VERARBEITUNGSDATEN - LANXESS
VERARBEITUNGSDATEN - LANXESS
VERARBEITUNGSDATEN - LANXESS

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
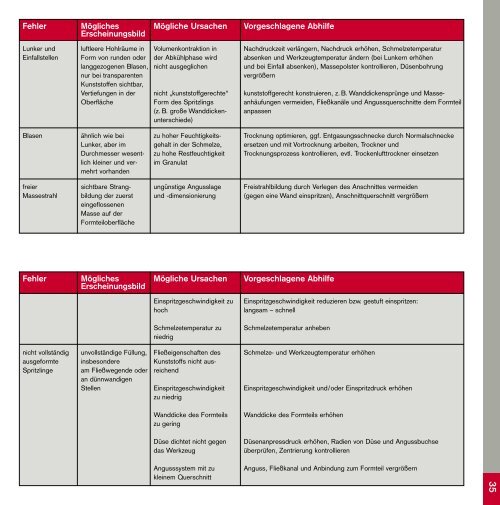
Fehler Mögliches<br />
Erscheinungsbild<br />
Lunker und<br />
Einfallstellen<br />
luftleere Hohlräume in<br />
Form von runden oder<br />
langgezogenen Blasen,<br />
nur bei transparenten<br />
Kunststoffen sichtbar,<br />
Vertiefungen in der<br />
Oberfläche<br />
Blasen ähnlich wie bei<br />
Lunker, aber im<br />
Durchmesser wesentlich<br />
kleiner und vermehrt<br />
vorhanden<br />
freier<br />
Massestrahl<br />
Fehler Mögliches<br />
Erscheinungsbild<br />
nicht vollständig<br />
ausgeformte<br />
Spritzlinge<br />
sichtbare Strangbildung<br />
der zuerst<br />
eingeflossenen<br />
Masse auf der<br />
Formteiloberfläche<br />
unvollständige Füllung,<br />
insbesondere<br />
am Fließwegende oder<br />
an dünnwandigen<br />
Stellen<br />
Mögliche Ursachen Vorgeschlagene Abhilfe<br />
Volumenkontraktion in<br />
der Abkühlphase wird<br />
nicht ausgeglichen<br />
nicht „kunststoffgerechte“<br />
Form des Spritzlings<br />
(z. B. große Wanddickenunterschiede)<br />
zu hoher Feuchtigkeitsgehalt<br />
in der Schmelze,<br />
zu hohe Restfeuchtigkeit<br />
im Granulat<br />
ungünstige Angusslage<br />
und -dimensionierung<br />
Nachdruckzeit verlängern, Nachdruck erhöhen, Schmelzetemperatur<br />
absenken und Werkzeugtemperatur ändern (bei Lunkern erhöhen<br />
und bei Einfall absenken), Massepolster kontrollieren, Düsenbohrung<br />
vergrößern<br />
kunststoffgerecht konstruieren, z. B. Wanddickensprünge und Masseanhäufungen<br />
vermeiden, Fließkanäle und Angussquerschnitte dem Formteil<br />
anpassen<br />
Trocknung optimieren, ggf. Entgasungsschnecke durch Normalschnecke<br />
ersetzen und mit Vortrocknung arbeiten, Trockner und<br />
Trocknungsprozess kontrollieren, evtl. Trockenlufttrockner einsetzen<br />
Freistrahlbildung durch Verlegen des Anschnittes vermeiden<br />
(gegen eine Wand einspritzen), Anschnittquerschnitt vergrößern<br />
Mögliche Ursachen Vorgeschlagene Abhilfe<br />
Einspritzgeschwindigkeit zu<br />
hoch<br />
Schmelzetemperatur zu<br />
niedrig<br />
Fließeigenschaften des<br />
Kunststoffs nicht ausreichend<br />
Einspritzgeschwindigkeit<br />
zu niedrig<br />
Wanddicke des Formteils<br />
zu gering<br />
Düse dichtet nicht gegen<br />
das Werkzeug<br />
Angusssystem mit zu<br />
kleinem Querschnitt<br />
Einspritzgeschwindigkeit reduzieren bzw. gestuft einspritzen:<br />
langsam – schnell<br />
Schmelzetemperatur anheben<br />
Schmelze- und Werkzeugtemperatur erhöhen<br />
Einspritzgeschwindigkeit und/oder Einspritzdruck erhöhen<br />
Wanddicke des Formteils erhöhen<br />
Düsenanpressdruck erhöhen, Radien von Düse und Angussbuchse<br />
überprüfen, Zentrierung kontrollieren<br />
Anguss, Fließkanal und Anbindung zum Formteil vergrößern<br />
35