

Akustische Rissprüfung von Nockenringen in der Serienfertigung 1 ...
Akustische Rissprüfung von Nockenringen in der Serienfertigung 1 ...
Akustische Rissprüfung von Nockenringen in der Serienfertigung 1 ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
G. Wirth <strong>Akustische</strong> <strong>Rissprüfung</strong><br />
<strong>Akustische</strong> <strong>Rissprüfung</strong> <strong>von</strong> <strong>Nockenr<strong>in</strong>gen</strong> <strong>in</strong> <strong>der</strong> <strong>Serienfertigung</strong><br />
1 E<strong>in</strong>leitung<br />
Dipl.-Ing. Georg Wirth<br />
PNA Polytec Noise Analysis GmbH, D-76275 Ettl<strong>in</strong>gen<br />
Die For<strong>der</strong>ung nach immer höherer Qualität und Zuverlässigkeit <strong>von</strong> Produkten sowie e<strong>in</strong><br />
zunehmen<strong>der</strong> Konkurrenzdruck zw<strong>in</strong>gt die Hersteller <strong>von</strong> Komponenten und Endprodukten zur<br />
Durchführung immer aufwendigerer Verfahren bei <strong>der</strong> Güteprüfung. Da <strong>in</strong>sbeson<strong>der</strong>e Produktionsfehler<br />
bei stark beanspruchten und somit kritischen Komponenten zu Teil- o<strong>der</strong> Komplettausfällen<br />
des Produktes führen können und somit zu Qualitätsbeanstandungen <strong>der</strong> Endverbraucher,<br />
wird vor Auslieferung häufig jedes Produkt e<strong>in</strong>er Kontrolle unterzogen um so e<strong>in</strong>e<br />
Nullfehlerrate gewährleisten zu können.<br />
Bei Hochdrucke<strong>in</strong>spritzpumpen für Dieselmotoren die <strong>in</strong> PKWs und Nutzfahrzeugen E<strong>in</strong>satz<br />
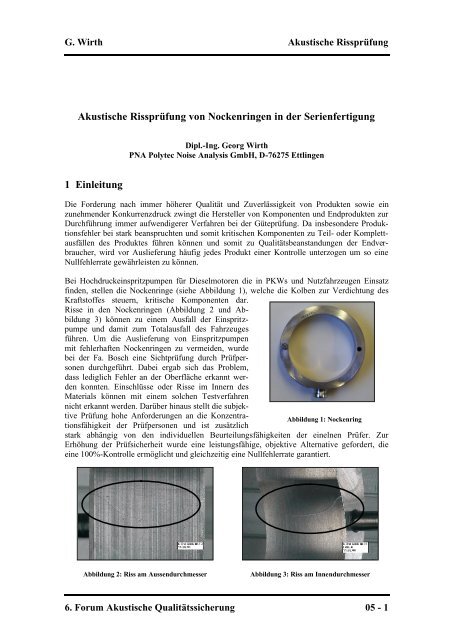
f<strong>in</strong>den, stellen die Nockenr<strong>in</strong>ge (siehe Abbildung 1), welche die Kolben zur Verdichtung des<br />
Kraftstoffes steuern, kritische Komponenten dar.<br />
Risse <strong>in</strong> den <strong>Nockenr<strong>in</strong>gen</strong> (Abbildung 2 und Abbildung<br />
3) können zu e<strong>in</strong>em Ausfall <strong>der</strong> E<strong>in</strong>spritzpumpe<br />
und damit zum Totalausfall des Fahrzeuges<br />
führen. Um die Auslieferung <strong>von</strong> E<strong>in</strong>spritzpumpen<br />
mit fehlerhaften <strong>Nockenr<strong>in</strong>gen</strong> zu vermeiden, wurde<br />
bei <strong>der</strong> Fa. Bosch e<strong>in</strong>e Sichtprüfung durch Prüfpersonen<br />
durchgeführt. Dabei ergab sich das Problem,<br />
dass lediglich Fehler an <strong>der</strong> Oberfläche erkannt werden<br />
konnten. E<strong>in</strong>schlüsse o<strong>der</strong> Risse im Innern des<br />
Materials können mit e<strong>in</strong>em solchen Testverfahren<br />
nicht erkannt werden. Darüber h<strong>in</strong>aus stellt die subjek-<br />
tive Prüfung hohe Anfor<strong>der</strong>ungen an die Konzentrationsfähigkeit<br />
<strong>der</strong> Prüfpersonen und ist zusätzlich<br />
Abbildung 1: Nockenr<strong>in</strong>g<br />
stark abhängig <strong>von</strong> den <strong>in</strong>dividuellen Beurteilungsfähigkeiten <strong>der</strong> e<strong>in</strong>elnen Prüfer. Zur<br />
Erhöhung <strong>der</strong> Prüfsicherheit wurde e<strong>in</strong>e leistungsfähige, objektive Alternative gefor<strong>der</strong>t, die<br />
e<strong>in</strong>e 100%-Kontrolle ermöglicht und gleichzeitig e<strong>in</strong>e Nullfehlerrate garantiert.<br />
Abbildung 2: Riss am Aussendurchmesser Abbildung 3: Riss am Innendurchmesser<br />
6. Forum <strong>Akustische</strong> Qualitätssicherung 05 - 1
G. Wirth <strong>Akustische</strong> <strong>Rissprüfung</strong><br />
Die akustische Güteprüfung stellt e<strong>in</strong>e Alternative zur visuellen Beurteilung <strong>von</strong> Materialien<br />
dar, mit <strong>der</strong> auch Fehler, die nicht an <strong>der</strong> Oberfläche zu erkennen s<strong>in</strong>d, detektiert werden können.<br />
Anhand des Klangs <strong>der</strong> Objekte ist e<strong>in</strong>e Beurteilung des Zustandes und damit e<strong>in</strong>e<br />
E<strong>in</strong>teilung <strong>in</strong> Güteklassen möglich.<br />
2 Grundlagen <strong>der</strong> akustischen Materialprüfung<br />
Mechanische Strukturen besitzen charakteristische dynamische Eigenschaften die <strong>von</strong> <strong>der</strong> Form<br />
und dem Material abhängig s<strong>in</strong>d. Identische Objekte besitzen gleiche Eigenschaften – Abwe ichungen<br />
<strong>der</strong> Form o<strong>der</strong> Strukturän<strong>der</strong>ungen des Materials bewirken Än<strong>der</strong>ungen <strong>der</strong> dynamischen<br />
Eigenschaften. Werden die Strukturen angeregt, breiten sich im Material Schw<strong>in</strong>gungen<br />
aus, die als Körperschall bezeichnet werden. Dabei s<strong>in</strong>d <strong>in</strong> Festkörpern unterschiedliche<br />
Schw<strong>in</strong>gungstypen möglich, die an Kanten, Grenzflächen und Material<strong>in</strong>homogenitäten <strong>in</strong>e<strong>in</strong>an<strong>der</strong><br />
übergehen. Das schw<strong>in</strong>gende Gebilde regt an se<strong>in</strong>er Oberfläche Luftschall an, <strong>der</strong> sich als<br />
re<strong>in</strong>e Longitud<strong>in</strong>alwelle ausbreitet.<br />
Die dynamischen Eigenschaften <strong>von</strong> Strukturen werden mit Hilfe <strong>von</strong> Eigenfrequenzen, Dämpfungen<br />
und Eigenformen beschrieben. Dabei stellen die Eigenformen die Verteilung <strong>der</strong><br />
Schw<strong>in</strong>gungsamplituden auf <strong>der</strong> Strukturoberfläche dar. Zu ihrer Ermittlung ist somit e<strong>in</strong>e flächenhafte<br />
Messung <strong>der</strong> gesamten Strukturoberfläche o<strong>der</strong> zum<strong>in</strong>dest charakteristischer Bereiche<br />
notwendig, was e<strong>in</strong>e aufwendige Sensorik und Auswertung erfor<strong>der</strong>t. Dies ist für e<strong>in</strong>e Serienprüfung<br />
nicht effizient. Eigenfrequenzen und Dämpfungen können durch Auswahl geeigneter<br />
Messpunkte an e<strong>in</strong>zelnen Stellen bestimmt werden.<br />
Abbildung 4 zeigt die zeitlichen Verläufe zweier gedämpfter harmonischer Schw<strong>in</strong>gungen, <strong>der</strong>en<br />
Dämpfung durch die jeweilige e<strong>in</strong>hüllende Kurve beschrieben wird. Der Dämpfungsgrad ist<br />
durch den Schnittpunkt <strong>der</strong> Tangente an die Signale<strong>in</strong>hüllende mit <strong>der</strong> Abszisse bestimmt. In<br />
Abbildung 5 s<strong>in</strong>d die beiden entsprechenden Spektren dargestellt.<br />
Abbildung 4: 4: Zeitverläufe zweier gedämpfter<br />
Schw<strong>in</strong>gungen<br />
Abbildung 5: Spektren zweier gedämpfter<br />
Schw<strong>in</strong>gungen<br />
Die zur Messung <strong>der</strong> dynamischen Eigenschaften notwendige Anregung <strong>der</strong> Prüfl<strong>in</strong>ge erfolgt<br />
bei <strong>der</strong> Materialprüfung extern, da im allgeme<strong>in</strong>en ke<strong>in</strong>e Eigenanregung möglich ist. Hierbei<br />
muss e<strong>in</strong>e geeignete Lagerung gewählt werden, um die Dämpfungseigenschaften <strong>der</strong> Prüfl<strong>in</strong>ge,<br />
<strong>in</strong>sbeson<strong>der</strong>e im Bereich <strong>der</strong> Resonanzfrequenzen, nicht zu bee<strong>in</strong>flussen.<br />
05 - 2 6. Forum <strong>Akustische</strong> Qualitätssicherung
G. Wirth <strong>Akustische</strong> <strong>Rissprüfung</strong><br />
3 Anfor<strong>der</strong>ungen an das Prüfsystem für <strong>der</strong> <strong>Serienfertigung</strong><br />
Die Anfor<strong>der</strong>ungen an das Prüfsystem zum E<strong>in</strong>satz <strong>in</strong> <strong>der</strong> <strong>Serienfertigung</strong> werden <strong>in</strong>sbeson<strong>der</strong>e<br />
durch die folgenden Punkte bestimmt:<br />
1. Zuverlässigkeit und Störsicherheit<br />
Die Prüfergebnisse dürfen durch variable Messbed<strong>in</strong>gungen nicht bee<strong>in</strong>flusst werden. Hierbei<br />
spielt <strong>in</strong>sbeson<strong>der</strong>e die Lagerung <strong>der</strong> Prüfl<strong>in</strong>ge sowie <strong>der</strong> Ort <strong>der</strong> Anregung e<strong>in</strong>e entscheidende<br />
Rolle. Die Anschlagstärke ist dagegen weitestgehend irrelevant. Darüber h<strong>in</strong>aus<br />
dürfen die Messsignale durch Geräusche o<strong>der</strong> an<strong>der</strong>e Störungen aus <strong>der</strong> Produktionsumgebung<br />
nicht bee<strong>in</strong>flusst werden.<br />
2. Onl<strong>in</strong>e-Fähigkeit<br />
Das Prüfsystem darf den Produktionsablauf nicht beschränken. Sowohl die Signalerfassung,<br />
als auch die Signalauswertung müssen daher so gewählt werden, dass die Taktzeiten des<br />
Produktionsprozesses nicht überschritten werden. Derzeit werden etwa 3000 Teile pro Tag<br />
gefertigt.<br />
3. Nachvollziehbarkeit <strong>der</strong> Ergebnisse<br />
Der Prüfverantwortliche soll durch Zusatz<strong>in</strong>formationen und Trendanalysen <strong>in</strong> <strong>der</strong> Lage<br />
se<strong>in</strong>, die Prüfergebnisse zu kontrollieren und Fehler des Messsystems o<strong>der</strong> Abweichungen<br />
durch Chargenschwankungen zu erkennen.<br />
4. Schnelle Adaptierbarkeit auf an<strong>der</strong>e Typen<br />
Auf <strong>der</strong> Fertigungsl<strong>in</strong>ie werden unterschiedliche Nockenr<strong>in</strong>ge für verschiedene E<strong>in</strong>spritzpumpen<br />
<strong>in</strong> variablen Zyklen und Losgrössen gefertigt. Das Prüfsystem muss daher e<strong>in</strong>fach<br />
und schnell auf die unterschiedlichen Nockenr<strong>in</strong>gtypen adaptiert werden können, um die<br />
Umrüstzeiten <strong>der</strong> Fertigungsl<strong>in</strong>ie ger<strong>in</strong>g zu halten.<br />
5. Messgerätefähigkeit<br />
Die Messgerätefähigkeit dient dem Nachweis <strong>der</strong> Funktion, des Messbereichs und <strong>der</strong><br />
Messgenauigkeit des Prüfsystems durch quantitative Bewertung. Der Nachweis erfolgt anhand<br />
<strong>von</strong> Kennwerten, die aus e<strong>in</strong>er Reihe <strong>von</strong> Messwerten und den Toleranzen <strong>der</strong> zu prüfenden<br />
Merkmale errechnet werden. Die Aufnahme <strong>der</strong> Messreihe muss dabei unter Wie<strong>der</strong>hol-<br />
und Vergleichsbed<strong>in</strong>gungen erfolgen.<br />
4 Das Prüfsystem<br />
4.1 Anregung <strong>der</strong> Nockenr<strong>in</strong>ge<br />
Die Nockenr<strong>in</strong>ge müssen zur Anregung auf e<strong>in</strong>em dämpfungsarmen Träger plaziert werden.<br />
E<strong>in</strong>e Prüfperson legt die Prüfl<strong>in</strong>ge dazu <strong>in</strong> e<strong>in</strong>e spezielle Aufnahme, die e<strong>in</strong>e def<strong>in</strong>ierte Positionierung<br />
<strong>der</strong> Nockenr<strong>in</strong>ge gewährleistet. Die Prüfl<strong>in</strong>ge werden pneumatisch, auf Gummi-Noppen<br />
gelagert, aus <strong>der</strong> Aufnahme gehoben und anschliessend durch automatisches Anschlagen mit<br />
e<strong>in</strong>em Anschlaghammer angeregt.<br />
4.2 Signalaufnahme<br />
Die Analyse <strong>der</strong> dynamischen Eigenschaften <strong>von</strong> Werkstücken kann anhand <strong>von</strong> Luft- o<strong>der</strong><br />
Körperschallsignalen erfolgen. Im Gegensatz zu Luftschallsignalen s<strong>in</strong>d dabei die Körperschallsignale<br />
wenig anfällig gegenüber Störe<strong>in</strong>flüssen aus <strong>der</strong> Produktionsumgebung und werden<br />
daher zur Analyse verwendet. Die Messung <strong>der</strong> Oberflächenschw<strong>in</strong>gung wird mit e<strong>in</strong>em E<strong>in</strong>-<br />
6. Forum <strong>Akustische</strong> Qualitätssicherung 05 - 3
G. Wirth <strong>Akustische</strong> <strong>Rissprüfung</strong><br />
punkt-Laservibrometer berührungslos durchgeführt, wodurch e<strong>in</strong>e aufwendige Kontaktierung<br />
zur zuverlässigen Signale<strong>in</strong>kopplung wie bei herkömmlichen piezokeramischen Körperschallaufnehmer<br />
überflüssig ist. Die Laservibrometrie ermöglicht e<strong>in</strong>e Analyse im Bereich <strong>von</strong><br />
nahe 0Hz bis etwa 250 kHz, wobei die Signale mit hoher Präzision und weitestgehend frei <strong>von</strong><br />
Störe<strong>in</strong>flüssen gemessen werden.<br />
Das Messpr<strong>in</strong>zip <strong>der</strong> Laservibrometrie beruht auf dem Dopplereffekt. Monochromatisches Licht<br />
<strong>der</strong> Frequenz fe e<strong>in</strong>es HeNe-Lasers wird <strong>in</strong> e<strong>in</strong>em optischen Strahlteiler, wie <strong>in</strong> Abbildung 6<br />
dargestellt, <strong>in</strong> e<strong>in</strong>en Mess- und e<strong>in</strong>en Referenzstrahl aufgeteilt. Der Messstrahl wird auf die<br />
Oberfläche des Prüfl<strong>in</strong>gs gerichtet und reflektiert. Das Licht erfährt dabei e<strong>in</strong>e Modulation <strong>der</strong><br />
Frequenz fr = fe + fd <strong>in</strong> Abhängigkeit <strong>von</strong> <strong>der</strong> Oberflächengeschw<strong>in</strong>digkeit vd des Prüfl<strong>in</strong>gs,<br />
fd=2vd/λ, wobei λ die Wellenlänge des Laserlichts bezeichnet. Im Laservibrometer wird das<br />
reflektierte Licht mit dem <strong>in</strong> <strong>der</strong> Braggzelle um e<strong>in</strong>e Frequenz fb verschobenen Referenzstrahl<br />
<strong>in</strong>terferiert. Der Detektor wandelt das resultierende Licht <strong>in</strong> e<strong>in</strong> zur Oberflächengeschw<strong>in</strong>digkeit<br />
des Messobjektes proportionales elektrisches Signal um, das anschliessend analog demoduliert<br />
wird.<br />
4.3 Merkmalsextraktion<br />
Abbildung 6: Funktionsweise e<strong>in</strong>es Laservibrometers<br />
Aus den Messsignalen können pr<strong>in</strong>zipiell zwei unterschiedliche Arten <strong>von</strong> Merkmalen generiert<br />
werden, die Resonanzfrequenzen sowie <strong>der</strong>en Dämpfungsgrade. Im vorliegenden Fall haben<br />
Vorstudien ergeben, dass die Resonanzfreuqenzen für e<strong>in</strong>e zuverlässige Unterscheidung zwischen<br />
<strong>Nockenr<strong>in</strong>gen</strong> mit und ohne Riss ungeeignet s<strong>in</strong>d. Dagegen stellen die Dämpfungsgrade<br />
für das gefor<strong>der</strong>te Fehlerkriterium e<strong>in</strong>deutige Merkmale dar. Gute Nockenr<strong>in</strong>ge besitzen ger<strong>in</strong>gere<br />
Dämpfungsgrade und damit längere Auskl<strong>in</strong>gzeiten als gerissenen Nockenr<strong>in</strong>ge.<br />
Zunächst wird für jedes Signal das Maximum bestimmt und damit <strong>der</strong> Zeitpunkt <strong>der</strong> Erregung<br />
als Referenzzeitpunkt festgelegt. Anschliessend wird <strong>der</strong> Betrag des Signals gebildet und durch<br />
stückweise Maximumsuche die Signalhüllkurve approximiert. Die e<strong>in</strong>zelnen lokalen Maxima<br />
werden logarithmiert und aus den e<strong>in</strong>zelnen Werten e<strong>in</strong>e Regressionsgerade berechnet. Der<br />
Schnittpunkt <strong>der</strong> Regressionsgeraden mit <strong>der</strong> Abszisse ergibt die Auskl<strong>in</strong>gzeit.<br />
05 - 4 6. Forum <strong>Akustische</strong> Qualitätssicherung
G. Wirth <strong>Akustische</strong> <strong>Rissprüfung</strong><br />
4.4 Klassifikation<br />
Die Zuordnung <strong>von</strong> Prüfl<strong>in</strong>gen unbekannter Güte zu e<strong>in</strong>er <strong>der</strong> beiden Klassen GUT o<strong>der</strong><br />
SCHLECHT f<strong>in</strong>det anhand <strong>von</strong> Grenzwerten statt, die aus e<strong>in</strong>er größeren Stichprobe <strong>von</strong> Prüfl<strong>in</strong>gen<br />
mit und ohne Riss statistisch ermittelt werden. Für alle Prüfl<strong>in</strong>ge <strong>der</strong> Stichprobe werden<br />
die Auskl<strong>in</strong>gzeiten bestimmt und <strong>der</strong> Grenzwert gs für schlechte Nockenr<strong>in</strong>ge gerade so gewählt,<br />
dass alle Auskl<strong>in</strong>gzeiten ts <strong>von</strong> <strong>Nockenr<strong>in</strong>gen</strong> mit Riss <strong>der</strong> Lernstichprobe kle<strong>in</strong>er s<strong>in</strong>d als<br />
<strong>der</strong> Grenzwert:gs > max(ts) (siehe Abbildung 6). Der Grenzwert für Auskl<strong>in</strong>gzeiten <strong>von</strong> Prüfl<strong>in</strong>gen<br />
ohne Riss wird aus den guten <strong>Nockenr<strong>in</strong>gen</strong> <strong>der</strong> Lernstichprobe anhand <strong>der</strong> mittleren Auskl<strong>in</strong>gzeit<br />
mg sowie <strong>der</strong> Standardabweichung σg bestimmt. Um e<strong>in</strong>e richtige Klassenzuordnung<br />
bei mehr als 97% <strong>der</strong> Nockenr<strong>in</strong>ge ohne Riss zu erreichen, wird <strong>der</strong> Grenzwert zu gg=mg-2σg<br />
gewählt. Prüfl<strong>in</strong>ge, <strong>der</strong>en Auskl<strong>in</strong>gzeiten grösser als gg s<strong>in</strong>d, werden als GUT e<strong>in</strong>geordnet, Prüfl<strong>in</strong>ge<br />
mit Auskl<strong>in</strong>gzeiten kle<strong>in</strong>er als gs gelten als SCHLECHT. Lediglich Prüfl<strong>in</strong>ge mit Auskl<strong>in</strong>gzeiten<br />
die zwischen gg und gs liegen müssen mit alternativen Methoden weiter untersucht<br />
werden.<br />
Mittelwert<br />
SCHLECHT<br />
Grenzwert<br />
SCHLECHT<br />
Grenzwert<br />
GUT<br />
Mittelwert<br />
GUT<br />
Abbildung 7: Bestimmung <strong>der</strong> Auskl<strong>in</strong>gzeiten zur Unterscheidung zwischen GUT und SCHLECHT<br />
Unterschiedliche Nockenr<strong>in</strong>gtypen können separat angelernt und die entsprechenden Grenzwerte<br />
<strong>in</strong> e<strong>in</strong>er Referenzdatenbank abgelegt werden. Die Adaption des Messsystems auf bereits angelernte<br />
Nockenr<strong>in</strong>gtypen ist somit schnell und e<strong>in</strong>fach möglich.<br />
Das entwickelte Verfahren ermöglicht e<strong>in</strong>e Prüfung <strong>von</strong> <strong>der</strong>zeit 200 Teilen pro Stunde, wobei<br />
die Taktzeit durch die manuelle Bestückung des Prüfplatzes beschränkt ist.<br />
Die Messgerätefähigkeit wurde gemäß den For<strong>der</strong>ungen <strong>der</strong> Fa. Bosch anhand <strong>von</strong> 50 Messungen<br />
<strong>der</strong> Auskl<strong>in</strong>gzeit e<strong>in</strong>es Seriennockenr<strong>in</strong>gs nachgewiesen.<br />
Durch unterschiedliche Darstellung sowie Dokumentation <strong>der</strong> Auskl<strong>in</strong>gzeiten <strong>der</strong> Gut- und<br />
Schlechtmuster ist e<strong>in</strong>e Überwachung <strong>der</strong> Prüfe<strong>in</strong>richtung gegeben.<br />
6. Forum <strong>Akustische</strong> Qualitätssicherung 05 - 5
G. Wirth <strong>Akustische</strong> <strong>Rissprüfung</strong><br />
Zusammenfassung<br />
Die akustische Güteprüfung stellt e<strong>in</strong>e Alternative zur visuellen Materialprüfung dar, mit <strong>der</strong><br />
auch versteckte Fehler erkannt werden können. Auf Basis e<strong>in</strong>er automatischen Analyse akustischer<br />
Signale wurde e<strong>in</strong> System zur <strong>Rissprüfung</strong> <strong>von</strong> <strong>Nockenr<strong>in</strong>gen</strong> vorgestellt, <strong>in</strong> dem die speziellen<br />
Anfor<strong>der</strong>ungen zum E<strong>in</strong>satz <strong>in</strong> <strong>der</strong> <strong>Serienfertigung</strong> berücksichtigt wurden. Zuverlässigkeit<br />
und Störsicherheit konnten durch problemspezifische Körperschallanregung und robuste<br />
Sensorik sowie Auswahl geeigneter Merkmale erreicht und durch Nachweis <strong>der</strong> Messgerätefähigkeit<br />
bestätigt werden. Schnelle Algorithmen garantieren kurze Prüfzeiten, die die Taktzeiten<br />
<strong>der</strong> Produktion weit unterschreiten. Die For<strong>der</strong>ung nach e<strong>in</strong>facher Anpassung des Systems auf<br />
unterschiedliche Prüfl<strong>in</strong>gstypen wurde durch automatisches Anlernen e<strong>in</strong>er typenspezifischen<br />
Referenzdatenbank realisiert. Darstellung und Dokumentation <strong>der</strong> Messergebnisse gewährleisten<br />
die Überwachung <strong>der</strong> Prüfe<strong>in</strong>richtung.<br />
05 - 6 6. Forum <strong>Akustische</strong> Qualitätssicherung





