

Whitepaper als PDF herunterladen - Umformtechnik
Whitepaper als PDF herunterladen - Umformtechnik
Whitepaper als PDF herunterladen - Umformtechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Richten<br />
Einstellung von Richtmaschinen<br />
von Prof. Dr.-Ing. Bernd-Arno Behrens, M.Sc. Tamer El Nadi, Dr.-Ing. Richard Krimm<br />
Einleitung<br />
Zur Reduzierung von Eigenspannungen und Planheitsfehlern werden Bleche vor der<br />
Weiterverarbeitung häufig mit Hilfe von Richtmaschinen gerichtet. Das Halbzeug Blech wird<br />
meistens in zu Coils aufgewickelter Form transportiert. Beim Abwickeln des Coils treten im<br />
Blech abwickelbare und nicht abwickelbare Planheitsfehler zu Tage. Nicht abwickelbare<br />
Planheitsfehler erschweren insbesondere die Weiterverarbeitung hochfester Stähle. Am<br />
Institut für <strong>Umformtechnik</strong> und Umformmaschinen (IFUM) der Leibniz Universität Hannover<br />
wird ein Richtprozess zur Beseitigung nicht abwickelbarer Planheitsfehler simuliert. Die<br />
Unebenheiten des Bleches werden vor dem Richten gemessen, analysiert und mittels einer<br />
virtuellen Richtmaschine bearbeitet. Hierdurch kann ein Teil der heute experimentell üblichen<br />
Bestimmung günstiger Maschineneinstellungen virtuell durchgeführt werden. Das Programm<br />
ermöglicht die bildliche Darstellung des Bleches vor und nach dem Richten.<br />
Nicht abwickelbare Planheitsfehler<br />
Bei der Herstellung von Feinblechen treten häufig Planheitsfehler auf, die abwickelbar und<br />
nicht abwickelbar sein können. Die abwickelbaren Planheitsfehler sind dadurch<br />
gekennzeichnet, dass das Blech nur um eine Achse gekrümmt ist. Nicht abwickelbare<br />
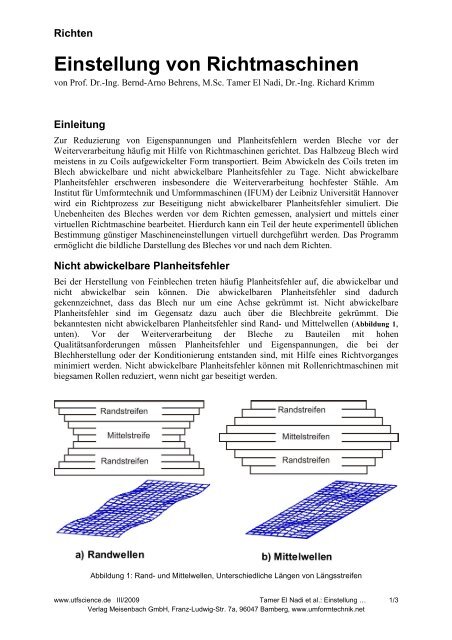
Planheitsfehler sind im Gegensatz dazu auch über die Blechbreite gekrümmt. Die<br />
bekanntesten nicht abwickelbaren Planheitsfehler sind Rand- und Mittelwellen (Abbildung 1,<br />
unten). Vor der Weiterverarbeitung der Bleche zu Bauteilen mit hohen<br />
Qualitätsanforderungen müssen Planheitsfehler und Eigenspannungen, die bei der<br />
Blechherstellung oder der Konditionierung entstanden sind, mit Hilfe eines Richtvorganges<br />
minimiert werden. Nicht abwickelbare Planheitsfehler können mit Rollenrichtmaschinen mit<br />
biegsamen Rollen reduziert, wenn nicht gar beseitigt werden.<br />
Abbildung 1: Rand- und Mittelwellen, Unterschiedliche Längen von Längsstreifen<br />
www.utfscience.de III/2009 Tamer El Nadi et al.: Einstellung … 1/3<br />
Verlag Meisenbach GmbH, Franz-Ludwig-Str. 7a, 96047 Bamberg, www.umformtechnik.net
Richten<br />
Um eine elastische Biegung der Richtrollen zu ermöglichen, sind solche<br />
Rollenrichtmaschinen mit Stützrollen ausgestattet(Abbildung 2). Diese zwingen den<br />
Richtrollen an festen Stützstellen bei entsprechender Gegenkraft durch das Blech einstellbare<br />
Positionen auf und verhindern eine vertikale sowie horizontale Verschiebung der Richtrollen.<br />
Um das Richtergebnis bei nicht abwickelbaren Planheitsfehlern zu verbessern, lässt sich bei<br />
einigen Maschinen eine Querneigung des Kippjochs bzw. Rollengerüsts einstellen, in<br />
welchem die Rollen oberhalb des Richtgutes montiert sind. Zwischenrollen vermeiden den<br />
direkten Kontakt der Stützrollen mit den Richtrollen. Durch die Pressung in den<br />
Kontaktzonen können sonst Längsstreifen auf der Oberfläche des Richtguts entstehen.<br />
Am IFUM wird in einem von der DFG geförderten Forschungsprojekt (BE1691/20-2) das<br />
Richten von Blechen in einer modernen Richtmaschine mit biegsamen Rollen simuliert. In<br />
der Simulation wird das Blech virtuell in Längsstreifen zerlegt. Sofern Planheitsfehler<br />
vorliegen, haben die Streifen unterschiedliche Längen. Bei Randwellen sind die Längsstreifen<br />
an den Rändern länger <strong>als</strong> in der Mitte, während bei Mittelwellen die mittleren Streifen länger<br />
<strong>als</strong> diejenigen an den Rändern sind. Die mittels optischer Systeme messbare Topografie des<br />
ungerichteten Bleches wird <strong>als</strong> bekannt und <strong>als</strong> ASCII-Datensatz vorliegend vorausgesetzt.<br />
Das Simulationsprogramm liest den Inhalt der Datei, erkennt vorliegende Unebenheiten und<br />
berechnet die Längen der virtuellen Längsstreifen.<br />
Abbildung 2: Richtrollen und Stützrollen<br />
Um die Unebenheiten zu beseitigen ist es notwendig, die einzelnen Blechstreifen relativ<br />
zueinander zu dehnen. Bei Randwellen beispielsweise müssen die mittleren Streifen beim<br />
Durchlaufen des Bleches durch die Maschine gestreckt werden. Mit Hilfe einer gezielten<br />
Verformung der Richtrollen wird über der Blechbreite variabel eine plastische<br />
Längendehnung in den virtuellen Blechstreifen erzeugt. Aufgrund der durch die<br />
Wechselbiegung vorliegenden Plastifizierung des Bleches werden weiterhin potentielle<br />
Längseigenspannungen abgebaut.<br />
Nach dem Richten wird die Topografie des Bleches <strong>als</strong> ASCII Datei gespeichert. Die<br />
Ergebnisse werden <strong>als</strong> Längendifferenz zwischen den virtuellen Längsstreifen visualisiert. Ein<br />
Blech wird <strong>als</strong> eben definiert, wenn die Längen aller Streifen gleich sind. Die Ergebnisse<br />
werden mit in der Praxis ausgeführten Versuchen validiert. Erste Versuche zeigen tendenziell<br />
Übereinstimmungen zwischen Berechnungen und Versuchen.<br />
www.utfscience.de III/2009 Tamer El Nadi et al.: Einstellung … 2/3<br />
Verlag Meisenbach GmbH, Franz-Ludwig-Str. 7a, 96047 Bamberg, www.umformtechnik.net
Richten<br />
Entsprechende Messmittel zur Erfassung der Blechgeometrie vorausgesetzt, wird die<br />
Software es nach Abschluss des Vorhabens ermöglichen, unterschiedliche<br />
Maschineneinstellungen auf ihre Eignung zum Richten eines vorliegenden Materi<strong>als</strong> zu<br />
prüfen. Da man sich mittels dieser Vorgehensweise einer günstigen Maschineneinstellung<br />
nähern kann, sind langfristig Einsparungen an Zeit und Material bei heute üblichen<br />
Richtversuchen möglich.<br />
Danksagung<br />
Das Forschungsvorhaben mit dem Titel "Entwicklung eines analytischen 3D-<br />
Simulationsmodells zur Regelung einer Richtmaschine" wird unter der BE1691/20-2 von der<br />
deutschen Forschungsgemeinschaft (DFG) gefördert. Die Autoren bedanken sich für die<br />
Unterstützung.<br />
Autorenangabe<br />
Prof. Dr.-Ing. Bernd-Arno Behrens, Institutsleiter, IFUM, 30823 Garbsen<br />
M.Sc. Tamer El Nadi, Wissenschaftlicher Mitarbeiter, IFUM, 30823 Garbsen<br />
Dr.-Ing. Richard Krimm, Wissenschaftlicher Mitarbeiter, IFUM, 30823 Garbsen<br />
Produktionstechnisches Zentrum Hannover (PZH)<br />
Leibniz Universität Hannover<br />
Institut für <strong>Umformtechnik</strong> und Umformmaschinen<br />
An der Universität 2<br />
30823 Garbsen<br />
Tel.: +49 511 762-3679<br />
Fax: +49 511 762-3007<br />
E-Mail: elnadi@ifum.uni-hannover.de<br />
E-Mail: krimm@ifum.uni-hannover.de<br />
Internet: http://www.ifum.uni-hannover.de<br />
www.utfscience.de III/2009 Tamer El Nadi et al.: Einstellung … 3/3<br />
Verlag Meisenbach GmbH, Franz-Ludwig-Str. 7a, 96047 Bamberg, www.umformtechnik.net













