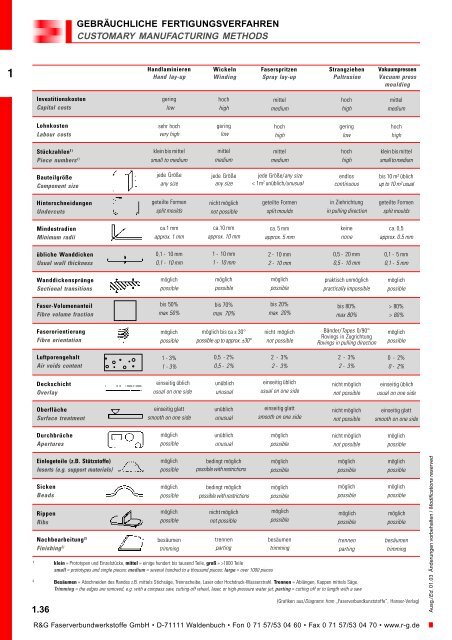
GEBRÄUCHLICHE FERTIGUNGSVERFAHRENCUSTOMARY MANUFACTURING METHODS1HandlaminierenHand lay-upWickelnWindingFaserspritzenSpray lay-upStrangziehenPultrusionVakuumpressenVacuum pressmouldingInvestitionskostenCapital costsgeringlowhochhighmittelmediumhochhighmittelmediumLohnkostenLabour costssehr hochvery highgeringlowhochhighgeringlowhochhighStückzahlen 1)Piece numbers 1)klein bis mittelsmall to mediummittelmediummittelmediumhochhighklein bis mittelsmall to mediumBauteilgrößeComponent sizejede Größeany sizejede Größeany sizejede Größe/any size< 1m 2 unüblich/unusualendloscontinuousbis 10 m² üblichup to 10 m² usualHinterschneidungenUndercutsgeteilte Formensplit mouldsnicht möglichnot possiblegeteilte Formensplit mouldsin Ziehrichtungin pulling directiongeteilte Formensplit mouldsMindestradienMinimum radiica.1 mmapprox. 1 mmca.10 mmapprox. 10 mmca. 5 mmapprox. 5 mmkeinenoneca. 0,5approx. 0.5 mmübliche WanddickenUsual wall thickness0,1 - 10 mm0,1 - 10 mm1 - 10 mm1 - 10 mm2 - 10 mm2 - 10 mm0,5 - 20 mm0,5 - 10 mm0,1 - 5 mm0,1 - 5 mmWanddickensprüngeSectional transitionsmöglichpossiblemöglichpossiblemöglichpossiblepraktisch unmöglichpractically impossiblemöglichpossibleFaser-VolumenanteilFibre volume fractionbis 50%max 50%bis 70%max 70%bis 20%max 20%bis 80%max 80%> 80%> 80%FaserorientierungFibre orientationmöglichpossiblemöglich bis ca ± 30°possible up to approx. ±30°nicht möglichnot possibleBänder/Tapes 0/90°Rovings in ZugrichtungRovings in pulling directionmöglichpossibleLuftporengehaltAir voids content1 - 3%1 - 3%0,5 - 2%0,5 - 2%2 - 3%2 - 3%2 - 3%2 - 3%0 - 2%0 - 2%DeckschichtOverlayeinseitig üblichusual on one sideunüblichunusualeinseitig üblichusual on one sidenicht möglichnot possibleeinseitig üblichusual on one sideOberflächeSurface treatmenteinseitig glattsmooth on one sideunüblichunusualeinseitig glattsmooth on one sidenicht möglichnot possibleeinseitig glattsmooth on one sideDurchbrücheAperturesmöglichpossibleunüblichunusualmöglichpossiblenicht möglichnot possiblemöglichpossibleEinlegeteile (z.B. Stützstoffe)Inserts (e.g. support materials)SickenBeadsRippenRibsNachbearbeitung 2)Finishing 2)möglichpossiblemöglichpossiblemöglichpossiblebesäumentrimmingbedingt möglichpossible with restrictionsbedingt möglichpossible with restrictionsnicht möglichnot possibletrennenparting1)klein = Prototypen und Einzelstücke, mittel = einige hundert bis tausend Teile, groß = >1000 Teilesmall = prototypes and single pieces; medium = several hundred to a thousand pieces; large = over 1000 piecesmöglichpossiblemöglichpossiblemöglichpossiblebesäumentrimmingmöglichpossiblemöglichpossiblemöglichpossibletrennenparting2)Besäumen = Abschneiden des Randes z.B. mittels Stichsäge, Trennscheibe, Laser oder Hochdruck-Wasserstrahl. Trennen = Ablängen, <strong>Kap</strong>pen mittels Säge.Trimming = the edges are removed, e.g. with a compass saw, cutting-off wheel, laser, or high-pressure water jet; parting = cutting off or to length with a saw1.36möglichpossiblemöglichpossiblemöglichpossiblebesäumentrimming(Grafiken aus/Diagrams from „Faserverbundkunststoffe“, Hanser-Verlag)Ausg./Ed. 01.03 Änderungen vorbehalten / Modifications reservedR&G Faserverbundwerkstoffe GmbH • D-71111 Waldenbuch • Fon 0 71 57/53 04 60 • Fax 0 71 57/53 04 70 • www.r-g.de
HANDLAMINIERENDas Handlaminieren ist das älteste, einfachste und am weitesten verbreiteteVerfahren. Es genügen minimale technische Voraussetzungen, weshalb eshauptsächlich für kleinere Serien, einfachere Bauteilgeometrien und für denFormenbau angewandt wird. Typische Bauteile sind Segelflugzeuge, Flugmodelle,Boote, Behälter und Prototypen aller Art. Die Formen dazu werdenebenfalls handlaminiert. Bei Verwendung von Formenharzen lassen sich hoheOberflächengüten erreichen. Die Aushärtung erfolgt fast immer drucklos beiRaumtemperatur. Erhöhte Temperaturen bei der Aushärtung sind nur dannerforderlich, wenn Formen und Bauteile später einer höheren Wärmebelastungausgesetzt sind (> ca. 60 °C).HAND LAY-UPThe hand lay-up is the oldest, simplest, and most common method. Onlyminimum technical requirements need to be fulfilled, which is why it isprimarily applied on minor series, less complex component geometries, andmould construction. Typical components are gliders, model aircraft, boats,vessels, and prototypes of all kinds. The moulds to manufacture these are alsolaid up by hand. Good surface qualities can be obtained when mould resins areused. The mould is almost always cured without the application of pressure atroom temperature. Higher temperatures for curing are required only when themoulds and components are subjected to a more intensive heat load(> approx. 60 °C) at a later point.1CS-InterglasGetränkte GewebeImpregnated fabricFormMouldGewebeFabricHandlaminierverfahrenHarzResinTrennmittelRelease agentHand lay-up operationsArbeitsschritte1. Auftragen eines Trennmittels auf die Formoberfläche.2. Einstreichen- oder spritzen einer Deckschicht auf Epoxyd- oder Polyesterbasis(z.B. UP-Vorgelat).3. Nach dem Angelieren der Deckschicht (wird auch als Feinschicht oderGelcoat bezeichnet) werden die nachfolgenden Gewebelagen schichtweisenaß-in-naß aufgebracht.Deckschichten aus UP-Vorgelat werden über Nacht durchgehärtet, bevor mitEpoxydharz weiterlaminiert wird.Zum Laminieren wird zunächst eine Harzschicht aufgetragen. Danach werdendie Gewebeverstärkungen eingelegt und sorgfältig mit Harz durchtränkt. AlsWerkzeuge dienen vor allem Pinsel und Rillenroller/Velourwalzen.Procedure1. A release agent is applied to the mould surface.2. An epoxy- or polyester-based overlay (e.g. UP pre-gel) is spread or sprayedon this agent.3. As soon as the overly starts to gel to form the so-called gel coat, thefollowing fabric layers are applied on top of each other “wet-in-wet”.Overlays of UP pre-gel are cured thoroughly overnight before further laminatingoperations are continued with epoxy resin.Laminating first involves the application of a resin layer. Afterwards, thefabric reinforcements are immersed and carefully impregnated with resin. Themost commonly used tools are brushes and grooved or non-woven rollers.Ausg./Ed. 01.03 Änderungen vorbehalten / Modifications reserved4. Den Abschluß bildet oft ein Abreißgewebe. Das aus Nylonfasern bestehendeGewebe läßt sich nach dem Aushärten des Harzes abschälen ("abreißen") underzeugt dabei eine definiert rauhe, saubere und klebfreie Oberfläche zur weiterenVerarbeitung (z.B. zum Verkleben).5. Die Aushärtung der Laminate erfolgt meist drucklos bei Raumtemperatur.Lediglich bei optimierten Leichtbauteilen, vor allem Sandwichbauteilen miteinem leichten Kern aus Schaum oder Waben, wird im Vakuum unter Druckgehärtet.Bestimmte Harzsysteme, vor allem Harze für den Flugzeugbau, benötigen zuroptimalen Durchhärtung höhere Temperaturen. Die Bauteile werden entwederin der Form oder nach dem Entformen zusätzlich getempert. Die hierfürerforderlichen Temperaturen liegen, je nach Harzsystem, meist bei 50 - 230 °C.6. Nach der vollständigen Durchhärtung der Teile erfolgt die weitereBearbeitung, z.B. durch Besäumen, Schleifen, Kleben.4. The edge is often formed by a tear-off fabric. This fabric of nylon fibres canbe peeled off (hence the name) after the resin has cured, creating in theprocess a clean and adhesive-free surface of predefined roughness for furtherprocessing (e.g. for glued bonds).5. The laminates are cured in most cases without the application of pressureat room temperature. Only optimised lightweight components, above allsandwich components with a lightweight core of foam or honeycombs, arecured under pressure in a vacuum.Particular resin systems, and especially resins for aircraft construction, requirehigher temperatures for optimal curing. In addition, the components are annealedeither when still in the mould or after they have been demoulded. Dependingon the resin system, the required temperatures in most cases lie between 50and 230 °C.6. Once the parts have completely cured, they are then subjected to furthermechanical processing, e.g. trimming, grinding, gluing.1.37R&G Faserverbundwerkstoffe GmbH • D-71111 Waldenbuch • Fon 0 71 57/53 04 60 • Fax 0 71 57/53 04 70 • www.r-g.de