Ãbung 1 - Centre of Structure Technologies - ETH Zürich
Ãbung 1 - Centre of Structure Technologies - ETH Zürich
Ãbung 1 - Centre of Structure Technologies - ETH Zürich

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Composites Technologien<br />
HS 09<br />
Übung 12 – Musterlösung<br />
Übung 12: Verarbeitung von FV-Thermoplasten 2 – Musterlösung<br />
Aufgabe 1: Thermoplastische Halbzeuge<br />
Bei der Verarbeitung von thermoplastischen Faserverbundwerkst<strong>of</strong>fen werden üblicherweise<br />
Halbzeuge eingesetzt, bei denen die Verstärkungsfaser bereits mit dem Matrixwerkst<strong>of</strong>f<br />
möglichst gut kombiniert ist. Bei der Verarbeitung von FV-Thermoplasten werden zwei unterschiedliche<br />
Strategien in der Halbzeugentwicklung verfolgt.<br />
a) Beschreiben Sie die zwei Strategien.<br />
Bei der Verarbeitung von FV-Thermoplasten werden zwei unterschiedliche Strategien in der Halbzeugentwicklung<br />
verfolgt:<br />
1. Vorimprägnierte Halbzeuge (Schmelzimprägnierung, Lösungsmittelimprägnierung, In-situ Polymerisierung,<br />
Organobleche, Pulverimprägnierung) Die Zykluszeit solcher Halbzeuge ist äusserst klein, da die vollständige<br />
Konsolidierung bereits vorgängig sichergestellt wurde. Das resultierende Prepreg ist verhältnismäßig<br />
steif und schlecht drapierbar, demnach sind geometrisch komplexe Bauteile nur äusserst beschränkt herstellbar.<br />
2. nicht vorkonsolidierte Halbzeuge (Folienimprägnierung, Mischgarnimprägnierung, Pulverimprägnierung,<br />
In-situ Polymerisierung) Hier werden die Fasern erst während des Herstellungsprozesses imprägniert. Der<br />
grosse Vorteil der nicht vorkonsolidierten Halbzeuge liegt in einer guten Vermischung des Matrixwerkst<strong>of</strong>fes<br />
mit den Verstärkungsfasern und in einer gleichzeitig hohen Flexibilität des Prepregs.<br />
b) Vergleichen Sie die Hauptvorteile bzw. –nachteile von Folien-, Mischgarn-, und Pulverimprägnierung.<br />
Folienimprägnierung (film stacking) war eine der ersten angewendeten Techniken und kann nur für Thermoplasten<br />
angewendet werden, die als Folien hergestellt werden können. Bei der Folienimprägnierung ist es möglich<br />
Matrixwerkst<strong>of</strong>f mit Verstärkungsfasern zu kombinieren, die nicht als Prepreg auf dem Markt existieren. Aufgrund<br />
des relativ langen Fliessweges sind grosse Konsolidierungsdrücke und –zeiten notwendig. Matrixfolien können<br />
nur wenig zu räumlichen Formen ohne Faltenbildung und Knicken verformt werden, somit sind geometrisch komplexe<br />
Bauteil nur beschränkt herstellbar.<br />
Bei der Mischgarnimprägnierung liegt das Thermoplastpolymer in Faserform vor. Einerseits können Verstärkungsfilamente<br />
und Matrixfilamente gleichmässig vermischt werden (intermingled yarn), anderseits kann das<br />
Verstärkungsgarn mit dem Matrixgarn umsponnen oder verzwirnt werden (commingled yarn). Die grossen<br />
Nachteile von Mischgarnimprägnierung sind die begrenzte Verfügbarkeit von einigen Polymeren als Faserform<br />
sowie die zusätzlichen Kosten beim Herstellungsprozess (commingling).<br />
Bei der Pulverimprägnierung ist das Thermoplastpolymer in Pulverform im Halbzeug verteilt. Wegen der guten<br />
Vermischung wird die Imprägnierungszeit kleiner als bei den beiden obigen Methoden. Ein weiterer Vorteil der<br />
Pulverimprägnierung ist die Verfügbarkeit in Pulverform von fast jeglichen Polymeren. Dies rührt daher, dass die<br />
meisten Thermoplasten bei der Polymerisierungsreaktion als Pulver anfallen. Allerdings fallen je nach Herstellungsart<br />
beträchtliche zusätzliche Kosten an. Beispielsweise ist bei der Nassimprägnierung der erreichbare Faservolumengehalt<br />
von der Korngrösse des Pulvers abhängig. Um einen hohen Faservolumengehalt zu erreichen,<br />
muss daher das Polymerpulver aufwändig weiter zerkleinert werden.<br />
<strong>ETH</strong> Zürich<br />
Zentrum für Strukturtechnologien 1
Composites Technologien<br />
HS 09<br />
Übung 12 – Musterlösung<br />
c) Nennen Sie die Hauptvorteile bzw. -nachteile von thermoplastischen Halbzeugen gegenüber<br />
duroplastischen Halbzeugen.<br />
Bei der Herstellung von Duroplast-Halbzeugen lässt man das Matrixsystem lediglich bis zur leichten Gelierung<br />
reagieren, damit das sogenannte Prepreg klebrig bleibt und leicht in das Werkzeug drapiert werden kann. Da<br />
jedoch die Reaktionspartner des Matrixsystems bereits vermischt wurden, müssen solche Halbzeuge gekühlt<br />
gelagert werden oder sie härten schnell aus. Dennoch bleibt die Haltbarkeit selbst bei guter Kühlung beschränkt,<br />
da die Reaktion nur verlangsamt und nicht vollständig unterbunden wird.<br />
Die Verarbeitung von FV-Thermoplasten ist in der Regel mit keiner chemischen Reaktion verbunden. Thermoplasten<br />
sind schmelzbare Kunstst<strong>of</strong>fe und die Erweichungs- und Erstarrungsvorgänge sind rein physikalische<br />
Prozesse, welche reversibel und theoretisch (auf Grund von thermischen Degradationsprozessen aber nicht<br />
praktisch) beliebig <strong>of</strong>t wiederholbar sind. Da dabei kaum Dämpfe entweichen, ist die Arbeitshygiene wesentlich<br />
unproblematischer. Die Halbzeuge besitzen ausserdem eine unbegrenzte Lagerstabilität, sind aber schwierig in<br />
der Handhabung.<br />
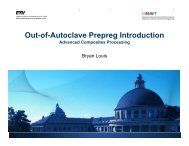
Aufgabe 2: Fussballschuhsohle<br />
Die unten gezeigte Fussballschuhsohle der Marke Puma wird aus FV-Thermoplasten in industriellem<br />
Massstab hergestellt. Diese Sohle ist ein gutes Beispiel für das wirtschaftliche<br />
Diaphragma-Umform-Verfahren. Die Produktion ist einfach, sehr kosteneffizient und geeignet<br />
für das benötigte grosse Produktionsvolumen.<br />
Schlagen Sie eine mögliche Materialkombination/Halbzeuge vor. Begründen Sie ihre Antwort.<br />
Für die Herstellung der Puma Fussballschuhsohle werden vorimprägnierte Halbzeuge aus glasfaserverstärktem<br />
PA 6,6 verwendet. Die über den gesamten Querschnitt verlaufenden Endlosglasfasern (Faserlänge entspricht<br />
Bauteilgröße) gewährleisten maximale Festigkeit und Steifigkeit. Das PA 6,6 Matrixmaterial weist sehr gute mechanische<br />
Eigenschaften, hohe Abriebfestigkeit, Chemikalien- und Temperaturbeständigkeit sowie Gebrauchstemperaturen<br />
zwischen -30°C und 130°C auf.<br />
Beim Diaphragmaverfahren werden vorimprägnierte flächige Halbzeuge zur dreidimensionalen Sohle umgeformt.<br />
Dazu wird die Faserverbund-Platte zwischen zwei Trennfolien gelegt, innerhalb dieser erwärmt und in einem<br />
Gummi-Diaphragma unter Druck umgeformt. Die Zykluszeiten liegen zwischen 15 und 50 Sek. Dieses Verfahren<br />
ist die wirtschaftlichste Methode zur Herstellung von Bauteilen mit geringem Umformgrad.<br />
<strong>ETH</strong> Zürich<br />
Zentrum für Strukturtechnologien 2
Composites Technologien<br />
HS 09<br />
Übung 12 – Musterlösung<br />
Aufgabe 3: Stossfängerträger<br />
Zur Herstellung der Stossfängerträger des BMW M3, einer Sportversion eines Compact<br />
Coupes, werden faserverstärkte Thermoplaste verwendet.<br />
(Quelle: Jacob Composite GmbH)<br />
a) Nennen Sie ein mögliches Herstellverfahren sowie Materialkombination/Halbzeuge.<br />
Begründen Sie ihre Antwort.<br />
Das verwendete Material ist thermoplastisches TEPEX Dynalite Glas/PA 6, ein endlosfaserverstärktes vorkonsolidiertes<br />
Prepreg, kombiniert mit konventionellem glasverstärktem (Kurzfaser) Polyamid. Die Herstellmethode für<br />
das TEPEX-Insert benützt ein robotisiertes Auflegeverfahren gefolgt von Press-Forming, einer Variante von<br />
Therm<strong>of</strong>orming, welches eine relative kostengünstige zweiteilige Form verwendet. Das vorgeheizte Halbzeug<br />
wird über dem Hartwerkzeug positioniert und anschliessend durch die Gegenhälfte aus Gummi bei moderatem<br />
Druck in Form gepresst. Das TEPEX-Insert wird danach im Spritzguss mit glasverstärktem Polyamid umgossen<br />
und erhält so seine endgültige Form. Dies ermöglicht die Kombination der Formfreiheit des Spritzgussprozesses<br />
mit den hervorragenden mechanischen Eigenschaften von modernen Thermoplast-Composites.<br />
b) Welche Vorteile bieten FV-Thermoplasten als Stossfängerträger?<br />
Das Tepex Dynalite Glas/PA 6 Material bietet folgende Vorteile:<br />
• Gewichtsreduktion von 7 kg zu 3.1 kg gegenüber einem Aluminiumbauteil<br />
• Drei- bis viermal besseres Crashverhalten als Stahl<br />
• Hervorragendes Preis/Leistungs-Verhältnis<br />
• Schneller und reproduzierbarer Herstellungsprozess<br />
• Höhere Temperaturstabilität und besseres Crashverhalten als Glas/PP-Materialien<br />
<strong>ETH</strong> Zürich<br />
Zentrum für Strukturtechnologien 3
Composites Technologien<br />
HS 09<br />
Übung 12 – Musterlösung<br />
Aufgabe 4: Class A Autodach-Baugruppe<br />
ArvinMeritor erhielt im Jahr 2003 den "Grand Avard" der Society <strong>of</strong> Plastics Engineers (SPE)<br />
für das Hardtop des Smart Roadsters von DaimlerChrysler. Hierbei kommt eine unlackierte<br />
Sandwichkonstruktion mit einer Class A Oberfläche zum Einsatz.<br />
a) Nennen Sie eine mögliche Materialkombination für die Autodach-Baugruppe.<br />
Quelle: DaimlerChrysler<br />
composite film outer panel<br />
0,75 – 1,3 mm<br />
long fibre injection (LFI) glass<br />
fibre reinforced polyurethane<br />
5 – 8 mm<br />
interior fabric (or headliner)<br />
0,75 – 1,3 mm<br />
Dieses unlackierte Dachmodul benützt ein Sandwich-Konzept bestehend aus einem farbigen Hochglanzfilm,<br />
einem mit langen Glasfasern verstärkten Polyurethan als struktureller Kern und einer inneren Schicht, die wie die<br />
äussere ebenfalls eine optische Funktion wahrnimmt. Der gefärbte äussere Film besteht selber wiederum aus<br />
drei Schichten: Die oberste Schicht besteht aus einem transparenten Polyester/carbonat, das vor Umwelteinflüssen<br />
schützt und gute optische Eigenschaften besitzt. Die mittlere Schicht besteht aus Polycarbonat, enthält die<br />
Farbpigmente und dient als Hitzeschutz. Die innerste Schicht dient als Haftvermittler zum Polyurethan und besteht<br />
selber aus einem Gemisch von Polycarbonat und ABS-Kunstst<strong>of</strong>f.<br />
b) Welches sind die Vorteile einer solchen Autodach-Baugruppe in Bezug auf die Fahrzeug-Montage?<br />
Dachmodule haben ein grosses Potential im Autobau, nicht nur wegen der Integration von Komponenten, sondern<br />
auch in Bezug auf Fertigungsstrassen. Wenn das Dach erst am Ende der Fahrzeugmontage integriert wird,<br />
ermöglicht dies vorgängig uneingeschränkt freien Zugang zum Wageninneren, seitlich und von oben. Dadurch<br />
können viele Integrationsschritte vereinfacht, weiter automatisiert und z.T. parallel durchgeführt werden. Indem<br />
Komponenten wie Innenraumbeleuchtung, Lautsprecher, GPS, Antennen für Radio und Mobiltelephone, Lüftung<br />
etc. bereits vorinstalliert werden, wird die Endfertigung weiter verkürzt.<br />
<strong>ETH</strong> Zürich<br />
Zentrum für Strukturtechnologien 4
Composites Technologien<br />
HS 09<br />
Übung 12 – Musterlösung<br />
Aufgabe 5: CF/PEEK Schrauben<br />
Die Icotec AG produziert höchstfeste Befestigungssysteme aus endlosfaserverstärkten Verbundwerkst<strong>of</strong>fen<br />
im ‚Composite Flow Moulding’-Prozess (CFM). Die Systeme haben viele<br />
technische Applikationen in den verschiedensten Bereichen. Dabei spielen hohe spezifische<br />
Festigkeit, Korrosionsfreiheit, Wärmeleitfähigkeit und Metallfreiheit eine zentrale Rolle.<br />
a) Bei Schrauben ist das Kriechverhalten von CF/PEEK von grosser Bedeutung. Wie ist<br />
das Kriechverhalten von CF/PEEK bei Raumtemperatur?<br />
Das Kriechverhalten von CF/PEEK Bauteilen ist unterhalb der Glasübergangstemperatur sehr gutmütig.<br />
CF/PEEK kriecht dank der kristallinen Struktur der Faser und des hohen Anteils an Kristallen in der Matrix nicht.<br />
Dieser Zustand hält an, bis die Matrix bei erhöhten Temperaturen (ab ca. 143 C) ihre kristalline Struktur verliert<br />
und vollständig amorph wird. Die Bauteile sind aber bis 260 C einsetzbar.<br />
b) Nennen Sie mindestens vier Anwendungen von CF/PEEK Schrauben<br />
Motorsport: Das Potential zur Gewichtsreduktion liegt bei mehreren Kilogramm pro Wagen. Dies umfasst<br />
Schrauben, Stehbolzen, Inserts und Verschlüsse. CFM Bauteile der Icotec werden seit 2001 erfolgreich in der<br />
Formel 1 eingesetzt.<br />
Leichtbaurollstuhl: Muskelkraftbetriebene Geräte sind besonders gewichtssensitiv. Im Rahmen eines Projektes<br />
konnten an einem Rollstuhl mit Icotec Elementen ca. 90 % der Schrauben ausgetauscht werden. Zudem wurde<br />
die Zahl der Schraubentypen reduziert.<br />
Quelle: Icotec AG<br />
Textilmaschinen: Bei hoch beschleunigten Massen ist der Einsatz von ermüdungsfesten, leichten Verschraubungen<br />
besonders wichtig. In diesem Textilmaschinenprojekt wurden M4x16 Schrauben aus CF/PEEK eingesetzt.<br />
Luftfahrt: Geringes Gewicht, Ermüdungsfestigkeit und Sicherheit gegen Lösen bei Vibrationen spielen in vielen<br />
Applikationen der Luftfahrt eine wichtige Rolle.<br />
Radom: Um störende Metallteile im Sichtfeld des Radars zu vermeiden, wurden Schrauben entwickelt, die sowohl<br />
nicht metallisch als auch nicht leitend sind. Zudem verteilen sie durch ihre Geometrie mit grossem Flansch<br />
die Kräfte grossflächig und können zusätzlich Dichten (Prüfdruck 6 bar).<br />
<strong>ETH</strong> Zürich<br />
Zentrum für Strukturtechnologien 5
Composites Technologien<br />
HS 09<br />
Übung 12 – Musterlösung<br />
Thermische Isolation: Sei es für kühle oder warme Bereiche, mit glasfaserverstärkten Schrauben lassen sich<br />
Wärmeleitprobleme elegant umgehen. Die gleiche Materialkombination kann als elektrischer Isolator eingesetzt<br />
werden.<br />
Quelle: Icotec AG<br />
Raumfahrt: In einem 2-jährigen Projekt mit der ESA wurden ab 2003 hochfeste und thermisch stabile Verschraubungen<br />
für die Raumfahrt entwickelt.<br />
Quelle: Icotec AG<br />
<strong>ETH</strong> Zürich<br />
Zentrum für Strukturtechnologien 6