

Hilfetext für PALturn - H. Klinkner
Hilfetext für PALturn - H. Klinkner
Hilfetext für PALturn - H. Klinkner

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
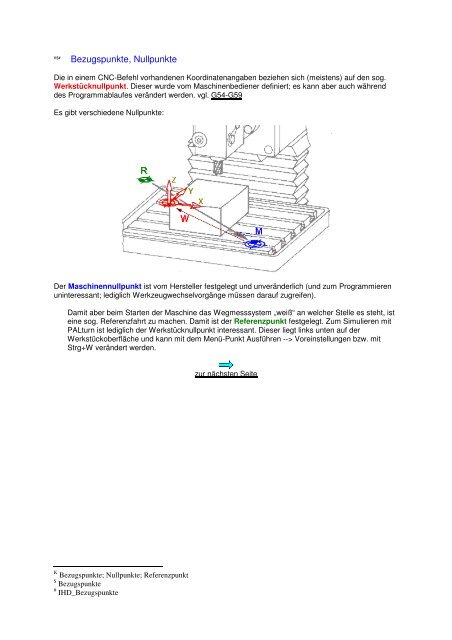
K$# Bezugspunkte, Nullpunkte<br />
Die in einem CNC-Befehl vorhandenen Koordinatenangaben beziehen sich (meistens) auf den sog.<br />
Werkstücknullpunkt. Dieser wurde vom Maschinenbediener definiert; es kann aber auch während<br />
des Programmablaufes verändert werden. vgl. G54-G59<br />
Es gibt verschiedene Nullpunkte:<br />
Der Maschinennullpunkt ist vom Hersteller festgelegt und unveränderlich (und zum Programmieren<br />
uninteressant; lediglich Werkzeugwechselvorgänge müssen darauf zugreifen).<br />
Damit aber beim Starten der Maschine das Wegmesssystem „weiß“ an welcher Stelle es steht, ist<br />
eine sog. Referenzfahrt zu machen. Damit ist der Referenzpunkt festgelegt. Zum Simulieren mit<br />
<strong>PALturn</strong> ist lediglich der Werkstücknullpunkt interessant. Dieser liegt links unten auf der<br />
Werkstückoberfläche und kann mit dem Menü-Punkt Ausführen --> Voreinstellungen bzw. mit<br />
Strg+W verändert werden.<br />
K<br />
Bezugspunkte; Nullpunkte; Referenzpunkt<br />
$<br />
Bezugspunkte<br />
#<br />
IHD_Bezugspunkte<br />
zur nächsten Seite














