

Whitepaper als PDF herunterladen - Umformtechnik
Whitepaper als PDF herunterladen - Umformtechnik
Whitepaper als PDF herunterladen - Umformtechnik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Die Forderung nach Entwicklung und<br />
Anwendung Material, Energie und Arbeitszeit<br />
sparender – insgesamt kostengünstiger<br />
– Fertigungsverfahren<br />
steht auch in der Wälzlager- und Automobilindustrie<br />
bei der Herstellung<br />
profilierter ring- und rohrförmiger<br />
Werkstücke wie z.B. Wälzlager- und<br />
Getrieberingen. Zielstellung ist, die<br />
jahrzehntelang vorherrschende spanende<br />
Bearbeitung derartiger Werkstücke<br />
– insbesondere auf Drehauto-<br />
p r o f i l w a l z e n<br />
Axialprofilrohrwalzen von<br />
Wälzlagerringen<br />
maten – durch Anwendung von Umformverfahren<br />
schrittweise oder gänzlich<br />
zu substituieren. Prädestiniert für<br />
die Lösung dieser Zielstellung sind insbesondere<br />
Walzverfahren wie die in<br />
den 80er und 90er Jahren unter wesentlicher<br />
Mitwirkung der TU Dresden<br />
entwickelten Kaltwalzverfahren<br />
Tangentialprofilringwalzen (TPRW)<br />
und Axialprofilrohrwalzen (APRW),<br />
wobei die genannten Verfahren insbesondere<br />
unter dem Gesichtspunkt ei-<br />
Teil 1<br />
Experimentelle Einflussanalyse<br />
Thomas Ficker, André Hardtmann, Mario Houska<br />
Das vorhandene Potenzial von Kaltwalzverfahren wie Tangentialprofilringwalzen und<br />
Axialprofilrohrwalzen wird <strong>als</strong> äußerst zukunftsträchtig eingeschätzt, da zum gegenwärtigen Zeitpunkt<br />
nur ein sehr geringer Prozentsatz der walzbaren Profile durch (Kalt-)Walzen hergestellt wird. Um<br />
dieses Potenzial komplex ausschöpfen zu können, ist eine zielgerichtete theoretische und praktische<br />
Weiterentwicklung dieser Verfahren insbesondere hinsichtlich herstellbarem Abmessungsbereich,<br />
bearbeitbarer (walzbarer) Ringgeometrie, reproduzierbarer Qualitäts- und Prozesssicherheit sowie<br />
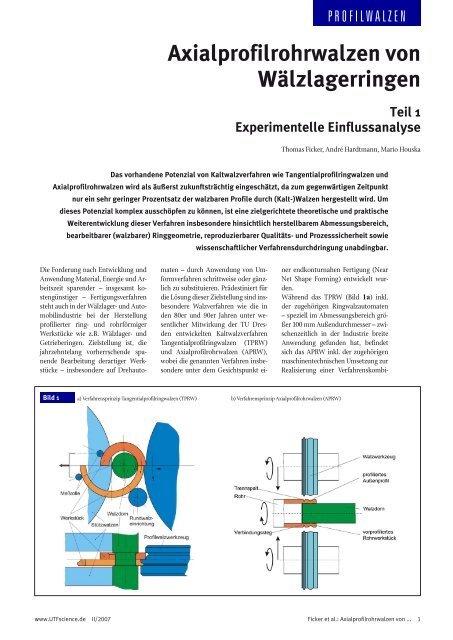
Bild 1 a) Verfahrensprinzip Tangentialprofilringwalzen (TPRW)<br />
wissenschaftlicher Verfahrensdurchdringung unabdingbar.<br />
ner endkonturnahen Fertigung (Near<br />
Net Shape Forming) entwickelt wurden.<br />
Während das TPRW (Bild 1a) inkl.<br />
der zugehörigen Ringwalzautomaten<br />
– speziell im Abmessungsbereich größer<br />
100 mm Außendurchmesser – zwischenzeitlich<br />
in der Industrie breite<br />
Anwendung gefunden hat, befindet<br />
sich das APRW inkl. der zugehörigen<br />
maschinentechnischen Umsetzung zur<br />
Realisierung einer Verfahrenskombi-<br />
b) Verfahrensprinzip Axialprofilrohrwalzen (APRW)<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ...
nation APRW-Drehen in einer Aufspannung<br />
derzeit in der Entwicklungs-<br />
bzw. Überführungsphase in die Produktion.<br />
Beim APRW (Bild 1b) handelt es<br />
sich um ein Querwalzverfahren ausgehend<br />
von Rohr mit überwiegend axialem<br />
Werkstofffluss, d.h. Rohr bzw.<br />
Ring werden während des Walzprozesses<br />
entsprechend dem durch das<br />
Werkzeugprofil verdrängten Werkstoffvolumen<br />
länger bzw. breiter.<br />
Noch im Anfangsstadium befindet<br />
sich die wissenschaftliche Verfahrensdurchdringung<br />
zum Walzprozess beim<br />
APRW, sodass bei der Einführung neuer<br />
Ringtypen bzw. -geometrien gegenwärtig<br />
weitestgehend empirisch vorgegangen<br />
werden muss. Das betrifft sowohl<br />
die Ermittlung von Anfangsrohr-<br />
und Walzwerkzeugabmessungen <strong>als</strong><br />
auch die Festlegung geeigneter Walzparameter.<br />
Im vorliegenden Artikel wird über<br />
die Ergebnisse eines DFG-Forschungsvorhabens<br />
berichtet, welches die wissenschaftlicheVerfahrensdurchdringung<br />
– einhergehend mit der Erweiterung<br />
des Anwendungsbereiches und<br />
der Erhöhung der Prozesssicherheit –<br />
des APRW zum Arbeitsinhalt hatte.<br />
Experimentelle Einflussanalyse<br />
Schwerpunkt beim APRW war zunächst,<br />
ein rechnergestütztes System<br />
zur Erfassung relevanter technologischer<br />
Daten zu schaffen sowie aus<br />
einer Vielzahl von Walzversuchen Primärdaten<br />
für die Modellbildung bzw.<br />
Simulation mittels numerischer Methoden<br />
bereitzustellen.<br />
Ziel war die Entwicklung eines Prozessmodells,<br />
welches die Ergebnisgrößen<br />
<strong>als</strong> Funktion der Einstellparameter<br />
abbildet. Bei der Einführung neuer<br />
Ringtypen bzw. -geometrien soll dann<br />
mit diesem Modell die Vielzahl von<br />
Prozessgrößen wie Walzwerkzeuggeometrie,<br />
Maschineneinstellparameter<br />
sowie geometrische und stoffliche Eigenschaften<br />
des Anfangsrohres bestimmt<br />
werden, um letztlich die davon<br />
abhängigen Zielgrößen wie Maß-, Lage-<br />
und Formtoleranzen zu erreichen.<br />
Die Durchführung der hierzu notwendigen<br />
Untersuchungen erfolgte für<br />
den Anwendungsfall „Wälzlagerkomponenten“<br />
am Beispiel des <strong>als</strong> Typenvertreter<br />
ausgewählten Kugellagerinnenringes<br />
6210. Für diesen Ring sind<br />
Bild 2<br />
Bild 3<br />
Entwurf einer<br />
Technologiedatenbank<br />
Einflussgrößen beim APRW<br />
ausgehend von vorhandenen Erkenntnissen<br />
die Walzwerkzeuge konstruiert<br />
und gefertigt worden. Die vorhandene<br />
Versuchseinrichtung wurde modifiziert<br />
und mit Mess- und Sensortechnik<br />
ausgestattet.<br />
Vorversuche zum APRW ergaben,<br />
dass vor allem die kinematischen<br />
Einstellparameter Rohrdrehzahl und<br />
Walzenvorschubgeschwindigkeit, das<br />
Walzregime in Form der zu wählenden<br />
Walz- und Überwalzeiten, die geometrischen<br />
Parameter Abstand Walzeneingriff<br />
zum Rohrende, Dorndurchmesser<br />
(Dornspiel) sowie die Anfangsrohrabmessungen<br />
die größte Relevanz<br />
auf das Walzergebnis haben. Ausgehend<br />
von diesen wesentlichen Einflussgrößen<br />
wurde ein umfassendes<br />
Versuchsprogramm unter Anwendung<br />
der statistischen Versuchsplanung er-<br />
p r o f i l w a l z e n<br />
stellt. Bei der Auswertung der Walzversuche<br />
wurde sich auf die geometrischen<br />
Zielgrößen Ringaußendurchmesser<br />
inkl. zugehöriger Rundheiten<br />
sowie Profilabweichung konzentriert.<br />
Auf Basis eines Einflussgrößenmodells<br />
(Bild 2) wurde zur Erfassung der<br />
in den Versuchsprogrammen ermittelten<br />
Versuchsdaten eine Technologiedatenbank<br />
Ringwalzen RIWADAT<br />
entwickelt (Bild 3). Zu deren besserer<br />
Handhabbarkeit wurde eine entsprechende<br />
Bedienoberfläche entworfen,<br />
die <strong>als</strong> Hilfsmittel die Generierung<br />
ganzer Versuchspläne im Datenbanksystem<br />
erlaubt (Bild 4).<br />
Die ermittelten Versuchergebnisse<br />
wurden in einer statistischen Analyse<br />
hinsichtlich ihrer Streuung, Signifikanz<br />
und Konfidenz sowie der Varianz untersucht.<br />
Anschließend erfolgte zur Ermitt-<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ... 2
lung des funktionalen Zusammenhangs<br />
zwischen Einflussgrößen und Zielgrößen<br />
die Durchführung einer linearen<br />
Mehrfachregressionsanalyse.<br />
Für die Prüfung der Polynome des<br />
Modells wurde die Adäquatheitsprüfung<br />
mittels der F-Verteilung (Fisher-<br />
Test) mit den sich aus der Koeffizientenprüfung<br />
ergebenden signifikant<br />
erkannten Koeffizienten durchgeführt.<br />
Für die betrachteten Zielgrößen ist der<br />
Adäquatheitstest negativ ausgefallen,<br />
d.h. das Modell auf Basis der Regressionsanalyse<br />
gibt nicht die tatsächlichen<br />
Zusammenhänge wieder. Es ist lediglich<br />
eine tendenziell grobe Näherung zu<br />
erkennen. Deshalb wurde auf eine Untersuchung<br />
zur Generalisierungs- und<br />
Prognosefähigkeit beispielsweise über<br />
Lösung des Gleichungssystems aus den<br />
Polynomgleichungen verzichtet.<br />
Verfahrensmodellierung unter<br />
Verwendung Neuronaler Netze<br />
Als Alternative zur Regressionsanalyse<br />
wurde ein Prozessmodell unter Anwendung<br />
Neuronaler Netze erstellt.<br />
Die Bildung von Prozessmodellen mit<br />
Neuronalen Netzen aus Versuchsdaten<br />
unterscheidet sich gravierend von der<br />
herkömmlichen – auf der Analyse physikalisch-technischer<br />
Zusammenhänge<br />
basierender – Vorgehensweise. Zur Erstellung<br />
eines Neuronalen Netzes,<br />
welches die untersuchten Zielgrößen<br />
Rundheit und Profilabweichung abhängig<br />
von den relevanten Eingangsgrößen<br />
ohne Berücksichtigung physikalischer<br />
Zusammenhänge abbildet<br />
(Bild 5), wurde der Stuttgarter Neuro-<br />
Bild 5<br />
Trainiertes<br />
Neuronales Netz<br />
mit zugehöriger<br />
Lernkurve<br />
Bild 4<br />
Bedienoberfläche RIWADAT<br />
nal Network Simulator (SNNS) [Zell,<br />
A.: Simulation Neuronaler Netze. Addision<br />
Wesley Longman Verlag GmbH,<br />
1994] verwendet, da dieser Netzsimulator<br />
frei verfügbar ist und u.a. zahlreiche<br />
Netzmodelle und Lernverfahren<br />
unterstützt.<br />
Im Vergleich zur Regressionsanalyse<br />
konnte durch die Verwendung des<br />
Neuronalen Netzes die Modelladäquatheit<br />
wesentlich verbessert werden.<br />
Dadurch ist es möglich, das Neuronale<br />
Netz auch zur Vorhersage optimaler<br />
Parameter zu nutzen. Dies kann zum<br />
Beispiel durch die Anwendung der<br />
Projektionsfunktion der verwendeten<br />
Software SNNS geschehen (Bild 6).<br />
p r o f i l w a l z e n<br />
Der Einsatz eines Neuronalen Netzes<br />
erzielt bei der Modellierung komplexer,<br />
analytisch schwer zu beschreibender<br />
Zusammenhänge von Eingangs-<br />
und Ausgangsgrößen beim inkrementellen<br />
Umformverfahren<br />
APRW wesentlich bessere Ergebnisse<br />
<strong>als</strong> die multiple Regressionsanalyse.<br />
Tests ergeben eine gute bis sehr gute<br />
Übereinstimmung von experimentell<br />
ermittelten und berechneten Werten.<br />
Somit kann man davon ausgehen, dass<br />
die Anwendung von Neuronalen Netzen<br />
zur Beschreibung eines Prozessmodells<br />
für das APRW prinzipiell geeignet<br />
ist. Die Generierung weiterer<br />
Neuronaler Netze zur Beschreibung<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ...
von Zusammenhängen anderer Einfluss-<br />
und Zielgrößen aus dem jetzt<br />
vorliegenden umfangreichen Datenmaterial<br />
ist möglich.<br />
Verfahrenserweiterung<br />
Zur Erweiterung des Anwendungsbereiches<br />
des APRW wurden Voraussetzungen<br />
zum Walzen innenprofilierter<br />
bzw. innen- und/oder außenprofilierter<br />
ringförmiger Werkstücke sowie<br />
asymmetrischer Querschnittsformen<br />
geschaffen.<br />
Im Ergebnis der am Beispiel der beiden<br />
ausgewählten Typenvertreter Kegel-<br />
und Zylinderrollenlagerinnenring<br />
durchgeführten Walzversuche konnte<br />
die Herstellbarkeit asymmetrischer<br />
Werkstücke mittels der Verfahrens-<br />
Bild 7<br />
kombination APRW – Drehen prinzipiell<br />
nachgewiesen werden. Sowohl<br />
bei Einringbearbeitung <strong>als</strong> auch Zweiringbearbeitung<br />
wurde nach entsprechender<br />
Optimierung (Werkzeuggeometrie,<br />
Walzparameter, Anfangsrohrabmessungen<br />
und -gefüge) bei Verwendung<br />
von Rohrmaterial 100Cr6<br />
(GKZ) eine vollständige und fehlerfreie<br />
Ausformung der Außenkontur<br />
erreicht (Bild 7a und 7b).<br />
Zusammenfassung und Ausblick<br />
Das vorliegende Prozessmodell für das<br />
APRW ist weiterzuentwickeln und<br />
hinsichtlich anderer Prozessparameter<br />
zu vervollkommnen.<br />
In Zusammenarbeit von TU Dresden,<br />
potenziellen Maschinenherstellern und<br />
Anwendern aus der Wälzlager- und Automobilindustrie<br />
werden derzeit Voraus-<br />
Bild 6<br />
Projektion der<br />
Einflussgrößen<br />
Drehzahl und<br />
Vorschubgeschwindgkeit<br />
hinsichtlich<br />
Rundheit des<br />
Außendurchmessers<br />
a) Kegelrollenlagerinnenring (Einzelstück, Doppelstück<br />
entsprechend konkaver und konvexer Werkzeug-Variante)<br />
b) Zylinderrollenlagerinnenring<br />
(Einzel- und Doppelstück)<br />
setzungen zu Entwicklung und Bau eines<br />
entsprechenden Prototypen für eine spätere<br />
Produktionsmaschine geschaffen,<br />
welcher auch die Möglichkeit zur wahlweisen<br />
Innen- und/oder Außenprofilierung<br />
von Rohren gewährleisten soll.<br />
Bereits bei Erprobung und Optimierung<br />
dieses Prototypen sind die Ergebnisse<br />
des vorliegenden DFG-Vorhabens<br />
– für die Fertigung von Wälzlagerringen<br />
– nutzbar. In Folgeprojekten<br />
sollen sich Arbeiten u. a. zur Übertragung<br />
der erreichten Ergebnisse für die<br />
Herstellung von (komplizierten) Getrieberingen<br />
anschließen, zumal hier<br />
das größere Potenzial für eine Anwendung<br />
in Deutschland liegt <strong>als</strong> bei (einfachen)<br />
Wälzlagerringen.<br />
Die vorgestellten Forschungs- und Entwicklungsarbeiten<br />
wurden durch die Deutsche Forschungsgemeinschaft<br />
(DFG) gefördert, der hierfür unser<br />
Dank gilt.<br />
Autoren<br />
p r o f i l w a l z e n<br />
Dr.-Ing. Thomas Ficker studierte von 1977 bis<br />
1982 an der TU Dresden Fertigungsprozessgestaltung/Abtrenntechnik,<br />
war danach am dortigen<br />
Lehrstuhl für <strong>Umformtechnik</strong> wissenschaftlicher<br />
Assistent und promovierte 1989. Von 1986 bis<br />
1992 arbeitete er <strong>als</strong> Entwicklungsingenieur im<br />
ehemaligen Kombinat Wälzlager und Normteile<br />
Chemnitz. Seit 1992 ist er wissenschaftlicher Mitarbeiter<br />
am Institut für Produktionstechnik, Professur<br />
für Umform- und Urformtechnik, der TU<br />
Dresden.<br />
Dipl.-Ing. André Hardtmann studierte auf dem<br />
Gebiet der <strong>Umformtechnik</strong> am Institut für Produktionstechnik<br />
der TU Dresden und war dort von<br />
1994 bis 2005 <strong>als</strong> wissenschaftlicher Mitarbeiter<br />
tätig. Seit 2005 ist er wissenschaftlicher Mitarbeiter<br />
am Institut für Werkzeugmaschinen und Steuerungstechnik<br />
der TU Dresden.<br />
Dipl.-Ing. Mario Houska schloss 1984 eine Berufsausbildung<br />
zum Maschinenbauer ab. 1986 bis<br />
1991 studierte er an der TU Dresden Fertigungsprozessgestaltung/<strong>Umformtechnik</strong>.<br />
Seit 1991 ist er<br />
<strong>als</strong> wissenschaftlicher Assistent bzw. wissenschaftlicher<br />
Mitarbeiter am Institut für Produktionstechnik,<br />
Professur für Umform- und Urformtechnik,<br />
der TU Dresden beschäftigt.<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ...
p r o f i l w a l z e n<br />
Teil 2<br />
Numerische Einflussanalyse<br />
Volker Ulbricht, Holger Sparr<br />
Für Ringwalzverfahren sind in der industriellen Anwendung nach wie vor elementare und empirische<br />
Das Axialprofilrohrwalzen gehört zu<br />
den inkrementellen Umformverfahren,<br />
da die Formgebung des Werkstücks<br />
zwar kontinuierlich, jedoch die<br />
plastische Umformung in den Kontaktzonen<br />
zwischen Werkstück und<br />
Werkzeugen erfolgt. Mit dem Austreten<br />
aus der Kontakt- bzw. Umformzone<br />
wird der Werkstoff zwischenzeitlich<br />
entlastet und verhält sich bis zum erneuten<br />
Eintreten in die Umformzone<br />
elastisch. Der vollständige Umformvorgang<br />
erfolgt während ca. 10 Werkstückumdrehungen,<br />
sodass die Umformzone<br />
durch die Verwendung eines Walzenpaares<br />
(siehe Bild 1) 20-mal durchschritten<br />
wird.<br />
Der Umformprozess wird durch einen<br />
Satz von Prozessparametern gesteuert,<br />
zu denen einerseits die geometrischen<br />
Abmessungen des Werkstücks<br />
im Ausgangszustand und die Werkzeugabmessungen<br />
und andererseits<br />
die kinematischen Größen wie die Rotationsgeschwindigkeit<br />
des Werkstücks<br />
oder die Vorschubgeschwindigkeit<br />
der Walzen gehören.<br />
Gemäß den kinematischen Vorgaben<br />
des Umformprozesses APRW und<br />
der verwendeten Umformvorrichtung<br />
wurde ein Modell entwickelt und zugehörige<br />
Simulationsrechnungen erfolgten,<br />
um einen tieferen Einblick in<br />
den Walzvorgang zu erhalten und den<br />
Einfluss einzelner Prozessparameter<br />
gezielt zu untersuchen.<br />
Aus Sicht der numerischen Simulation<br />
überlagern sich beim APRW mehrere<br />
stark nichtlineare Vorgänge, die<br />
jeder für sich Probleme in der Model-<br />
Methoden für die Prozessauslegung vorherrschend. Die Gründe liegen vor allem in der<br />
geometrischen und physikalischen Nichtlinearität der abzubildenden inkrementellen<br />
Umformprozesse, die einen hohen Modellierungs- und Berechnungssaufwand bedingen. Im letzten<br />
Jahrzehnt wurden umfangreiche Untersuchungen vorgenommen, mit Hilfe der Finiten-Elemente-<br />
Methode die Prozessabbildung zu verbessern bzw. den Einfluss der prozessrelevanten Parameter zu<br />
ermitteln. Dabei sind für aufweitende Ringwalzverfahren wie Tangentialprofilringwalzen bereits<br />
Simulationslösungen entwickelt worden, während für die numerische Analyse des<br />
Axialprofilrohrwalzens neue Modellierungsstrategien erst gefunden werden mussten.<br />
lierung bzw. Simulation hervorrufen<br />
können, jedoch hier zur kompletten<br />
Beschreibung des Umformvorgangs<br />
gleichzeitig betrachtet werden müssen.<br />
Zur Simulation des Umformvorgangs<br />
wird die Finite-Elemente-Methode<br />
(FEM) verwendet, die eine geometrische<br />
Diskretisierung der Werkzeuge<br />
und des Werkstücks sowie eine<br />
zeitliche Diskretisierung des Prozesses<br />
erforderlich macht. Entscheidend für<br />
die Qualität der Simulationsergebnisse<br />
ist die Behandlung des Materialverhaltens<br />
des Umformguts und des Kontaktverhaltens<br />
in der Umformzone.<br />
Hierzu gehören die Wahl eines geeig-<br />
Bild 1<br />
neten Modells und eine zuverlässige<br />
Bestimmung der darin enthaltenen<br />
Material- bzw. Kontaktparameter.<br />
Modellierung<br />
Schematische Darstellung des APRW<br />
Zur Modellerstellung und Simulation<br />
des Axialprofilrohrwalzens kam das<br />
Programmpaket MARC zum Einsatz.<br />
Eine variable Gestaltung des FE-Modells<br />
wurde über die skriptbasierte Python-Schnittstelle<br />
erstellt, sodass Änderungen<br />
relevanter Prozessparameter<br />
mit geringem Aufwand im Modell berücksichtigt<br />
werden können. Der<br />
asymmetrische Beanspruchungszustand<br />
des Werkstücks erfordert die<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ...
vollständige Modellierung von Werkzeugen<br />
und Werkstück.<br />
Die Werkzeuge, <strong>als</strong>o beide Walzen<br />
und der Walzdorn, wurden <strong>als</strong> starre<br />
Körper angenommen und somit die<br />
Kontaktflächen <strong>als</strong> rotationssymmetrische<br />
Flächen in das Berechnungsmodell<br />
übernommen. Das Profil der<br />
Walzen besteht abschnittsweise aus<br />
Geraden und Kreisbögen.<br />
Die dreidimensionale Geometrie<br />
des Werkstücks wurde mit isoparametrischen<br />
8-Knoten-Elementen vernetzt,<br />
wobei das FE-Netz in Bereichen<br />
großer plastischer Dehnungen bereits<br />
im Ausgangsnetz verfeinert wurde.<br />
Das verwendete Element wird für<br />
große Deformationen in der Updated<br />
Lagrange-Formulierung eingesetzt. Die<br />
Anzahl der Elemente ist in erster Linie<br />
von der gewählten Profilgeometrie abhängig<br />
und bewegt sich bei Wälzlagerringen<br />
in der Größenordnung von einigen<br />
tausend Elementen.<br />
Für das elastische Materialverhalten<br />
wurde ein isotropes Hooke-Modell benutzt.<br />
Der für den Walzvorgang verwendete<br />
Stahl 100Cr6 weist ein ausgeprägtes<br />
Verfestigungsverhalten aus.<br />
Da während des Walzens eine schwellende<br />
Druckbeanspruchung auftritt,<br />
wird unterstellt, dass das Verfestigungsverhalten<br />
mit Hilfe der isotropen<br />
Verfestigung ausreichend genau wiedergegeben<br />
wird. Die Verfestigungskurve<br />
wurde experimentell<br />
bestimmt und dem Programm MARC<br />
punktweise übergeben.<br />
Die Fließbedingung wurde mit<br />
der wahren Spannung unter Verwendung<br />
der plastischen logarithmischen<br />
Vergleichsdehnung formuliert<br />
(1)<br />
Die Rotation des Werkstücks wird gemäß<br />
Bild 2 linksseitig über einen so<br />
genannten Glue Contact <strong>als</strong> geometrische<br />
Zwangsbedingung zwischen<br />
einem starren Körper und dem Werkstück<br />
realisiert, die der Werkstückeinspannung<br />
in der Walzvorrichtung entspricht.<br />
Zwischen den beiden Walzen bzw.<br />
dem Walzdorn und dem Werkstück<br />
besteht eine generelle Kontaktbedingung,<br />
deren Einhaltung in einem Iterationsprozess<br />
während der Simulation<br />
Bild 2<br />
Bild 3<br />
Darstellung des<br />
Borddurch-<br />
messers im<br />
Schnitt mit<br />
Eintrag der<br />
ermittelten<br />
geometri-<br />
schen<br />
Kenn-<br />
größen<br />
aus der<br />
Simulation<br />
5 Kontaktkörper des Modells<br />
gewährleistet wird. Die zugehörigen<br />
Parameter, speziell die Größe der Kontakttoleranz<br />
und deren Aufteilung auf<br />
die beiden in Kontakt befindlichen<br />
Flächen, beeinflussen sowohl die Qualität<br />
der Lösung <strong>als</strong> auch die für die<br />
Lösung benötigte Rechenzeit maßgeblich.<br />
p r o f i l w a l z e n<br />
Die Walzen und der Walzdorn sind<br />
jeweils <strong>als</strong> Rotationsflächen im Geometriemodell<br />
definiert und können<br />
daher <strong>als</strong> analytische Flächen mit den<br />
exakten Werten für die Flächennormale<br />
und die Tangentenvektoren zur<br />
Kontaktformulierung genutzt werden.<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ...
Mit der Definition der Kontaktbedingungen<br />
geht die eines geeigneten<br />
Reibgesetzes einher. Hier kam das<br />
CoulombsChe Reibgesetz gemäß (2)<br />
zum Einsatz.<br />
(2)<br />
Die numerische Behandlung der<br />
obigen Sprungfunktion wird durch<br />
den Übergang auf eine stetige, differenzierbare<br />
Funktion gemäß:<br />
(3)<br />
realisiert. Der Reibwert und der<br />
Faktor C sind durch experimentelle<br />
Daten abzugleichen.<br />
Zur Begrenzung der Elementanzahl<br />
wurde die Simulation zunächst auf<br />
symmetrische Profile beschränkt. Für<br />
die Berechnung stand zu Beginn eine<br />
Workstation (IBM RS 6000 - CPU: 450<br />
MHz, Hauptspeicher: 2GB, Betriebssystem:<br />
AIX) zur Verfügung, auf der<br />
ein typischer Walzvorgang einfacher<br />
Geometrie mit ca. 4300 Elementen etwa<br />
34h CPU-Zeit in Anspruch nahm.<br />
Durch Modellverbesserungen und Anpassungen<br />
am Lösungsalgorithmus<br />
und durch die Inbetriebnahme neuer<br />
Rechentechnik Dual AMD Opteron<br />
(CPU: 2391 MHz, Hauptspeicher: 6GB,<br />
Betriebssystem: Linux) konnte die Rechenzeit<br />
eines gleichartigen Problems<br />
auf ca. 3 bis 5h verkürzt werden.<br />
Simulationsergebnisse<br />
Neben der Beurteilung der Kraftgrößen<br />
sind die Endabmessungen und<br />
deren Abweichungen von den Zielgrößen<br />
des gefertigten Bauteils von entscheidender<br />
Bedeutung. Hierbei stehen<br />
die Abmessungen des gewalzten<br />
Profils im Vordergrund, da die Innenkontur<br />
in der Regel spanend nachbearbeitet<br />
wird. Zur Beurteilung des gewalzten<br />
Profils werden drei Kriterien,<br />
der Borddurchmesser, die Rundheits-<br />
und die Profilabweichung, herangezogen.<br />
Der Borddurchmesser entspricht<br />
dem Durchmesser eines Ausgleichskreises<br />
außerhalb der Wälzlagernut<br />
Bild 4<br />
und wird durch eine Mittelwertbildung<br />
des Abstands zur Rohrlängsachse<br />
entlang eines Schnittes senkrecht<br />
zu dieser bestimmt. Die Schnittebene<br />
liegt in der Mitte der Bordbreite.<br />
p r o f i l w a l z e n<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ... 7<br />
(4)<br />
Aufgrund der zyklischen Symmetrie in<br />
den Belastungen ist eine relevante<br />
Lageänderung des Kreismittelpunkts<br />
nicht zu erwarten. Die festgestellte<br />
Lageänderung lag im mm-Bereich und<br />
konnte vernachlässigt werden. Die<br />
maximale Differenz zum Ausgleichskreis<br />
wird <strong>als</strong> Rundheitsabweichung R<br />
bezeichnet (5).<br />
(5)<br />
Im Falle der einfachen Geometrie eines<br />
Wälzlagerrings lässt sich die Profilabweichung<br />
durch das Einpassen der<br />
Zielgeometrie (Kreissegment) in den<br />
Endzustand der Wälzlagernut bestimmen.<br />
Es entstehen Berührungspunkte,<br />
an denen die Abweichung null ist. Alle<br />
anderen Punkte besitzen einen Abstand,<br />
der die Qualität der Materialausfüllung<br />
numerisch erfasst. Diese<br />
Daten wurden durch den Projektpart-<br />
Tabelle 1:<br />
Vergleichsdaten aus den Walzversuchen<br />
(alle Größen in [mm])<br />
Verschiebung in axialer Richtung in [mm]<br />
ner für alle durchgeführten Walzversuche<br />
erhoben.<br />
Die Daten für die Vorschubgeschwindigkeit<br />
von 2 mm/s bei einer<br />
Rohrdrehzahl von 200U/min sind in<br />
Tabelle 1 zusammengestellt. Der Außendurchmesser<br />
des Werkstücks und<br />
der <strong>als</strong> Dornspiel bezeichnete Abstand<br />
zwischen Walzdorn und Innendurchmesser<br />
des Werkstücks wurden in<br />
Spalte 1 bzw. 2 aufgenommen.<br />
Die Maxima der berechneten Größen<br />
sind für ausgewählte Prozessparameter<br />
in Tabelle 2 zusammengefasst.<br />
Die absolute Abweichung vom geforderten<br />
Borddurchmesser für den vollständigen<br />
Querschnitt ist mit geeigneter<br />
Skalierung in Bild 3 dargestellt.<br />
Mit dem Walzdorn wird die Deformation<br />
in radialer Richtung begrenzt<br />
und somit durch das Dornspiel – die<br />
Anfangsdifferenz zwischen Rohrinnenradius<br />
und Walzdornradius – der<br />
Werkstofffluss in radialer und axialer<br />
Richtung gesteuert. In den Versuchen<br />
wurde das Dornspiel zwischen 0,08<br />
mm und 0,35 mm variiert und dessen<br />
Auswirkungen auf den Endzustand<br />
mit den Simulationsergebnissen bestätigt<br />
(Bild 3).<br />
Die drei genannten geometrischen<br />
Kenngrößen charakterisieren den voll-<br />
Tabelle 2:<br />
Vergleichsdaten aus der<br />
Simulation (alle Größen in [mm])
ständigen Umformvorgang und beurteilen<br />
das erzielte Walzergebnis. Die<br />
Ursachen für die auftretenden Abweichungen<br />
sind daher in getroffenen<br />
Modellannahmen, wie die Idealisierung<br />
der Werkzeuge (starr, ideale Positionierung)<br />
sowie die Annahme isotropen<br />
Materialverhaltens für das Werkstück,<br />
zu suchen. Berücksichtigt man<br />
diese getroffenen Einschränkungen, so<br />
liefert der Vergleich von Experiment<br />
und Simulation (Tabelle 1 und 2)<br />
eine sehr gute Übereinstimmung für<br />
die Außendurchmesserabweichung<br />
und die Rundheitsabweichung R. Die<br />
in erster Näherung getroffene axiale<br />
Symmetrierandbedingung beeinflusst<br />
die Profilabweichung stärker, so dass<br />
hier größere Abweichungen zu verzeichnen<br />
sind.<br />
Durch die Auswertung der Zustandsgrößen<br />
erhält man einen tieferen<br />
Einblick in die mechanischen<br />
Vorgänge des gesamten Walzprozesses.<br />
Besonderes Interesse besteht in<br />
der Kenntnis des tatsächlichen Werkstoffflusses,<br />
der durch das Verschiebungsfeld<br />
für das gesamte Werkstück<br />
zugänglich ist. In Bild 4 wurde daher<br />
die Verschiebung in axialer Richtung<br />
für den entlasteten Endzustand in der<br />
Ebene der Arbeitspunkte der Walzen<br />
dargestellt.<br />
Weitere Zustandsgrößen, wie der<br />
Tensor der logarithmischen plastischen<br />
Dehnungen und der Spannungstensor<br />
, stehen zur Beurteilung<br />
des Endzustandes ebenfalls zur<br />
Verfügung.<br />
Zusammenfassung und Ausblick<br />
Mit der Entwicklung eines FE-Modells<br />
für das APRW steht ein Werkzeug zur<br />
Verfügung, dass den betrachteten Umformvorgang<br />
wiedergeben kann und<br />
somit für weiterführende Untersuchungen<br />
zur Verfügung steht. Der Einfluss<br />
anderer Prozessparameter oder<br />
der Einfluss einer Erweiterung des Parameterraumes<br />
(z.B. eine veränderlicheWalzenvorschubgeschwindigkeit)<br />
auf die Qualität des Walzergebnisses<br />
ist hierbei von besonderem Interesse.<br />
Autoren<br />
p r o f i l w a l z e n<br />
Ein Ziel wird weiterhin sein, die Rechenzeiten<br />
für einen vollständigen<br />
Umformvorgang zu minimieren. Dementgegen<br />
steht ein Übergang auf komplexere<br />
Profilgeometrien, wie beispielsweise<br />
von Getrieberingen und<br />
eine verbesserte Modellierung der<br />
Werkzeuge. Hierfür wird es notwendig<br />
werden, sowohl die Vernetzungsstrategien<br />
<strong>als</strong> auch die verwendeten<br />
Lösungsalgorithmen anzupassen.<br />
Die vorgestellten Forschungs- und Entwicklungsarbeiten<br />
wurden durch die Deutsche Forschungsgemeinschaft<br />
(DFG) gefördert, der hierfür unser<br />
Dank gilt.<br />
Prof. Dr.-Ing. Volker Ulbricht studierte Angewandte<br />
Mechanik an der TU Dresden. Er promovierte<br />
1976 und habilitierte sich 1986. Seit 1992 ist<br />
er Inhaber der Professur für Nichtlineare Festkörpermechanik<br />
an der TU Dresden.<br />
Dipl.-Ing. Holger Sparr studierte Angewandte<br />
Mechanik an der TU Dresden. Seit 2000 ist er wissenschaftlicher<br />
Mitarbeiter am Institut für Festkörpermechanik,<br />
Professur für Nichtlineare Festkörpermechanik,<br />
der TU Dresden.<br />
www.utfscience.de II/2007 ficker et al.: Axialprofilrohrwalzen von ...













