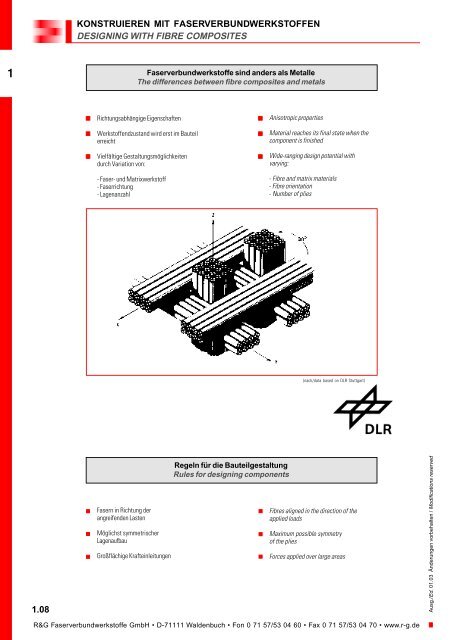
KONSTRUIEREN MIT FASERVERBUNDWERKSTOFFENDESIGNING WITH FIBRE COMPOSITES1Faserverbundwerkstoffe sind anders als MetalleThe differences between fibre composites and metalsRichtungsabhängige EigenschaftenWerkstoffendzustand wird erst im BauteilerreichtVielfältige Gestaltungsmöglichkeitendurch Variation von:- Faser- und Matrixwerkstoff- Faserrichtung- LagenanzahlAnisotropic propertiesMaterial reaches its final state when thecomponent is finishedWide-ranging design potential withvarying:- Fibre and matrix materials- Fibre orientation- Number of plies(nach/data based on DLR Stuttgart)1.08Fasern in Richtung derangreifenden LastenMöglichst symmetrischerLagenaufbauGroßflächige KrafteinleitungenRegeln für die BauteilgestaltungRules for designing componentsFibres aligned in the direction of theapplied loadsMaximum possible symmetryof the pliesForces applied over large areasAusg./Ed. 01.03 Änderungen vorbehalten / Modifications reservedR&G Faserverbundwerkstoffe GmbH • D-71111 Waldenbuch • Fon 0 71 57/53 04 60 • Fax 0 71 57/53 04 70 • www.r-g.de
KENNWERTE VON DUROPLASTENCHARACTERISTICS OF THERMOPLASTICSWerkstoffMaterialDichteDensityBruchdehnung LieferformElongation at break Delivered stateVerarbeitungstemperaturProcessing temperatureGebrauchstemperatur der BauteileService temperature of components1UP ungesättigte PolyesterharzeUP unsaturated polyester resins1,12 - 1,25g/cm³ > 3 %flüssigliquidRaumtemperatur bis 180°CRoom temperature to 180°C50 - 160 °CEP <strong>Epoxydharze</strong>EP Epoxy resinflüssig Raumtemperatur bis 230°C1,1 - 1,25g/cm³ 6 - 8 %liquid Room temperature to 230°C45 - 230 °CDie Bruchdehnung von Laminierharzen sollte vorzugsweise gleich odergrößer der Bruchdehnung der Verstärkungsfasern sein, damit im Belastungsfallkein Bauteilversagen durch Brüche und Risse im Harz eintritt.The elongation at break for laminate resins must always be equal to orgreater than that for the reinforcing fibres. Otherwise, fractures and crackscaused by the loads in the resin will lead to component failure.VerarbeitungstemperaturDer höchste Wert beschreibt die maximal erforderliche Temperatur bei derWarmhärtung. Diese Warmhärtung ist nur bei einigen Temperharzen mitentsprechend hoher Temperaturbelastbarkeit erforderlich.Dieüberwiegend angebotenen kalthärtenden Harze erreichen bei Raumtemperaturnahezu ihre volle Festigkeit. Die Gebrauchstemperatur der Bauteile liegt meistbei 50-80 °C.Processing temperatureThe higher value is the maximum temperature needed for hot curing. Only asmall number of annealing resins with the correspondingly high thermalresistance are hot curers.Predominant on the market are the cold-curing resins, which solidify almostcompletely at room temperature. In most cases, the service temperatures forthese components range from 50 to 80 °C.WerkstoffMaterialVerarbeitungsschwindungShrinkage during processingNachschwindungPost-shrinkageReaktionswärmeReaction heatLagerfähigkeitShelf lifeUP ungesättigte PolyesterharzeUP unsaturated polyester resins-10, linear um 2 %- 10, linearly = 2 %bis 3 %max 3 %exotheme Reaktion mit teilweisehoher Wärmeentwicklung (besondersbeim Vergießen zu berücksichtigen,Härter entsprechend auswählen).dunkel, kühl, gut verschlossen bis 6 Monateup to 6 months in a dark, cool, well-sealedenvironmentEP <strong>Epoxydharze</strong>EP Epoxy resin1 - 3 %< 1 %exothermal reaction, sometimes withhigh heat development (particularlyimportant for potting, so choose anappropriate hardener)dunkel, kühl, gut verschlossen 12 Monateup to 12 months in a dark, well-sealedenvironmentVerarbeitungsschwindungDer Schwund erfolgt bei <strong>Epoxydharze</strong>n in der flüssigen Phase, also hauptsächlichinnerhalb der Verarbeitungszeit.Die Nachschwindung ist bei unverstärkten Harzmassen am größten.Verstärkungen, z.B. durch Glasgewebeeinlagen, verringern das Schwundmaßerheblich. Beim Tempern (Nachhärten bei erhöhter Temperatur) ist ebenfallseine leichte Nachschwindung zu erwarten, da sich noch reaktionsfähige HarzundHärtermoleküle verbinden und somit enger zusammentreten.Shrinkage during processingEpoxy resins undergo shrinkage in the liquid phase, in other wordsprimarily during the processing time.Post-shrinkage is greatest with unreinforced resin compounds. The degreeof shrinkage is reduced considerably by reinforcements, for example in theform of embedded glass fabric. Annealing (post-curing at highertemperatures) also gives rise to slight post-shrinkage because there are stillreactive resin and hardener molecules that bond and so move closertogether.WerkstoffMaterialBeständig gegen (Auswahl)Resistant to (examples)Nicht beständig gegen (Auswahl)Not resistant to (examples)BrennbarkeitCombustibilityReparaturRepairAusg./Ed. 01.03 Änderungen vorbehalten / Modifications reservedUP ungesättigte PolyesterharzeUP unsaturated polyester resinsEP <strong>Epoxydharze</strong>EP Epoxy resinWerkstoffMaterialUP ungesättigte PolyesterharzeUP unsaturated polyester resinsEP <strong>Epoxydharze</strong>EP Epoxy resinWasser, wäßrige Lösungen, Heizöl, BenzinWater, aqueous solutions, fuel oil, petrolAlkohol, Benzin, Benzol, Mineralöle, FettePetrol, benzene, mineral oil, greasesZugfestigkeit MPaTensile strength MPa50 - 7070 - 90heißes Wasser, konzentrierte Säurenund Laugen, Benzol, Alkohol, Toluolhot water, concentrated acids and alkalis,benzene, alcohol, tolueneheißes Wasser, Ester, konzentrierteSäuren und Laugen, Ketone, Acetonhot water, ester, concentrated acids andalkalis, ketones, acetoneZugmodul GPaTensile modulus GPa3,5 - 4,72,8 - 3,6Biegefestigkeit MPaFlexural strength MPa60 - 120140 - 160nicht selbstverlöschendnot self-extinguishingschwer entzündbar, brenntweiterdifficult to ignite, continuesburningauflaminierenund klebena layer is gluedover the topBiegemodul GPaFlexural modulus GPa4,0 - 5,04,5 - 6,01.09R&G Faserverbundwerkstoffe GmbH • D-71111 Waldenbuch • Fon 0 71 57/53 04 60 • Fax 0 71 57/53 04 70 • www.r-g.de