Profil - MITSUBISHI ELECTRIC Erodiersysteme
Profil - MITSUBISHI ELECTRIC Erodiersysteme
Profil - MITSUBISHI ELECTRIC Erodiersysteme

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
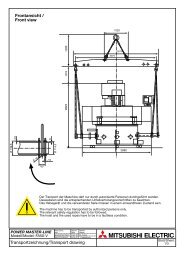
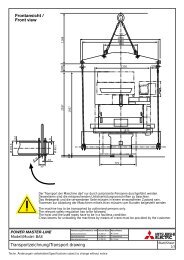
Imposante Beschleunigung<br />
Highspeed-Erodiermaschinen<br />
BMW Sauber F1 Team<br />
<strong>Erodiersysteme</strong> von Mitsubishi<br />
Electric Europe beschleunigen<br />
die Prozesskette im Werk Hinwil<br />
des BMW Sauber F1 Teams<br />
Erfolge in der Formel 1 entspringen<br />
stets einer Symbiose aus hoher Kreativität,<br />
kompetenter Teamarbeit und<br />
letztlich einer exzellenten Fertigungstechnik<br />
als Basis für maximale Performance<br />
und Zuverlässigkeit. Keine Ausnahme<br />
macht hier das BMW Sauber F1<br />
Team mit seinen beiden Standorten<br />
in München und im schweizerischen<br />
Hinwil, die als homogene Einheit mit<br />
gleichwohl unterschiedlichen Verantwortlichkeiten<br />
agieren.<br />
Während sich bei BMW-Motorsport<br />
in der bayerischen Landeshauptstadt<br />
um die Optimierung der Antriebstechnik<br />
des Formel-1-Fahrzeugs und mithin<br />
um Motor, Getriebe und Elektronik<br />
gekümmert wird, beschäftigen<br />
sich die Schweizer mit der kontinuierlichen<br />
Verbesserung der Aerodynamik<br />
im 2004 eröffneten Windkanal, mit der<br />
Konstruktion und dem Bau des kompletten<br />
Kohlefaser-Chassis inklusive<br />
Fahrwerks-, Verkleidungs- und Aerodynamikkomponenten<br />
sowie mit der<br />
Steuerung und Koordination der Renneinsätze<br />
und der Testfahrten. Um speziell<br />
am Standort in Hinwil die Prozesskette<br />
der Bauteilherstellung nochmals<br />
zu beschleunigen, investierte das BMW<br />
Sauber F1 Team in 2005 in zwei Highspeed-Drahtschneidmaschinen<br />
von<br />
Mitsubishi Electric Europe.<br />
<strong>Profil</strong> Juli 2008<br />
Die eigenverantwortliche Erodiertechnik<br />
spart ein hohes Maß an Prozesszeit.<br />
So werden unter anderem zur Verbindung<br />
der Chassiskomponenten aus<br />
Kohlefaser eine Vielzahl unterschiedlicher<br />
Werkstücke vornehmlich aus<br />
Aluminium oder Titan benötigt, die anschließend<br />
eingeklebt werden. Eben<br />
diese Verbindungselemente werden<br />
nun grundsätzlich aus dem Vollen gearbeitet,<br />
wobei genau hier das Drahte-<br />
Im Fahrwerks- und<br />
Chassis-Bereich dominiert<br />
Kohlefaser.<br />
Um die Elemente zu<br />
verbinden, sind jedoch<br />
eine Vielzahl unterschiedlicherWerkstücke<br />
vornehmlich<br />
aus Aluminium und Titan<br />
erforderlich, die in<br />
einer effizienten Prozesskette<br />
mechanisch<br />
bearbeitet werden.