- Seite 1 und 2:
TNC 426 NC-Software 280 462 xx 280
- Seite 4 und 5:
TNC-Typ, Software und Funktionen Di
- Seite 6 und 7:
Inhalt Einführung Handbetrieb und
- Seite 8 und 9:
6.3 Kontur anfahren und verlassen 8
- Seite 10 und 11:
8 PROGRAMMIEREN: ZYKLEN 129 8.1 All
- Seite 12 und 13:
10 PROGRAMMIEREN: Q-PARAMETER 219 1
- Seite 14 und 15:
Einführung 1
- Seite 16 und 17:
1.2 Bildschirm und Bedienfeld Bilds
- Seite 18 und 19:
POSITIONIEREN MIT HANDEINGABE In di
- Seite 20 und 21:
Informationen der Status-Anzeige Sy
- Seite 22 und 23:
Informationen zu den Werkzeugen Anz
- Seite 24 und 25:
2 Handbetrieb und Einrichten HEIDEN
- Seite 26 und 27:
2.2 Verfahren der Maschinenachsen D
- Seite 28 und 29:
Schrittweises Positionieren Beim sc
- Seite 30 und 31:
< Betriebsart MANUELLER BETRIEB wä
- Seite 32:
Manuelles Schwenken aktivieren < Sc
- Seite 35 und 36:
3.1 Einfache Bearbeitungen programm
- Seite 37 und 38:
3.1 Einfache Bearbeitungen programm
- Seite 39 und 40:
4.1 Grundlagen 4.1 Grundlagen Wegme
- Seite 41 und 42:
4.1 Grundlagen Polarkoordinaten Wen
- Seite 43 und 44:
4.1 Grundlagen Bezugspunkt wählen
- Seite 45 und 46:
4.2 Datei-Verwaltung Pfade Ein Pfad
- Seite 47 und 48:
4.2 Datei-Verwaltung Datei wählen:
- Seite 49 und 50:
4.2 Datei-Verwaltung Laufwerk wähl
- Seite 51 und 52:
4.2 Datei-Verwaltung Dateien markie
- Seite 53 und 54:
4.3 Programme eröffnen und eingebe
- Seite 55 und 56:
4.3 Programme eröffnen und eingebe
- Seite 57 und 58:
4.4 Programmier-Grafik 4.4 Programm
- Seite 59 und 60:
4.6 Kommentare einfügen Gliederung
- Seite 61 und 62:
4.7 Text-Dateien erstellen Zeichen,
- Seite 63 und 64:
4.8 Der Taschenrechner 4.8 Der Tasc
- Seite 65 und 66:
52 4 Programmieren: Grundlagen, Dat
- Seite 67 und 68:
5.1 Werkzeugbezogene Eingaben 5.1 W
- Seite 69 und 70:
5.2 Werkzeug-Daten Werkzeug-Radius
- Seite 71 und 72:
5.2 Werkzeug-Daten Werkzeug-Tabelle
- Seite 73 und 74:
5.2 Werkzeug-Daten Hinweise zu Werk
- Seite 75 und 76:
5.3 Werkzeug-Korrektur 5.3 Werkzeug
- Seite 77 und 78:
5.3 Werkzeug-Korrektur Eingabe der
- Seite 79 und 80:
5.4 Dreidimensionale Werkzeug-Korre
- Seite 81 und 82:
5.5 Werkzeug-Vermessung mit dem TT
- Seite 83 und 84:
5.5 Werkzeug-Vermessung mit dem TT
- Seite 85 und 86:
5.5 Werkzeug-Vermessung mit dem TT
- Seite 88 und 89:
6 Programmieren: Konturen programmi
- Seite 90 und 91:
6.2 Grundlagen zu den Bahnfunktione
- Seite 92 und 93:
Vorpositionieren Positionieren Sie
- Seite 94 und 95:
Die Koordinaten lassen sich absolut
- Seite 96 und 97:
ú MITTELPUNKTSWINKEL CCA der Kreis
- Seite 98 und 99:
Wegfahren auf einer Kreisbahn mit t
- Seite 100 und 101:
Gerade L Die TNC fährt das Werkzeu
- Seite 102 und 103:
Mit CC kennzeichnen Sie eine Positi
- Seite 104 und 105:
Der Abstand von Start- und Endpunkt
- Seite 106 und 107:
Beispiel: Geradenbewegung und Fasen
- Seite 108 und 109:
Beispiel: Vollkreis kartesisch 0 BE
- Seite 110 und 111:
Gerade LP Das Werkzeug fährt auf e
- Seite 112 und 113: Form der Schraubenlinie Die Tabelle
- Seite 114 und 115: Beispiel: Helix 100 50 Y CC 50 100
- Seite 116 und 117: Wenn Sie eine grün dargestellte Ko
- Seite 118 und 119: Anstiegswinkel der Kreisbahn Der An
- Seite 120 und 121: Relativ-Bezüge Relativ-Bezüge sin
- Seite 122 und 123: Geschlossene Konturen Mit dem Softk
- Seite 124 und 125: Beispiel: FK-Programmierung 2 30 Y
- Seite 126: 23 FL X+65 AN+180 PAR21 DP30 24 RND
- Seite 129 und 130: 7.1 Zusatz-Funktionen M und STOP ei
- Seite 131 und 132: 7.3 Zusatz-Funktionen Koordinaten-A
- Seite 133 und 134: 7.4 Zusatz-Funktionen für das Bahn
- Seite 135 und 136: 7.4 Zusatz-Funktionen für das Bahn
- Seite 137 und 138: 7.4 Zusatz-Funktionen für das Bahn
- Seite 139 und 140: 7.5 Zusatz-Funktionen für Drehachs
- Seite 141 und 142: 7.6 Zusatz-Funktionen für Laser-Sc
- Seite 143 und 144: 8.1 Allgemeines zu den Zyklen 8.1 A
- Seite 145 und 146: 8.2 Bohrzyklen 8.2 Bohrzyklen Die T
- Seite 147 und 148: 8.2 Bohrzyklen BOHREN (Zyklus 200)
- Seite 149 und 150: 8.2 Bohrzyklen AUSDREHEN (Zyklus 20
- Seite 151 und 152: 8.2 Bohrzyklen Beachten Sie vor dem
- Seite 153 und 154: 8.2 Bohrzyklen GEWINDEBOHREN ohne A
- Seite 155 und 156: 8.2 Bohrzyklen Beispiel: Bohrzyklen
- Seite 157 und 158: 8.3 Zyklen zum Fräsen von Taschen,
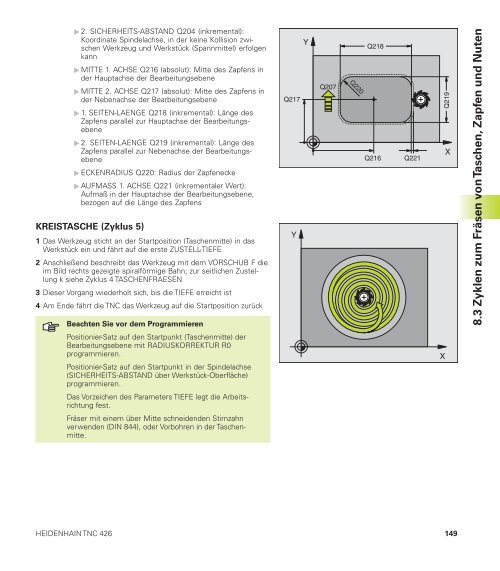
- Seite 159 und 160: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 161: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 165 und 166: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 167 und 168: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 169 und 170: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 171 und 172: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 173 und 174: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 175 und 176: 8.4 Zyklen zum Herstellen von Punkt
- Seite 177 und 178: 8.4 Zyklen zum Herstellen von Punkt
- Seite 179 und 180: 8.4 Zyklen zum Herstellen von Punkt
- Seite 181 und 182: 8.5 SL-Zyklen Die Maßangaben für
- Seite 183 und 184: 8.5 SL-Zyklen „Summen“ -Fläche
- Seite 185 und 186: 8.5 SL-Zyklen ú SICHERHEITS-ABSTAN
- Seite 187 und 188: 8.5 SL-Zyklen SCHLICHTEN SEITE (Zyk
- Seite 189 und 190: 8.5 SL-Zyklen Das Unterprogramm ent
- Seite 191 und 192: 8.5 SL-Zyklen 10 CYCL DEF 22.0 RAEU
- Seite 193 und 194: 8.5 SL-Zyklen 12 L Z+250 R0 F MAX M
- Seite 195 und 196: 8.5 SL-Zyklen 11 LBL 1 12 L X+0 Y+1
- Seite 197 und 198: 8.5 SL-Zyklen 10 L Y+250 R0 F MAX M
- Seite 199 und 200: 8.6 Zyklen zum Abzeilen Beachten Si
- Seite 201 und 202: 8.6 Zyklen zum Abzeilen Beachten Si
- Seite 203 und 204: 8.6 Zyklen zum Abzeilen Beachten Si
- Seite 205 und 206: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 207 und 208: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 209 und 210: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 211 und 212: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 213 und 214:
8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 215 und 216:
8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 217 und 218:
8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 219 und 220:
8.8 Sonder-Zyklen SPINDEL-ORIENTIER
- Seite 221 und 222:
9.2 Unterprogramme 9.1 Unterprogram
- Seite 223 und 224:
9.4 Beliebiges Programm als Unterpr
- Seite 225 und 226:
9.5 Verschachtelungen Programm-Ausf
- Seite 227 und 228:
9.6 Programmier-Beispiele Beispiel:
- Seite 229 und 230:
9.6 Programmier-Beispiele 14 LBL 1
- Seite 232 und 233:
10 Programmieren: Q-Parameter
- Seite 234 und 235:
Dann zeigt die TNC folgende Softkey
- Seite 236 und 237:
Beispiel: Grundrechenarten programm
- Seite 238 und 239:
10.5 Wenn/dann-Entscheidungen mit Q
- Seite 240 und 241:
10.7 Zusätzliche Funktionen Die zu
- Seite 242 und 243:
Beispiel für eine Text-Datei, die
- Seite 244 und 245:
Gruppen-Name, ID-Nr. Nummer Index S
- Seite 246 und 247:
Verknüpfungs-Funktion Arcus-Sinus
- Seite 248 und 249:
10.9 Vorbelegte Q-Parameter Die Q-P
- Seite 250 und 251:
Beispiel: Ellipse Programm-Ablauf
- Seite 252 und 253:
Beispiel: Zylinder konkav mit Radiu
- Seite 254 und 255:
Beispiel: Kugel konvex mit Schaftfr
- Seite 256 und 257:
Programm-Test und Programmlauf 11
- Seite 258 und 259:
Einschränkung während des Program
- Seite 260 und 261:
Softkey-Leiste in der Betriebsart P
- Seite 262 und 263:
11.2 Funktionen zur Programmanzeige
- Seite 264 und 265:
11.4 Programmlauf In der Betriebsar
- Seite 266 und 267:
Maschinenachsen während einer Unte
- Seite 268 und 269:
Der Satzvorlauf darf nicht in einem
- Seite 270 und 271:
3D-Tastsysteme 12
- Seite 272 und 273:
Meßwerte aus den Antastzyklen prot
- Seite 274 und 275:
Kalibrierwerte anzeigen Die TNC spe
- Seite 276 und 277:
Grunddrehung aufheben ú Antastfunk
- Seite 278 und 279:
Bezugspunkte über Bohrungen setzen
- Seite 280 und 281:
ú Tastsystem in die Nähe des zwei
- Seite 282 und 283:
ú In der Betriebsart PROGRAMM EINS
- Seite 284 und 285:
Digitalisieren 13
- Seite 286 und 287:
Die Digitalisier-Zyklen sind für d
- Seite 288 und 289:
Punkte-Tabellen Wenn Sie mit einem
- Seite 290 und 291:
13.3 Mäanderförmig Digitalisieren
- Seite 292 und 293:
13.4 Höhenlinien digitalisieren
- Seite 294 und 295:
13.5 Zeilenweise digitalisieren ■
- Seite 296 und 297:
13.6 Digitalisieren mit Drehachsen
- Seite 298:
13.7 Digitalisierdaten in einem Bea
- Seite 301 und 302:
14.1 MOD-Funktionen wählen, änder
- Seite 303 und 304:
14.4 Datenschnittstellen einrichten
- Seite 305 und 306:
14.5 Maschinenspezifische Anwender-
- Seite 307 und 308:
14.7 Positions-Anzeige wählen, 14.
- Seite 309 und 310:
14.12 HELP-Dateien anzeigen Maximal
- Seite 311 und 312:
298 14 MOD-Funktionen
- Seite 313 und 314:
15.1 Allgemeine Anwenderparameter 1
- Seite 315 und 316:
15.1 Allgemeine Anwenderparameter 3
- Seite 317 und 318:
15.1 Allgemeine Anwenderparameter R
- Seite 319 und 320:
15.1 Allgemeine Anwenderparameter D
- Seite 321 und 322:
15.1 Allgemeine Anwenderparameter W
- Seite 323 und 324:
15.1 Allgemeine Anwenderparameter G
- Seite 325 und 326:
15.1 Allgemeine Anwenderparameter M
- Seite 327 und 328:
15.2 Steckerbelegung und Anschlußk
- Seite 329 und 330:
15.3 Technische Information 15.3 Te
- Seite 331 und 332:
15.4 TNC-Fehlermeldungen TNC-Daten
- Seite 333 und 334:
15.4 TNC-Fehlermeldungen KEINE ÄND
- Seite 335 und 336:
15.5 Puffer-Batterie wechseln 15.5
- Seite 337 und 338:
Index D Digitalisieren Bereich fest
- Seite 339 und 340:
Index S SL-Zyklen Kontur-Daten 171
- Seite 341:
DR. JOHANNES HEIDENHAIN GmbH Dr.-Jo