Montageanleitung PLM200 D
Montageanleitung PLM200 D
Montageanleitung PLM200 D

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Bolzenschweißpistole <strong>PLM200</strong><br />
Einstellungen<br />
5. Die Auswahl steht jetzt auf “Position überprüfen“.<br />
6. Die Pistole auf dem Blech aufsetzen und genau senkrecht halten<br />
BAW wird erzeugt die grüne LED blinkt noch immer mit einer langsamen<br />
Frequenz.<br />
7. Tast “Start Schweißen“ betätigen grüne LED blinkt mit größerer Frequenz<br />
8. Durch Loslassen der Taste “Start Schweißen“ wird der Messwert im Bediengerät<br />
übernommen und in der Zeile “Differenz“ der Unterschied zum<br />
Referenzwert vorzeichenrichtig dargestellt.<br />
Die Genauigkeit des Schaltpunktes wird im Menü zum Einmessen des<br />
Winkelschalters unter dem Punkt “Toleranz +/-“ eingestellt.<br />
Dieser Wert muss so gewählt werden, dass er die Längentoleranz der Bolzen und<br />
die Toleranz des Bauteils ausgleicht und den korrekten Winkel der Schweißung<br />
gewährleistet.<br />
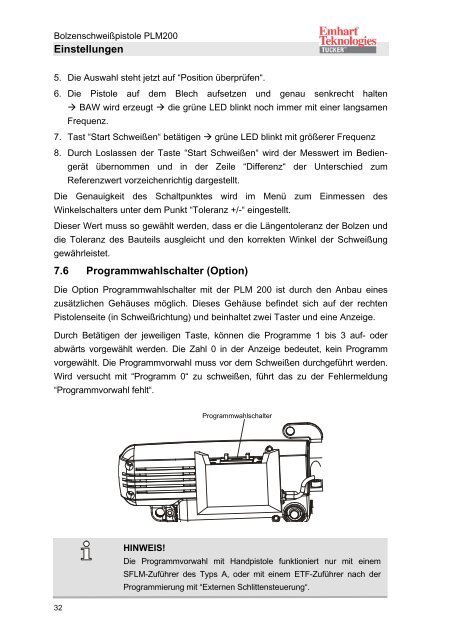
7.6 Programmwahlschalter (Option)<br />
Die Option Programmwahlschalter mit der PLM 200 ist durch den Anbau eines<br />
zusätzlichen Gehäuses möglich. Dieses Gehäuse befindet sich auf der rechten<br />
Pistolenseite (in Schweißrichtung) und beinhaltet zwei Taster und eine Anzeige.<br />
Durch Betätigen der jeweiligen Taste, können die Programme 1 bis 3 auf- oder<br />
abwärts vorgewählt werden. Die Zahl 0 in der Anzeige bedeutet, kein Programm<br />
vorgewählt. Die Programmvorwahl muss vor dem Schweißen durchgeführt werden.<br />
Wird versucht mit “Programm 0“ zu schweißen, führt das zu der Fehlermeldung<br />
“Programmvorwahl fehlt“.<br />
Programmwahlschalter<br />
HINWEIS!<br />
Die Programmvorwahl mit Handpistole funktioniert nur mit einem<br />
SFLM-Zuführer des Typs A, oder mit einem ETF-Zuführer nach der<br />
Programmierung mit “Externen Schlittensteuerung“.<br />
32