Tief 3 - TU Wien
Tief 3 - TU Wien
Tief 3 - TU Wien

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Tief</strong> 3<br />
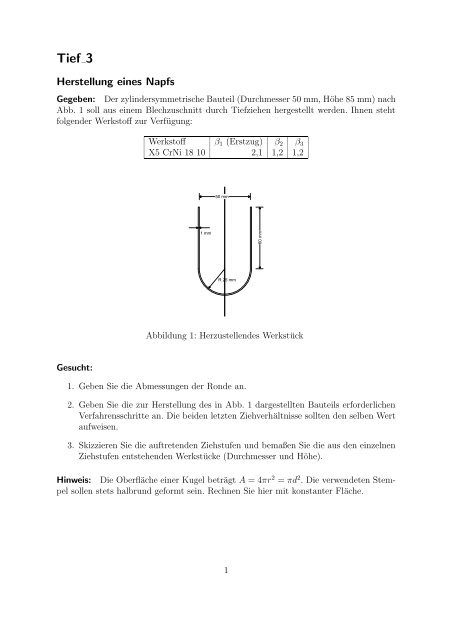
Herstellung eines Napfs<br />
Gegeben: Der zylindersymmetrische Bauteil (Durchmesser 50 mm, Höhe 85 mm) nach<br />
Abb. 1 soll aus einem Blechzuschnitt durch <strong>Tief</strong>ziehen hergestellt werden. Ihnen steht<br />
folgender Werkstoff zur Verfügung:<br />
Werkstoff β 1 (Erstzug) β 2 β 3<br />
X5 CrNi 18 10 2,1 1,2 1,2<br />
<br />
<br />
<br />
<br />
Abbildung 1: Herzustellendes Werkstück<br />
Gesucht:<br />
1. Geben Sie die Abmessungen der Ronde an.<br />
2. Geben Sie die zur Herstellung des in Abb. 1 dargestellten Bauteils erforderlichen<br />
Verfahrensschritte an. Die beiden letzten Ziehverhältnisse sollten den selben Wert<br />
aufweisen.<br />
3. Skizzieren Sie die auftretenden Ziehstufen und bemaßen Sie die aus den einzelnen<br />
Ziehstufen entstehenden Werkstücke (Durchmesser und Höhe).<br />
Hinweis: Die Oberfläche einer Kugel beträgt A = 4πr 2 = πd 2 . Die verwendeten Stempel<br />
sollen stets halbrund geformt sein. Rechnen Sie hier mit konstanter Fläche.<br />
1
<strong>Tief</strong> 3 lsg<br />
Lösung<br />
Ronde D2 0 π = d · π · h + π 4 2 d2 →<br />
D 0 = √ 4(d · h + 1 2 d2 ) ≈ 130mm<br />
β ges = D 0<br />
d<br />
≈ 2, 6<br />
d.h. 3 Züge notwendig!<br />
Wähle d 1 = 65mm, → β 1 = 2<br />
β 2 = β 3 = √ β ges<br />
β 1<br />
= 1.14<br />
d 2 = 57mm; d 3 = 50mm<br />
h 1 = D2 0<br />
4d 1<br />
− d 1<br />
2<br />
→<br />
h 1 = 32.5mm;<br />
π<br />
2 d2 i + d i · π · h i = π 2 d2 i+1 + d i+1 · π · h i+1 →<br />
h i+1 =<br />
d2 i<br />
2d i+1<br />
+ d i<br />
d i+1<br />
h i − d i+1<br />
2<br />
h 2 = 45.6mm<br />
h 3 = 60mm<br />
2
Las 2<br />
Schweissen von Aluminium<br />
Gegeben: Ein CO 2 Laser mit einer Ausgangsleistung von 5 kW liefert einen Rohstrahl<br />
mit einem Radius von 19 mm. Dieser Strahl wird durch eine Schweissoptik (Brennweite<br />
F=250 mm) auf die Oberfläche eines Aluminiumblechs mit einer Dicke von 3 mm fokussiert.<br />
Der Radius des Brennflecks w f auf der Oberfläche des Werkstücks beträgt 250<br />
µm.<br />
Gesucht:<br />
1. Welchen k-Faktor hat dieser Laser? Begründen Sie das Ergebnis.<br />
2. Welche Schweissgeschwindigkeit (in m/min) kann hier erreicht werden<br />
(Wärmeleitung in das Werkstück kann vernachlässigt werden, ebenso wie die Bildung<br />
eines Keyholes)?<br />
Schmelztemperatur T m 660 ◦ C<br />
Dichte ρ 2700 kg/m 3<br />
Wärmekapazität c p 900 J/kgK<br />
Schmelzenthalpie H m 3,88*10 5 J/kg<br />
Dicke d 3 mm<br />
Hinweis: Die Schweissnaht habe die doppelte Breite des Brennfleckdurchmessers (also<br />
w=4 w f !). Die Umgebungstemperatur T a soll 25 ◦ C betragen, der Absorptionskoeffizient<br />
α 10%. Die Wellenlänge eines CO 2 Lasers beträgt 10,6 µm.<br />
Verwenden Sie folgende Formeln:<br />
w f (ideal) = 2 π<br />
λF<br />
D<br />
Wobei<br />
w · d · v · ρ · [c p (T m − T a ) + H m ] = α · P<br />
w<br />
d<br />
ρ<br />
c p<br />
T m<br />
T a<br />
H m<br />
α<br />
P<br />
v<br />
Breite der Schweissnaht<br />
Werkstückdicke<br />
Dichte<br />
spezifische Wärmekapazität<br />
Schmelztemperatur<br />
Umgebungstemperatur<br />
Schmelzenthalpie<br />
Absorptionskoeffizient<br />
Laserleistung<br />
Geschwindigkeit<br />
3
Lösung las 2<br />
w f (ideal) = 2 π<br />
= 2 π<br />
λF<br />
D<br />
10.6·10 −6·250<br />
38<br />
≈ 44µm<br />
w f (real) = 1 k w f(ideal)<br />
→ k ≈ 0.18<br />
=<br />
v =<br />
αP<br />
w · d · ρ · [c p (T m − T a ) + H m ]<br />
0.1 · 5000<br />
10 −3 · 3 · 10 −3 · 2700 · [900(660 − 25) + 3.88 · 10 5 ]<br />
≈ 0.064m/s ≈ 3.8m/min<br />
10
WALZ 1<br />
Kaltwalzen von Bandstahl Ck 10<br />
Gegeben:<br />
Bandbreite b M<br />
100 mm<br />
Ausgangsdicke h 0<br />
1,5 mm<br />
Enddicke h 1<br />
1,0 mm<br />
Walzenradius R<br />
100 mm<br />
Umformwirkungsgrad (geschätzt) η ≈ 0,7<br />
Gesucht:<br />
Umformkraft F<br />
Antriebsmoment M<br />
Hinweis Setzen Sie den Kraftangriff in der Mitte der gedrückten Länge an. Die gedrückte<br />
Länge ergibt sich zu:<br />
l D =<br />
√<br />
R · |h 0 − h 1 |<br />
l D<br />
R<br />
h i<br />
gedrückte Länge [m]<br />
Walzenradius [m]<br />
Anfangs- bzw. Enddicke [mm]<br />
Die mittlere Fließspannung ergibt sich aus der Fließspannung zu Beginn und am Ende<br />
des Walzvorgangs.<br />
Abbildung 2: Fließkurve (Raumtemperatur) von Ck 10<br />
5
WALZ 1 lsg<br />
Kaltwalzen von Bandstahl Ck 10<br />
l d = √ R · ∆h<br />
∆h = h 0 − h 1<br />
φ = ln h 0<br />
h 1<br />
≈ 0, 4<br />
l d = √ 100 · 0, 5 ≈ 7mm<br />
Fläche A F = 100 · 7 = 700mm 2<br />
Fließspannung zu Beginn aus Kurve k f (0) ≈ 200N/mm 2<br />
Fließspannung am Ende k f (0, 4) ≈ 600N/mm 2<br />
k fm ≈ 400N/mm 2<br />
F = k fm · A · 1<br />
η ≈ 400kN<br />
M = 400kN · 3, 5mm = 1400Nm<br />
6
EROD 8<br />
Funkenerosion eines Werkstückes aus Stahl<br />
1. Welches Volumen wird durch einen Puls abgetragen und welche Rauhtiefe läßt sich<br />
damit abschätzen?<br />
2. Mit welchem Wirkungsgrad η erfolgt die Verdampfung?<br />
3. Welcher Spitzenstrom ergibt eine Rauhtiefe R z von 50µm, wenn der unter 2. berechnete<br />
Wirkungsgrad zugrundegelegt wird?<br />
Hinweis<br />
Die Prozeßgeschwindigkeit kann über eine Energiebilanz abgeschätzt werden:<br />
V P uls = u e · i e · τ · η<br />
c<br />
V P uls<br />
η<br />
c<br />
pro Puls abgetragenes Volumen<br />
Prozeßwirkungsgrad<br />
Energie zum Verdampfen einer Volumseinheit<br />
Unter der Annahme eines halbkugelförmigen Abtragkraters kann die gemittelte Rauhtiefe<br />
R z aus dem verdampften Volumen des Einzelpulses abgeschätzt werden:<br />
V P uls = 2 · π · R3 z<br />
3<br />
Materialeigenschaften (nur für Studienbetrieb):<br />
Werkstoff ρ [kg/m 3 ] c p [J/kg K] T v [ ◦ C] H v [J/kg]<br />
St 37 7800 540 2900 6, 34 · 10 6<br />
AlMg 3 2620 1013 2500 5, 25 · 10 6<br />
Die Schmelzenthalpie sei vernachlässigt.<br />
Prozeßparameter:<br />
Entladespannung u e<br />
mittl. Entladestrom i e<br />
Pulsdauer τ<br />
Pulsfrequenz f<br />
gemessene Abtragrate A<br />
100 V<br />
80 A<br />
0,3 ms<br />
2000 Hz<br />
180 mm 3 /min<br />
7
Lösung<br />
c η V P uls R z i e (50µm)<br />
62 J/mm 2 0,039 0,0015 mm 3 /Puls 0,09 mm 14 A<br />
c = ρ · V · [c p · T v + H v ]<br />
= 7800 · 10 −9 · [540 · 2900 + 6.34 · 10 6 ] ≈ 62J/mm 3<br />
V P uls = ue·ie·τη<br />
c<br />
= 100·80·3·10−4 η<br />
63<br />
= 0.0387η<br />
V ges = V puls · f · 60 = 4644η mm3<br />
min<br />
→ η = 180<br />
4644 ≈ 0.039<br />
→ V puls = 0.0015 mm3<br />
P uls<br />
R z = 3 √ 3·VP uls<br />
2π<br />
≈ 0.0895<br />
R z<br />
R ′ z<br />
→ ie<br />
i ′ e<br />
= 3 √<br />
V P uls<br />
V ′ P uls<br />
= 3 √<br />
i e<br />
i ′ e<br />
= 1.79 3 = 5.73<br />
= 0.0895/0.05 ≈ 1.79<br />
i ′ e = ie<br />
5.73 ≈ 14A 8
THEO 1<br />
Laserschneiden<br />
Leiten Sie mit einer Energiebilanz und einem Prozeßwirkungsgrad η einen Zusammenhang<br />
aus Fokusdurchmesser, Laserleistung und Vorschubgeschwindigkeit für das Laserschneiden<br />
her.<br />
Kann der Prozeßwirkungsgrad η unübliche Werte annehmen, wenn ja, begründen Sie<br />
das bitte.<br />
Skizzieren Sie einen Schneidkopf für das Schneiden mit dem CO 2 -Laser.<br />
THEO 2<br />
Lichtbogen – Glimmentladung<br />
Diskutieren Sie den unterschied zwischen einer Glimmentladung und einem Lichtbogen.<br />
Unterscheiden Sie anhand des Gasdrucks, der Temperatur und des optischen Erscheinungsbildes.<br />
Welche technischen Anwendungen dieser beiden Entladungsarten kennen<br />
Sie?<br />
THEO 3<br />
Trescasche Fließbedingung<br />
Wie lautet die Trescasche Fließbedingung, mit der der Beginn des Fließens eines metallischen<br />
Werkstoffs vorhergesagt werden kann? Geben Sie diese Bedingung für den mehrachsigen<br />
Spannungszustand an und schränken Sie diese daraufhin auf den einachsigen<br />
Spannungszustand ein. Erläutern Sie das bitte auch mit den Mohrschen Spannungskreisen.<br />
THEO 4<br />
Gaußscher Strahl<br />
Diskutieren Sie die Eigenschaften des Gaußschen Strahls. Erläutern Sie die Begriffe<br />
Rayleighlänge und Strahlparameterprodukt und deren Einfluß auf die Fokussierbarkeit<br />
eines Laserstrahls. Erweitern Sie diese Überlegungen auf einen realen Strahl (Strahlqualitätskennzahl<br />
K). Vergleichen Sie Fokussierbarkeit und Rayleighlänge für gleichen<br />
rohstrahldurchmesser und gleiche Optik zwischen realem und idealem strahl.<br />
9
THEO 5<br />
CO 2 -Laser<br />
Welche Anregungsmöglichkeiten für CO 2 -Laser werden verwendet? Skizzieren Sie die<br />
verschiedenen Anregungsmöglichkeiten und erläutern Sie die Vor- und Nachteile.<br />
THEO 6<br />
Strahlführung und Strahlformung<br />
Welche Möglichkeiten zur Strahlführung bzw. Strahlformung kennen Sie? Unterscheiden<br />
Sie bitte zwischen den unterschiedlichen Laserarten (CO 2 , Nd:YAG, Diodenlaser)?<br />
THEO 7<br />
Physik<br />
Beschreiben Sie ein Phänomen, das die Wellennatur des Lichts erläutert.<br />
THEO 8<br />
Umformtechnik<br />
Was ist eine Fließkurve? Wie unterscheidet sie sich von einem Spannungs – Dehnungs-<br />
Diagramm? Skizzieren Sie eine Fließkurve für einen Werkstoff bei Raumtemperatur und<br />
einer Temperatur für die Warmformgebung. Welchen Einfluß hat die Umformgeschwindigkeit?<br />
THEO 9<br />
Umformtechnik<br />
Worauf beruht die Verformbarkeit metallischer Werkstoffe? Erläutern Sie die Begriffe<br />
Verfestigung, Rekristallisation und Kaltverfestigung. Worauf beruht die erhöhte Verformbarkeit<br />
erwärmter Werkstoffe? Zählen Sie Vor- und Nachteile der Kalt- bzw. Warmumformung<br />
auf.<br />
10
THEO 10<br />
Lasertechnik<br />
Skizzieren Sie den Aufbau eines CO 2 -Lasers. Beschreiben Sie das Pumpschema. Wofür<br />
werden die verschiedenen Gase benötigt?<br />
THEO 11<br />
Umformtechnik<br />
Beschreiben Sie den Aufbau einer <strong>Tief</strong>ziehanlage. Welche Eigenschaft des <strong>Tief</strong>ziehens<br />
können Sie zur Berechnung der Größe des Zuschnitts, welcher zur Fertigung eines Bauteils<br />
erforderlich ist, verwenden?<br />
THEO 12<br />
Umformtechnik<br />
Skizzieren Sie das Spannungs- Dehnungsdiagramm für einen spröden und für duktilen<br />
Werkstoff.<br />
THEO 15<br />
Grundlagen<br />
Was ist die ideelle Umformkraft? Wie unterscheidet sie die ideelle Umformkraft von der<br />
tatsächlichen Umformkraft?<br />
THEO 16<br />
Grundlagen<br />
Skizzieren Sie die beim Walzen auftretenden Kräfte. Wie lautet die Einziehbedingung?<br />
THEO 17<br />
Lasertechnik<br />
Warum kann Laserstrahlung in einer Glasfaser transportiert werden?<br />
11