6110 DE Composite Gleitlager – wartungsfrei und platzsparend
6110 DE Composite Gleitlager – wartungsfrei und platzsparend
6110 DE Composite Gleitlager – wartungsfrei und platzsparend

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Bearbeitbarkeit<br />
der Werkstoffe<br />
<strong>Composite</strong> Werkstoffe lassen sich <strong>–</strong> von der<br />
Gleitfläche einmal abgesehen <strong>–</strong> gr<strong>und</strong>sätzlich<br />
nach allgemein üblichen Verfahren bearbeiten.<br />
Sind für bestimmte Einbaufälle Buchsen<br />
mit einer geringeren als der serienmäßig verfügbaren<br />
Breite erforderlich, so lassen sich<br />
diese auf einfache Weise aus breiteren Buchsen<br />
durch Abdrehen oder Abstechen anfertigen;<br />
das nachträgliche Anbringen von<br />
Schmierlöchern durch Bohren ist ebenfalls<br />
möglich. In jedem Fall müssen anschließend<br />
in die Gleitfläche vorstehende Grate sorgfältig<br />
entfernt werden.<br />
Die Bandstreifen können durch Biegen,<br />
Prägen, Pressen, Schneiden <strong>und</strong> Bohren dem<br />
jeweiligen Anwendungsfall angepasst werden.<br />
Beim Schneiden <strong>und</strong> Bohren empfiehlt es<br />
sich, die Bandstreifen stets von der Gleitschichtseite<br />
her zu bearbeiten. Dadurch lassen<br />
sich in die Gleitschicht vorstehende Grate<br />
vermeiden.<br />
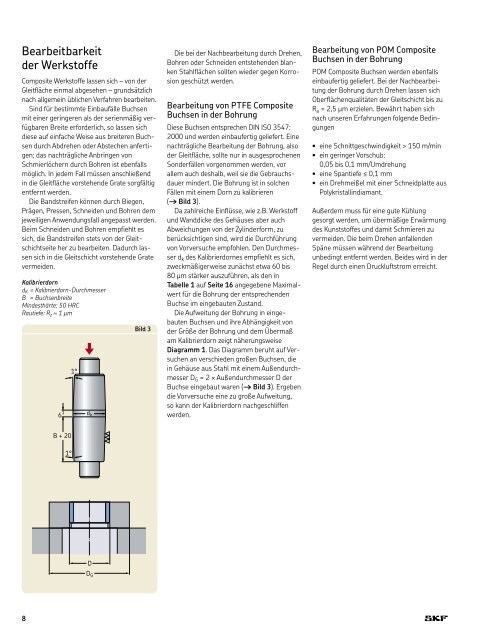
Kalibrierdorn<br />
d K = Kalibrierdorn-Durchmesser<br />
B = Buchsenbreite<br />
Mindesthärte: 50 HRC<br />
Rautiefe: R z ≈ 1 μm<br />
8<br />
<br />
<br />
<br />
<br />
<br />
<br />
Bild 3<br />
Die bei der Nachbearbeitung durch Drehen,<br />
Bohren oder Schneiden entstehenden blanken<br />
Stahlflächen sollten wieder gegen Korrosion<br />
geschützt werden.<br />
Bearbeitung von PTFE <strong>Composite</strong><br />
Buchsen in der Bohrung<br />
Diese Buchsen entsprechen DIN ISO 3547:<br />
2000 <strong>und</strong> werden einbaufertig geliefert. Eine<br />
nachträgliche Bearbeitung der Bohrung, also<br />
der Gleitfläche, sollte nur in ausgesprochenen<br />
Sonderfällen vorgenommen werden, vor<br />
allem auch deshalb, weil sie die Gebrauchsdauer<br />
mindert. Die Bohrung ist in solchen<br />
Fällen mit einem Dorn zu kalibrieren<br />
(† Bild 3).<br />
Da zahlreiche Einflüsse, wie z.B. Werkstoff<br />
<strong>und</strong> Wanddicke des Gehäuses aber auch<br />
Abweichungen von der Zylinderform, zu<br />
berücksichtigen sind, wird die Durchführung<br />
von Vorversuche empfohlen. Den Durchmesser<br />
d k des Kalibrierdornes empfiehlt es sich,<br />
zweckmäßigerweise zunächst etwa 60 bis<br />
80 μm stärker auszuführen, als den in<br />
Tabelle 1 auf Seite 16 angegebene Maximalwert<br />
für die Bohrung der entsprechenden<br />
Buchse im eingebauten Zustand.<br />
Die Aufweitung der Bohrung in eingebauten<br />
Buchsen <strong>und</strong> ihre Abhängigkeit von<br />
der Größe der Bohrung <strong>und</strong> dem Übermaß<br />
am Kalibrierdorn zeigt näherungsweise<br />
Diagramm 1. Das Diagramm beruht auf Versuchen<br />
an verschieden großen Buchsen, die<br />
in Gehäuse aus Stahl mit einem Außendurchmesser<br />
D G = 2 ¥ Außendurchmesser D der<br />
Buchse eingebaut waren († Bild 3). Ergeben<br />
die Vorversuche eine zu große Aufweitung,<br />
so kann der Kalibrierdorn nachgeschliffen<br />
werden.<br />
Bearbeitung von POM <strong>Composite</strong><br />
Buchsen in der Bohrung<br />
POM <strong>Composite</strong> Buchsen werden ebenfalls<br />
einbaufertig geliefert. Bei der Nachbearbeitung<br />
der Bohrung durch Drehen lassen sich<br />
Oberflächenqualitäten der Gleitschicht bis zu<br />
Ra = 2,5 μm erzielen. Bewährt haben sich<br />
nach unseren Erfahrungen folgende Bedingungen<br />
• eine Schnittgeschwindigkeit > 150 m/min<br />
• ein geringer Vorschub:<br />
0,05 bis 0,1 mm/Umdrehung<br />
• eine Spantiefe ≤ 0,1 mm<br />
• ein Drehmeißel mit einer Schneidplatte aus<br />
Polykristallindiamant.<br />
Außerdem muss für eine gute Kühlung<br />
gesorgt werden, um übermäßige Erwärmung<br />
des Kunststoffes <strong>und</strong> damit Schmieren zu<br />
vermeiden. Die beim Drehen anfallenden<br />
Späne müssen während der Bearbeitung<br />
unbedingt entfernt werden. Beides wird in der<br />
Regel durch einen Druckluftstrom erreicht.