Schlüsselrollen beim Optimieren von ... - PLATIT
Schlüsselrollen beim Optimieren von ... - PLATIT
Schlüsselrollen beim Optimieren von ... - PLATIT

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
XIII. Internationales Oberflächenkolloquium Chemnitz, 12.-14. März 2012<br />
Dr. A. Lümkemann<br />
1. IMSAS-Treffen: Kanten und Radien<br />
Sehr deutlich ausgeprägt, die Zunahme der Standmenge gegenüber der<br />
unbehandelten, geschliffenen Schneide. Jedoch gibt es bei zu starker<br />
Verrundung einen Leistungsabfall. Der optimale Kantenradius in diesem<br />
Anwendungsfall liegt im Bereich <strong>von</strong> R = 18 ±3 µm.<br />
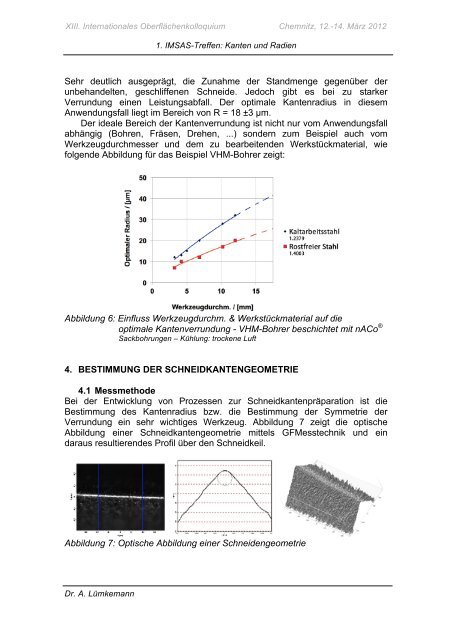
Der ideale Bereich der Kantenverrundung ist nicht nur vom Anwendungsfall<br />
abhängig (Bohren, Fräsen, Drehen, ...) sondern zum Beispiel auch vom<br />
Werkzeugdurchmesser und dem zu bearbeitenden Werkstückmaterial, wie<br />
folgende Abbildung für das Beispiel VHM-Bohrer zeigt:<br />
Abbildung 6: Einfluss Werkzeugdurchm. & Werkstückmaterial auf die<br />
optimale Kantenverrundung - VHM-Bohrer beschichtet mit nACo ®<br />
Sackbohrungen – Kühlung: trockene Luft<br />
4. BESTIMMUNG DER SCHNEIDKANTENGEOMETRIE<br />
4.1 Messmethode<br />
Bei der Entwicklung <strong>von</strong> Prozessen zur Schneidkantenpräparation ist die<br />
Bestimmung des Kantenradius bzw. die Bestimmung der Symmetrie der<br />
Verrundung ein sehr wichtiges Werkzeug. Abbildung 7 zeigt die optische<br />
Abbildung einer Schneidkantengeometrie mittels GFMesstechnik und ein<br />
daraus resultierendes Profil über den Schneidkeil.<br />
Abbildung 7: Optische Abbildung einer Schneidengeometrie