Schlüsselrollen beim Optimieren von ... - PLATIT
Schlüsselrollen beim Optimieren von ... - PLATIT
Schlüsselrollen beim Optimieren von ... - PLATIT

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
XIII. Internationales Oberflächenkolloquium Chemnitz, 12.-14. März 2012<br />
Dr. A. Lümkemann<br />
1. IMSAS-Treffen: Kanten und Radien<br />
Abbildung 4: Mikrogeometrie am Schneidkeil<br />
Eine definierte Kantenverrundung reduziert zudem den so genannten<br />
Antenneneffekt bei PVD-Schichten. Das bedeutet, der starken Erhöhung der<br />
Schichtdicke an scharfen Schneiden wird mit der Kantenverrundung<br />
entgegengewirkt. Dadurch wird kompressive Eigenspannung in der Schicht<br />
besser verteilt und als Resultat die Schichthaftung direkt an der Schneide<br />
verbessert.<br />
Ein universell einsetzbares Verfahren zur Kantenvorbehandlung existiert<br />
jedoch nicht. Die Wahl des geeigneten Präparationsverfahrens (Mikrostrahlen,<br />
Bürsten, Schleppschleifen, Magnetfinish, ...) richtet sich nach dem Werkzeugtyp<br />
sowie der angestrebten Schneidkantenmikrogeometrie. Die optimale<br />
Präparation der Mikrogeometrie hängt <strong>von</strong> vielen Faktoren ab, wie im folgenden<br />
Kapitel gezeigt wird.<br />
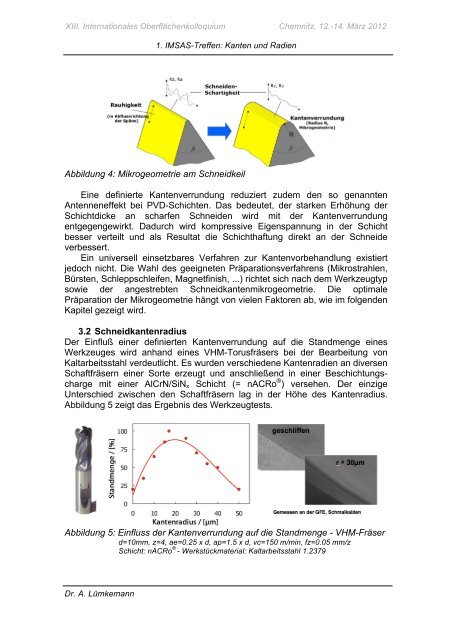
3.2 Schneidkantenradius<br />
Der Einfluß einer definierten Kantenverrundung auf die Standmenge eines<br />
Werkzeuges wird anhand eines VHM-Torusfräsers bei der Bearbeitung <strong>von</strong><br />
Kaltarbeitsstahl verdeutlicht. Es wurden verschiedene Kantenradien an diversen<br />
Schaftfräsern einer Sorte erzeugt und anschließend in einer Beschichtungscharge<br />
mit einer AlCrN/SiNx Schicht (= nACRo ® ) versehen. Der einzige<br />
Unterschied zwischen den Schaftfräsern lag in der Höhe des Kantenradius.<br />
Abbildung 5 zeigt das Ergebnis des Werkzeugtests.<br />
Abbildung 5: Einfluss der Kantenverrundung auf die Standmenge - VHM-Fräser<br />
d=10mm, z=4, ae=0.25 x d, ap=1.5 x d, vc=150 m/min, fz=0.05 mm/z<br />
Schicht: nACRo ® - Werkstückmaterial: Kaltarbeitsstahl 1.2379