VERARBEITUNGSDATEN - LANXESS
VERARBEITUNGSDATEN - LANXESS
VERARBEITUNGSDATEN - LANXESS

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
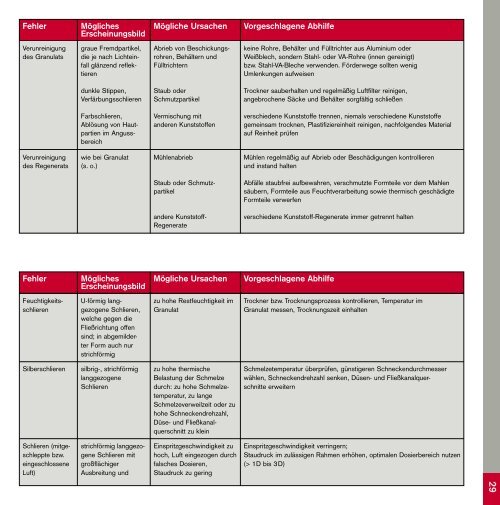
Fehler Mögliches<br />
Erscheinungsbild<br />
Verunreinigung<br />
des Granulats<br />
Verunreinigung<br />
des Regenerats<br />
Fehler Mögliches<br />
Erscheinungsbild<br />
Feuchtigkeitsschlieren<br />
graue Fremdpartikel,<br />
die je nach Lichteinfall<br />
glänzend reflektieren<br />
dunkle Stippen,<br />
Verfärbungsschlieren<br />
Farbschlieren,<br />
Ablösung von Hautpartien<br />
im Angussbereich<br />
wie bei Granulat<br />
(s. o.)<br />
U-förmig langgezogene<br />
Schlieren,<br />
welche gegen die<br />
Fließrichtung offen<br />
sind; in abgemilderter<br />
Form auch nur<br />
strichförmig<br />
Silberschlieren silbrig-, strichförmig<br />
langgezogene<br />
Schlieren<br />
Schlieren (mitgeschleppte<br />
bzw.<br />
eingeschlossene<br />
Luft)<br />
strichförmig langgezogene<br />
Schlieren mit<br />
großflächiger<br />
Ausbreitung und<br />
Mögliche Ursachen Vorgeschlagene Abhilfe<br />
Abrieb von Beschickungsrohren,<br />
Behältern und<br />
Fülltrichtern<br />
Staub oder<br />
Schmutzpartikel<br />
Vermischung mit<br />
anderen Kunststoffen<br />
Mühlenabrieb<br />
Staub oder Schmutzpartikel<br />
andere Kunststoff-<br />
Regenerate<br />
keine Rohre, Behälter und Fülltrichter aus Aluminium oder<br />
Weißblech, sondern Stahl- oder VA-Rohre (innen gereinigt)<br />
bzw. Stahl-VA-Bleche verwenden. Förderwege sollten wenig<br />
Umlenkungen aufweisen<br />
Trockner sauberhalten und regelmäßig Luftfilter reinigen,<br />
angebrochene Säcke und Behälter sorgfältig schließen<br />
verschiedene Kunststoffe trennen, niemals verschiedene Kunststoffe<br />
gemeinsam trocknen, Plastifiziereinheit reinigen, nachfolgendes Material<br />
auf Reinheit prüfen<br />
Mühlen regelmäßig auf Abrieb oder Beschädigungen kontrollieren<br />
und instand halten<br />
Abfälle staubfrei aufbewahren, verschmutzte Formteile vor dem Mahlen<br />
säubern, Formteile aus Feuchtverarbeitung sowie thermisch geschädigte<br />
Formteile verwerfen<br />
verschiedene Kunststoff-Regenerate immer getrennt halten<br />
Mögliche Ursachen Vorgeschlagene Abhilfe<br />
zu hohe Restfeuchtigkeit im<br />
Granulat<br />
zu hohe thermische<br />
Belastung der Schmelze<br />
durch: zu hohe Schmelzetemperatur,<br />
zu lange<br />
Schmelzeverweilzeit oder zu<br />
hohe Schneckendrehzahl,<br />
Düse- und Fließkanalquerschnitt<br />
zu klein<br />
Einspritzgeschwindigkeit zu<br />
hoch, Luft eingezogen durch<br />
falsches Dosieren,<br />
Staudruck zu gering<br />
Trockner bzw. Trocknungsprozess kontrollieren, Temperatur im<br />
Granulat messen, Trocknungszeit einhalten<br />
Schmelzetemperatur überprüfen, günstigeren Schneckendurchmesser<br />
wählen, Schneckendrehzahl senken, Düsen- und Fließkanalquerschnitte<br />
erweitern<br />
Einspritzgeschwindigkeit verringern;<br />
Staudruck im zulässigen Rahmen erhöhen, optimalen Dosierbereich nutzen<br />
(> 1D bis 3D)<br />
29