong> toilet systems (2005)<br />
C4 Vehicle parts with low safety relevance<br />
Repair to parts <strong>of</strong> parts class C4<br />
C5 Weld<strong>in</strong>g manufacturer which:<br />
- designs<br />
- purchases and assembles<br />
- purchases and sells<br />
components and parts to be <strong>weld</strong>ed.<br />
______________________________________<br />
Certificate required <strong>for</strong>: C1, C2, C3, C5<br />
Not required <strong>for</strong> parts class C4<br />
If required<br />
Manufacturer <strong>certification</strong> body<br />
(National safety authority)<br />
Inspects and issues certificate<br />
Certification level (CL)<br />
dependent on <strong>weld</strong> per<strong>for</strong>mance class (CP) or<br />
on def<strong>in</strong>ed components and parts<br />
(<strong>weld</strong> per<strong>for</strong>mance class will be determ<strong>in</strong>ed by<br />
structural requirements accord<strong>in</strong>g to DIN EN<br />
15085-3 !!)<br />
CL 1 Rail vehicles or parts with <strong>weld</strong>ed<br />
jo<strong>in</strong>ts classified <strong>in</strong> <strong>weld</strong> per<strong>for</strong>mance<br />
classes CP A to CP D<br />
Levels CL 2 to CL 4 <strong>in</strong>cluded<br />
Required <strong>for</strong>:<br />
bogies,<br />
body shell components (underframe, structures),<br />
buffers and draw gear,<br />
wheel set components (wheel set mount<strong>in</strong>gs, axle<br />
boxes, spr<strong>in</strong>g supports),<br />
bake equipment,<br />
external fuel tanks,<br />
support<strong>in</strong>g frames <strong>for</strong> heavy components<br />
(pantographs, traction units),<br />
<strong>weld</strong>ed components <strong>for</strong> drag transmission from<br />
bogie to vehicle,<br />
vibration dampers and <strong>the</strong>ir l<strong>in</strong>k between<br />
bogie and vehicle or between vehicles,<br />
f<strong>in</strong>ish<strong>in</strong>g <strong>weld</strong><strong>in</strong>g <strong>of</strong> cast<strong>in</strong>gs with<strong>in</strong> components<br />
<strong>in</strong>dicated above<br />
CL 2 Components with <strong>weld</strong>ed jo<strong>in</strong>ts <strong>of</strong><br />
Weld per<strong>for</strong>mance class CP C2 to CP D<br />
CP C1 is possible, if <strong>in</strong>spected accord<strong>in</strong>g to<br />
<strong>weld</strong> per<strong>for</strong>mance class CT 1;<br />
Level CL 4 is <strong>in</strong>cluded <strong>for</strong> parts accord<strong>in</strong>g to<br />
CL 2 or CL 3<br />
CL 3 Parts with <strong>weld</strong>ed jo<strong>in</strong>ts classified<br />
accord<strong>in</strong>g<br />
to <strong>weld</strong> per<strong>for</strong>mance class CP D<br />
CL 4 Weld<strong>in</strong>g manufacturer, which:<br />
- designs<br />
- purchases and assembles<br />
- purchases and sells<br />
__________________________________<br />
Certificate required <strong>for</strong>: CL 1, CL 2, CL 4<br />
Not required <strong>for</strong> CL 3
Quality requirements to <strong>weld</strong><strong>in</strong>g<br />
manufacturer<br />
Parts class C1 to C3: accord<strong>in</strong>g to DIN EN ISO<br />
3834-3<br />
Parts class C4: accord<strong>in</strong>g to DIN EN ISO 3834-4<br />
Parts class C5: accord<strong>in</strong>g to DIN EN ISO 3834-3<br />
(if QMS accord<strong>in</strong>g to DIN EN ISO 9001 required:<br />
DIN EN ISO 3834-2)<br />
Weld<strong>in</strong>g coord<strong>in</strong>ators<br />
Parts class C1 responsible <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator,<br />
level 1<br />
deputy , level 1<br />
(not <strong>for</strong> smaller <strong>weld</strong><strong>in</strong>g shop)<br />
<strong>in</strong> addition to each <strong>weld</strong><strong>in</strong>g shop,<br />
level 3 or 4<br />
Parts class C2 responsible <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator,<br />
level 1<br />
deputy, level 2 or 3<br />
<strong>in</strong> addition per <strong>weld</strong><strong>in</strong>g shop,<br />
level 3 or 4<br />
(with several manufactur<strong>in</strong>g <strong>shops</strong>)<br />
Parts class C3 responsible <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator,<br />
level 2 or 3<br />
deputy, level 4<br />
Parts class C4 no requirements<br />
Parts class C5 <strong>for</strong> parts class C1 one <strong>weld</strong><strong>in</strong>g<br />
coord<strong>in</strong>ator <strong>for</strong> level 1<br />
<strong>for</strong> parts class C2 one <strong>weld</strong><strong>in</strong>g<br />
coord<strong>in</strong>ator, level 1<br />
(construction only: DVS-<strong>weld</strong><strong>in</strong>g<br />
designer<br />
<strong>for</strong> parts class C3 one <strong>weld</strong><strong>in</strong>g<br />
coord<strong>in</strong>ator 2 or 3<br />
(construction only: like parts class<br />
C2)<br />
Involvement <strong>in</strong> organization<br />
Also see DVS-leaflet 1617<br />
Description <strong>of</strong> <strong>the</strong> job: DIN EN ISO 14731<br />
tasks, responsibilities and areas <strong>of</strong> competence<br />
rules <strong>for</strong> <strong>the</strong> areas <strong>of</strong> competence<br />
when must a responsible <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator be<br />
present<br />
measures <strong>in</strong> case <strong>of</strong> absence <strong>of</strong> a responsible<br />
<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
authority to issue <strong>in</strong>structions<br />
Quality requirements to <strong>weld</strong><strong>in</strong>g<br />
manufacturer<br />
CL 1: accord<strong>in</strong>g to DIN EN ISO 3834-2<br />
CL 2: accord<strong>in</strong>g to DIN EN ISO 3834-3<br />
CL 3: accord<strong>in</strong>g to DIN EN ISO 3834-4<br />
CL 4: accord<strong>in</strong>g to DIN EN ISO 3834-3<br />
Weld<strong>in</strong>g coord<strong>in</strong>ators<br />
CL 1 responsible , level A<br />
deputy, level A<br />
(not <strong>for</strong> smaller <strong>weld</strong><strong>in</strong>g <strong>shops</strong>)<br />
fur<strong>the</strong>r deputies, level B or C / with<br />
fur<strong>the</strong>r <strong>weld</strong><strong>in</strong>g <strong>shops</strong> fur<strong>the</strong>r<br />
deputy, level C<br />
CL 2 responsible <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator, level B<br />
or C<br />
deputy, level C<br />
CL 3 No requirements<br />
CL 4 For CL 1: level A<br />
For CL 2: level B or C<br />
See annex B<br />
Tasks and areas <strong>of</strong> competence <strong>of</strong> <strong>weld</strong><strong>in</strong>g<br />
coord<strong>in</strong>ator<br />
Weld<strong>in</strong>g coord<strong>in</strong>ation organization<br />
Description <strong>of</strong> <strong>the</strong> job: DIN EN ISO 14731<br />
Tasks, responsibilities and areas <strong>of</strong> competence<br />
Rules <strong>for</strong> <strong>the</strong> areas <strong>of</strong> competence<br />
when must a responsible <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator be<br />
present<br />
measures <strong>in</strong> case <strong>of</strong> absence <strong>of</strong> a responsible<br />
<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
Authority to issue <strong>in</strong>structions<br />
Decision mak<strong>in</strong>g <strong>in</strong>dependent <strong>of</strong> manufactur<strong>in</strong>g<br />
pressures<br />
CL 1: Owners, manag<strong>in</strong>g directors,<br />
works manager, manufactur<strong>in</strong>g manager
decision mak<strong>in</strong>g <strong>in</strong>dependent <strong>of</strong> manufactur<strong>in</strong>g<br />
pressures<br />
Parts class C1: Owners, manag<strong>in</strong>g directors,<br />
works manager, manufactur<strong>in</strong>g manager<br />
are not approved as <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator,<br />
deputy may be approved<br />
External <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
(<strong>in</strong> special cases)<br />
see also DVS-guidel<strong>in</strong>e 1619 and<br />
A-Z-collection <strong>of</strong> KoA<br />
<strong>for</strong> parts classes C2, C3 and C5 possible<br />
also valid <strong>for</strong> <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ators who are<br />
employed by ano<strong>the</strong>r part <strong>of</strong> <strong>the</strong> same manufacturer<br />
(hold<strong>in</strong>g, head <strong>of</strong>fice, adm<strong>in</strong>istration)<br />
work contract and work<strong>in</strong>g time ruled<br />
description <strong>of</strong> <strong>the</strong> job<br />
(when must a <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator be present)<br />
runn<strong>in</strong>g <strong>of</strong> a work book<br />
ma<strong>in</strong>tenance: Weld<strong>in</strong>g coord<strong>in</strong>ator <strong>of</strong> level 1 <strong>of</strong> a<br />
ma<strong>in</strong>tenance works can be approved <strong>for</strong> 2 fur<strong>the</strong>r<br />
smaller works <strong>of</strong> <strong>the</strong> same owner as <strong>the</strong> responsible<br />
<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator (<strong>for</strong> parts class C2)<br />
Welders, operators, setters<br />
DIN EN 287-1, DIN EN ISO 9606-2,<br />
DIN EN ISO 9606-3, DIN EN 1418<br />
per <strong>weld</strong><strong>in</strong>g process, material group (and<br />
dimension) m<strong>in</strong>. 2 accord<strong>in</strong>g to <strong>the</strong> applicable<br />
standards<br />
<strong>for</strong> fillet <strong>weld</strong> separated evidence required<br />
(butt <strong>weld</strong> does not <strong>in</strong>clude fillet <strong>weld</strong>)<br />
Alum<strong>in</strong>ium-material groups 21 to 23:<br />
with TIG and MIG pr<strong>in</strong>cipally radiography <strong>of</strong> <strong>the</strong><br />
butt <strong>weld</strong>;<br />
<strong>for</strong> fillet <strong>weld</strong> additional macro-section<br />
Weld<strong>in</strong>g coord<strong>in</strong>ator level 1 is allowed to take<br />
exam<strong>in</strong>ations<br />
(if approved by <strong>the</strong> notified body)<br />
Inspection personnel<br />
quality <strong>in</strong>spections with<strong>in</strong> <strong>weld</strong><strong>in</strong>g manufacture:<br />
Inspection personnel must be <strong>in</strong>structed by<br />
<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
if required: ndt (VT, PT, MT, ET, UT, RT)<br />
accord<strong>in</strong>g to DIN EN 473<br />
are not admitted as <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
no approval possible,<br />
(Yes, <strong>in</strong> case <strong>of</strong> smaller <strong>shops</strong>, if <strong>weld</strong><strong>in</strong>g<br />
coord<strong>in</strong>ator has level A and deputy has<br />
level C)<br />
Deputy may be approved<br />
Subcontracted <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
(special cases)<br />
Weld<strong>in</strong>g coord<strong>in</strong>ators who are not employed<br />
Only valid <strong>for</strong> responsible <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
<strong>for</strong> CL 1 to CL 4 possible<br />
only one subcontract per manufactur<strong>in</strong>g plant<br />
deputy must be employed with manufacturer<br />
work contract and work<strong>in</strong>g time ruled,<br />
runn<strong>in</strong>g <strong>of</strong> a work book / record<br />
if subcontracted <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator is to be<br />
active <strong>in</strong> more than two plants, approval <strong>of</strong> customer<br />
is required,<br />
<strong>for</strong> CL 4 exceptions <strong>in</strong> accordance with<br />
manufacturer <strong>certification</strong> body<br />
also valid <strong>for</strong> <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator who is<br />
employed with ano<strong>the</strong>r plant than that <strong>of</strong> <strong>the</strong><br />
manufacturer (hold<strong>in</strong>g, head <strong>of</strong>fice, adm<strong>in</strong>istration)<br />
Welders, operators, setters<br />
DIN EN 287-1, DIN EN ISO 9606-2,<br />
DIN EN ISO 9606-3, DIN EN 1418<br />
<strong>for</strong> all <strong>weld</strong><strong>in</strong>g processes, types <strong>of</strong> material, types<br />
<strong>of</strong> seams and <strong>weld</strong><strong>in</strong>g positions <strong>in</strong> manufacture<br />
<strong>for</strong> fillet <strong>weld</strong> separated evidence required<br />
(butt <strong>weld</strong> does not <strong>in</strong>clude fillet <strong>weld</strong>)<br />
responsible Weld<strong>in</strong>g coord<strong>in</strong>ator level 1 is<br />
allowed to take exam<strong>in</strong>ations<br />
(if approved by <strong>the</strong> notified body)<br />
M<strong>in</strong>imum number not stated!!<br />
Inspection personnel<br />
quality <strong>in</strong>spections with<strong>in</strong> <strong>weld</strong><strong>in</strong>g manufacture:<br />
Inspection personnel must be <strong>in</strong>structed by<br />
<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator<br />
e.g. <strong>for</strong> visual test<strong>in</strong>g <strong>for</strong> external evaluation <strong>of</strong> <strong>the</strong><br />
<strong>weld</strong>s<br />
if required: PT, MT, ET, UT, RT accord<strong>in</strong>g to<br />
DIN EN 473 with <strong>in</strong>struction by <strong>weld</strong><strong>in</strong>g<br />
coord<strong>in</strong>ator,<br />
Inspector with level 1 / <strong>in</strong>spection coord<strong>in</strong>ator with<br />
level 2;
<strong>in</strong>spectors with level 1 / <strong>in</strong>spection coord<strong>in</strong>ator<br />
with level 2;<br />
subcontracted <strong>in</strong>spection personnel possible<br />
All <strong>in</strong>spections <strong>of</strong> <strong>the</strong> <strong>weld</strong>ed jo<strong>in</strong>ts are to be<br />
carried out and evaluated under <strong>the</strong><br />
responsibility <strong>of</strong> <strong>the</strong> responsible <strong>weld</strong><strong>in</strong>g<br />
coord<strong>in</strong>ator !!<br />
Weld<strong>in</strong>g Procedure Specifications (WPS)<br />
<strong>for</strong> parts class C1 to C3 required<br />
<strong>for</strong> parts class C4 only if required by <strong>the</strong> customer<br />
Evidence <strong>of</strong> <strong>the</strong> WPS:<br />
manual / partly automated processes <strong>in</strong><br />
materials groups 1.1, 1.2, 8, 9, 21-26 accord<strong>in</strong>g to<br />
DIN EN ISO 15614-1 and -2 or<br />
DIN EN ISO 15611 or DIN EN ISO 15613;<br />
repair accord<strong>in</strong>g to DIN EN ISO 15613<br />
directly be<strong>for</strong>e start <strong>of</strong> production<br />
fully automated processes or material groups<br />
1.3-7 and 31-36<br />
accord<strong>in</strong>g to DIN EN ISO 15614-1 and -2<br />
Approval <strong>of</strong> <strong>the</strong> WPS us<strong>in</strong>g WPQR by:<br />
Inspection report <strong>of</strong> an <strong>in</strong>spection board (not<br />
necessarily <strong>the</strong> notified body accord<strong>in</strong>g to DIN<br />
6700) or<br />
<strong>the</strong> approved <strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ator, level 1 if <strong>the</strong><br />
shop has an accredited test<strong>in</strong>g laboratory<br />
Supplementary area <strong>of</strong> validity <strong>of</strong> <strong>the</strong> WPS:<br />
Materials groups see A-Z collection<br />
Test piece thickness t ≤ 3 mm:<br />
manufactur<strong>in</strong>g range 1.0 mm to 2t is valid<br />
Fillet <strong>weld</strong> thickness <strong>of</strong> <strong>the</strong> work piece a
Suitable tools and similar correspond<strong>in</strong>g to <strong>the</strong><br />
materials worked (alum<strong>in</strong>ium, sta<strong>in</strong>less steels)<br />
Weld<strong>in</strong>g equipment<br />
<strong>for</strong> parts class C1 and C2:<br />
Rotat<strong>in</strong>g fixtures / clamp<strong>in</strong>g devices<br />
Work<strong>in</strong>g plat<strong>for</strong>ms / lift<strong>in</strong>g devices<br />
Straighten<strong>in</strong>g equipment<br />
Special areas <strong>for</strong> work<strong>in</strong>g with alum<strong>in</strong>ium and<br />
sta<strong>in</strong>less steels<br />
Approval <strong>of</strong> <strong>the</strong> <strong>weld</strong> <strong>shops</strong><br />
See also DVS-guidel<strong>in</strong>e 1619<br />
Audit<br />
Evidence <strong>of</strong> WPS<br />
Expert discussion (Weld<strong>in</strong>g coord<strong>in</strong>ators)<br />
Certificate <strong>of</strong> <strong>weld</strong><strong>in</strong>g:<br />
bound to <strong>the</strong> location <strong>of</strong> <strong>the</strong> <strong>weld</strong> shop and its<br />
<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ators<br />
Validity<br />
Maximum 3 years<br />
Surveillance by notified body<br />
(see DVS-guidel<strong>in</strong>e 1619),<br />
Modifications are to be disclosed,<br />
Extension must be applied <strong>for</strong> <strong>in</strong> time<br />
Withdrawal <strong>of</strong> <strong>the</strong> certificate<br />
Repair<br />
se DIN 27201-6<br />
Verification <strong>of</strong> con<strong>for</strong>mity<br />
accord<strong>in</strong>g to order:<br />
to be declared by <strong>the</strong> body agreed upon<br />
by <strong>the</strong> manufacturer:<br />
Work<strong>in</strong>g plat<strong>for</strong>ms / lift<strong>in</strong>g devices<br />
Straighten<strong>in</strong>g equipment<br />
Special areas <strong>for</strong> work<strong>in</strong>g with alum<strong>in</strong>ium and<br />
sta<strong>in</strong>less steels<br />
Certification procedure<br />
Audit<br />
Evidence <strong>of</strong> WPS<br />
Evidence <strong>of</strong> work specimens accord<strong>in</strong>g to EN<br />
15085-4<br />
Expert discussion (<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ators)<br />
Weld<strong>in</strong>g quality assurance accord<strong>in</strong>g to<br />
<strong>the</strong> applicable part <strong>of</strong> EN ISO 3834<br />
Issu<strong>in</strong>g <strong>of</strong> a certificate<br />
bound to <strong>the</strong> location <strong>of</strong> <strong>the</strong> <strong>weld</strong> shop and its<br />
<strong>weld</strong><strong>in</strong>g coord<strong>in</strong>ators<br />
Validity<br />
Maximum 3 years<br />
Valid only <strong>for</strong> <strong>the</strong> location <strong>the</strong> shop stated <strong>in</strong> <strong>the</strong><br />
certificate,<br />
Annual surveillance by manufacturer <strong>certification</strong><br />
body (it is permitted to take <strong>in</strong>to account reports<br />
on <strong>in</strong>ternal audits, too)<br />
Modifications are to be disclosed,<br />
Extension must be applied <strong>for</strong> <strong>in</strong> time<br />
Repair<br />
out <strong>of</strong> <strong>the</strong> certified shop <strong>for</strong> production<br />
<strong>of</strong> workability (transfer)<br />
<strong>in</strong> case <strong>of</strong> warranty or ma<strong>in</strong>tenance <strong>of</strong> its own<br />
vehicles <strong>weld</strong><strong>in</strong>g works are admissible under <strong>the</strong><br />
same conditions regard<strong>in</strong>g personnel, technical<br />
and qualitative requirements<br />
(<strong>the</strong> o<strong>the</strong>r shop need not be stated <strong>in</strong> <strong>the</strong><br />
certificate)<br />
certified body is permitted to carry out <strong>weld</strong><strong>in</strong>g<br />
works <strong>in</strong> ano<strong>the</strong>r workshop if <strong>the</strong> workshop is<br />
<strong>in</strong>spected <strong>in</strong> a verification procedure and <strong>the</strong><br />
workshop is <strong>in</strong>dicated <strong>in</strong> <strong>the</strong> certificate<br />
Verification <strong>of</strong> con<strong>for</strong>mity<br />
No requirements <strong>in</strong>cluded <strong>in</strong> DIN EN 15085
Inspections and documentation accord<strong>in</strong>g to <strong>the</strong><br />
specified <strong>weld</strong> per<strong>for</strong>mance class accord<strong>in</strong>g to<br />
DIN 6700-5<br />
by body agreed upon:<br />
Inspections and documentation accord<strong>in</strong>g to<br />
specified <strong>weld</strong> per<strong>for</strong>mance class accord<strong>in</strong>g to<br />
DIN 6700-5 and attestation <strong>of</strong> con<strong>for</strong>mity<br />
or<br />
<strong>in</strong>stead <strong>of</strong> <strong>in</strong>spections, <strong>the</strong> body agreed upon<br />
per<strong>for</strong>ms surveillance <strong>of</strong> <strong>the</strong> QMS<br />
(certificate will not be issued)<br />
But:<br />
DIN EN 15085-5,<br />
Chapter 9 Declaration <strong>of</strong> con<strong>for</strong>mity<br />
Manufacturer must submit certificate <strong>of</strong> compliance<br />
with <strong>the</strong> determ<strong>in</strong>ed contract requirements;<br />
Guidel<strong>in</strong>es <strong>for</strong> issu<strong>in</strong>g:<br />
see EN ISO/IEC 17050-1 and -2<br />
Evidence <strong>of</strong> <strong>weld</strong><strong>in</strong>g procedure specifications – DIN EN 15085-4<br />
Chapter 4.1.4<br />
Weld per<strong>for</strong>mance class CP A:<br />
Certificate accord<strong>in</strong>g to EN 10204 shall be agreed<br />
between customer and manufacturer<br />
WPQR accord<strong>in</strong>g to EN ISO 15614 or EN ISO 15620;<br />
Accord<strong>in</strong>g to EN ISO 15613 only if a WPQR accord<strong>in</strong>g to EN ISO 15614 is present;<br />
For materials with Reh > 500 MPa or <strong>for</strong> fully automated <strong>weld</strong><strong>in</strong>g only<br />
EN ISO 15614 is possible<br />
Test pieces must fulfill <strong>the</strong> requirements <strong>of</strong> <strong>weld</strong> per<strong>for</strong>mance class CP A (EN 15085-3,<br />
tables 5 and 6)<br />
<strong>for</strong> <strong>weld</strong> per<strong>for</strong>mance class CP B, CP C1, CP C2:<br />
WPQR accord<strong>in</strong>g to EN ISO 15613, EN ISO 14555, EN ISO 15620;<br />
If required by component or material: accord<strong>in</strong>g to EN ISO 15614<br />
Note: EN ISO 15610, EN ISO 15611, EN ISO 15612 not possible<br />
<strong>for</strong> <strong>weld</strong> per<strong>for</strong>mance class CP C3:<br />
WPQR accord<strong>in</strong>g to EN ISO 15610, 15611, 15612, 15613, 14555, 15620<br />
If required by component or material: accord<strong>in</strong>g to EN ISO 15614<br />
<strong>for</strong> <strong>weld</strong> per<strong>for</strong>mance class CP D: only if requested by customer