VERARBEITUNGSDATEN - LANXESS
VERARBEITUNGSDATEN - LANXESS
VERARBEITUNGSDATEN - LANXESS

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
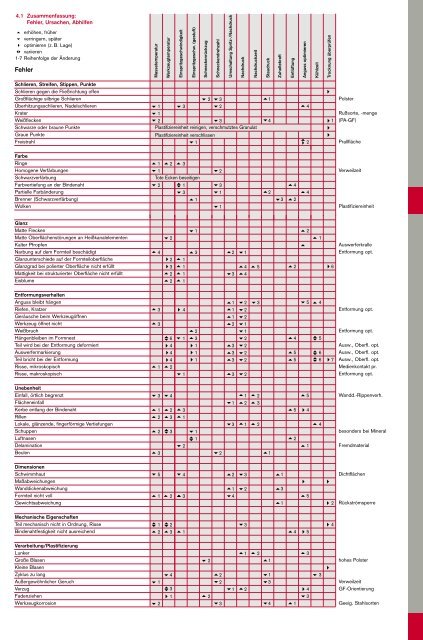
4.1<br />
SPRITZGIESSEN<br />
Zusammenfassung:<br />
FEHLER,<br />
Fehler,<br />
URSACHEN,<br />
Ursachen, Abhilfen<br />
ABHILFEN<br />
erhöhen, früher<br />
erhöhen, früher<br />
verringern, später<br />
verringern, später<br />
optimieren (z. B. Lage)<br />
optimieren (z. B. Lage)<br />
variieren<br />
variieren<br />
1-7 Reihenfolge der Änderung<br />
1-7 Reihenfolge der Änderung<br />
Fehler<br />
Fehler<br />
Schlieren, Streifen, Stippen, Punkte<br />
Schlieren, Streifen, Stippen, Punkte<br />
Schlieren gegen die Fließrichtung offen<br />
Schlieren gegen die Fließrichtung offen<br />
Großflächige silbrige Schlieren<br />
Großflächige silbrige Schlieren<br />
Überhitzungsschlieren, Nadelschlieren<br />
Überhitzungsschlieren, Nadelschlieren<br />
Krater<br />
Krater<br />
Weißflecken<br />
Weißflecken<br />
Schwarze oder braune Punkte<br />
Schwarze oder braune Punkte<br />
Graue Punkte<br />
Graue Punkte<br />
Freistrahl<br />
Freistrahl<br />
Farbe<br />
Farbe<br />
Ringe<br />
Ringe<br />
Homogene Verfärbungen<br />
Homogene Verfärbungen<br />
Schwarzverfärbung<br />
Schwarzverfärbung<br />
Farbvertiefung an der Bindenaht<br />
Farbvertiefung an der Bindenaht<br />
Partielle Farbänderung<br />
Partielle Farbänderung<br />
Brenner (Schwarzverfärbung)<br />
Brenner (Schwarzverfärbung)<br />
Wolken<br />
Wolken<br />
Glanz<br />
Matte Flecken<br />
Matte Oberflächenstörungen an Heißkanalelementen<br />
Kalter Pfropfen<br />
Narbung auf dem Formteil beschädigt<br />
Glanzunterschiede auf der Formteiloberfläche<br />
Glanzgrad bei polierter Oberfläche nicht erfüllt<br />
Mattigkeit bei strukturierter Oberfläche nicht erfüllt<br />
Eisblume<br />
Entformungsverhalten<br />
Anguss bleibt hängen<br />
Riefen, Kratzer<br />
Geräusche beim Werkzeugöffnen<br />
Werkzeug öffnet nicht<br />
Weißbruch<br />
Hängenbleiben im Formnest<br />
Teil wird bei der Entformung deformiert<br />
Auswerfermarkierung<br />
Teil bricht bei der Entformung<br />
Risse, mikroskopisch<br />
Risse, makroskopisch<br />
Unebenheit<br />
Einfall, örtlich begrenzt<br />
Flächeneinfall<br />
Kerbe entlang der Bindenaht<br />
Rillen<br />
Lokale, glänzende, fingerförmige Vertiefungen<br />
Schuppen<br />
Luftnasen<br />
Delamination<br />
Beulen<br />
Dimensionen<br />
Schwimmhaut<br />
Maßabweichungen<br />
Wanddickenabweichung<br />
Formteil nicht voll<br />
Gewichtsabweichung<br />
Mechanische Eigenschaften<br />
Teil mechanisch nicht in Ordnung, Risse<br />
Bindenahtfestigkeit nicht ausreichend<br />
Verarbeitung/Plastifizierung<br />
Lunker<br />
Große Blasen<br />
Kleine Blasen<br />
Zyklus zu lang<br />
Außergewöhnlicher Geruch<br />
Verzug<br />
Fadenziehen<br />
Werkzeugkorrosion<br />
Weitere Informationen<br />
siehe Fehlerkatalog<br />
Massetemperatur<br />
Werkzeugtemperatur<br />
Einspritzgeschwindigkeit<br />
Einspritzgeschw. (gestuft)<br />
Schneckenrückzug<br />
Schneckendrehzahl<br />
Umschaltung Spritz-/Nachdruck<br />
Nachdruck<br />
Nachdruckzeit<br />
2 3<br />
2 3<br />
1 3<br />
2<br />
1 3<br />
2<br />
1<br />
2<br />
3<br />
2<br />
3<br />
Plastifiziereinheit reinigen, verschmutztes Granulat<br />
Plastifiziereinheit reinigen, verschmutztes Granulat<br />
Plastifiziereinheit verschlissen<br />
Plastifiziereinheit verschlissen<br />
1<br />
1 2 3<br />
1 2 3<br />
1<br />
Tote Ecken beseitigen<br />
Tote Ecken beseitigen<br />
2 1<br />
2 1<br />
3<br />
1<br />
4<br />
3<br />
3<br />
1<br />
3<br />
1<br />
2<br />
2<br />
3<br />
5<br />
1<br />
1<br />
2<br />
1<br />
2<br />
2<br />
2<br />
3<br />
2<br />
2<br />
6<br />
4<br />
4<br />
4<br />
2<br />
4<br />
2<br />
3<br />
3<br />
2<br />
2<br />
3<br />
4<br />
3<br />
1<br />
1<br />
1<br />
1<br />
1<br />
4<br />
1<br />
1<br />
3<br />
1<br />
2<br />
4<br />
3<br />
1<br />
1<br />
3<br />
2<br />
3<br />
1<br />
1<br />
1<br />
1<br />
1<br />
2<br />
2<br />
2<br />
3<br />
1<br />
1<br />
2<br />
2<br />
2<br />
3<br />
2<br />
3<br />
1<br />
1<br />
1<br />
2<br />
3<br />
3<br />
3<br />
3<br />
1<br />
3<br />
2<br />
1<br />
4<br />
1<br />
1<br />
4<br />
4<br />
2<br />
2<br />
2<br />
1<br />
1<br />
2<br />
2<br />
2<br />
2<br />
2<br />
1<br />
2<br />
1<br />
3<br />
2<br />
3<br />
1<br />
2<br />
5<br />
3<br />
2<br />
3<br />
2<br />
2<br />
Staudruck<br />
1<br />
4<br />
2<br />
1<br />
1<br />
1<br />
3<br />
4<br />
Zuhaltekraft<br />
3<br />
1<br />
3<br />
1<br />
Entlüftung<br />
4<br />
2<br />
2<br />
4<br />
5<br />
5<br />
5<br />
2<br />
4<br />
1<br />
Anguss optimieren<br />
4<br />
4<br />
2<br />
5<br />
5<br />
4<br />
1<br />
5<br />
5<br />
3<br />
4<br />
3<br />
Kühlzeit<br />
2<br />
2<br />
1<br />
4<br />
5<br />
6<br />
6<br />
4<br />
3<br />
Trocknung überprüfen<br />
Polster<br />
Polster<br />
Rußsorte, -menge<br />
Russsorte, -menge<br />
1<br />
(PA-GF)<br />
1 (PA-GF)<br />
6<br />
7<br />
2<br />
4<br />
Prallfläche<br />
Prallfläche<br />
Verweilzeit<br />
Verweilzeit<br />
Plastifiziereinheit<br />
Plastifiziereinheit<br />
Auswerferkralle<br />
Entformung opt.<br />
Entformung opt.<br />
Entformung opt.<br />
Ausw., Oberfl. opt.<br />
Ausw., Oberfl. opt.<br />
Ausw., Oberfl. opt.<br />
Medienkontakt pr.<br />
Entformung opt.<br />
Wandd.-Rippenverh.<br />
besonders bei Mineral<br />
Fremdmaterial<br />
Dichtflächen<br />
Rückströmsperre<br />
hohes Polster<br />
Verweilzeit<br />
GF-Orientierung<br />
Geeig. Stahlsorten