HAHN+KOLB Technikhandbuch
HAHN+KOLB Technikhandbuch
HAHN+KOLB Technikhandbuch

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
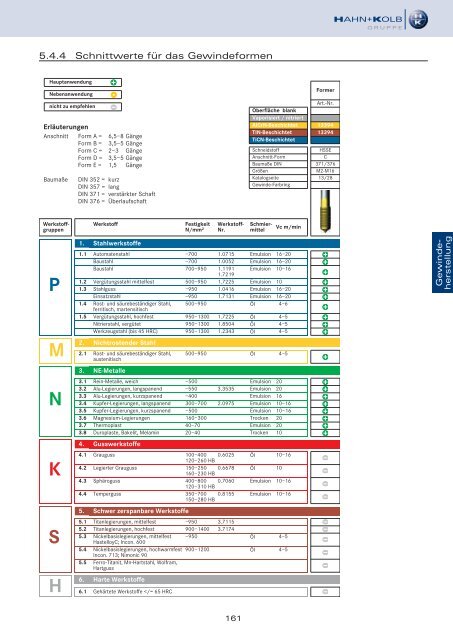
5.4.4 Schnittwerte für das Gewindeformen<br />
�<br />
Hauptanwendung<br />
Nebenanwendung<br />
nicht zu empfehlen<br />
Erläuterungen<br />
Anschnitt Form A = 6,5–8 Gänge<br />
Form B = 3,5–5 Gänge<br />
Form C = 2–3 Gänge<br />
Form D = 3,5–5 Gänge<br />
Form E = 1,5 Gänge<br />
Baumaße DIN 352 = kurz<br />
DIN 357 = lang<br />
DIN 371 = verstärkter Schaft<br />
DIN 376 = Überlaufschaft<br />
Werkstoffgruppen<br />
P<br />
M<br />
N<br />
K<br />
S<br />
H<br />
Werkstoff Festigkeit<br />
N/mm 2<br />
1. Stahlwerkstoffe<br />
Werkstoff-<br />
Nr.<br />
161<br />
Former<br />
Art.-Nr.<br />
Oberfläche blank<br />
Vaporisiert / nitrier t<br />
AICrN-Beschichtet 13394<br />
TIN-Beschichtet 13394<br />
TiCN-Beschichte t<br />
Schneidstoff HSSE<br />
Anschnitt-Form C<br />
Baumaße DIN 371/376<br />
Größen M2-M16<br />
Katalogseite 13/28<br />
Gewinde-Farbring<br />
Schmiermittel<br />
Vc m/min<br />
1.1 Automatenstahl –700 1.0715 Emulsion 16–20<br />
Baustahl –700 1.0052 Emulsion 16–20<br />
Baustahl 700–950 1.1191<br />
1.7219<br />
Emulsion 10–16<br />
1.2 Vergütungsstahl mittelfest 500–950 1.7225 Emulsion 10<br />
1.3 Stahlguss –950 1.0416 Emulsion 16–20<br />
Einsatzstahl –950 1.7131 Emulsion 16–20<br />
1.4 Rost- und säurebeständiger Stahl,<br />
ferritisch, martensitisch<br />
500–950 Öl 4–6<br />
1.5 Vergütungsstahl, hochfest 950–1300 1.7225 Öl 4–5<br />
Nitrierstahl, vergütet 950–1300 1.8504 Öl 4–5<br />
Werkzeugstahl (bis 45 HRC) 950–1300 1.2343 Öl 4–5<br />
2. Nichtrostender Stah l<br />
2.1 Rost- und säurebeständiger Stahl,<br />
austenitisch<br />
3. NE-Metalle<br />
500–950 Öl 4–5<br />
3.1 Rein-Metalle, weich –500 Emulsion 20<br />
3.2 Alu-Legierungen, langspanend –550 3.3535 Emulsion 20<br />
3.3 Alu-Legierungen, kurzspanend –400 Emulsion 16<br />
3.4 Kupfer-Legierungen, langspanend 300–700 2.0975 Emulsion 10–16<br />
3.5 Kupfer-Legierungen, kurzspanend –500 Emulsion 10–16<br />
3.6 Magnesium-Legierungen 160–300 Trocken 20<br />
3.7 Thermoplast 40–70 Emulsion 20<br />
3.8 Duroplaste, Bakelit, Melamin 20–40 Trocken 10<br />
4. Gusswerkstoffe<br />
4.1 Grauguss 100–400 0.6025<br />
120–260 HB<br />
Öl 10–16<br />
4.2 Legierter Grauguss 150–250 0.6678<br />
160–230 HB<br />
Öl 10<br />
4.3 Sphäroguss 400–800<br />
120–310 HB<br />
0.7060 Emulsion 10–16<br />
4.4 Temperguss 350–700<br />
150–280 HB<br />
0.8155 Emulsion 10–16<br />
5. Schwer zerspanbare Werkstoffe<br />
5.1 Titanlegierungen, mittelfest –950 3.7115<br />
5.2 Titanlegierungen, hochfest 900–1400 3.7174<br />
5.3 Nickelbasislegierungen, mittelfest<br />
HastelloyC; Incon. 600<br />
–950 Öl 4–5<br />
5.4 Nickelbasislegierungen, hochwarmfest<br />
Incon. 713; Nimonic 90<br />
900–1200 Öl 4–5<br />
5.5 Ferro-Titanit, Mn-Hartstahl, Wolfram,<br />
Hartguss<br />
6. Harte Werkstoffe<br />
6.1 Gehärtete Werkstoffe