Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal
Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal
Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
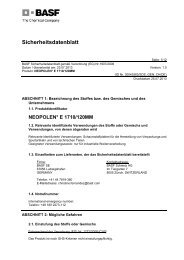
11. Schubmarkierungen („Tiger-Lines“)<br />
Aussehen Ursache Behebung<br />
Vom Anguß ausgehende konzentrische<br />
Ringe gleichen<br />
Abstands, die infolge unterschiedlicherOberflächenrauhigkeit<br />
abwechselnd hell und<br />
dunkel in Erscheinung treten.<br />
Thermoplastische Mehrphasensysteme<br />
können zu pulsierendem Schmelzefluß neigen.<br />
1. Zu kleiner Anguß- und Angußverteilerquerschnitt.<br />
2. Hohe Druckverluste in Maschinen- und Heißkanaldüse.<br />
3. Zu geringe Wanddicken.<br />
4. Unzureichende Fließfähigkeit der Formmasse.<br />
5. Nur in Einzelfällen sind ungünstige Verar<strong>bei</strong>tungs-<br />
bedingungen die Ursache.<br />
1. Vergrößerung von Anguß- und/oder Verteilerquerschnitt.<br />
2. Druckverluste in Maschinen- und Heißkanaldüse<br />
reduzieren.<br />
3. Bei flächigen dünnwandigen Formteilen führt oft eine<br />
Erhöhung der Grundwanddicke zum Erfolg.<br />
4. Leichter fließendes Material einsetzen.<br />
5. Die Verar<strong>bei</strong>tungsparameter optimieren (hohe Masse-<br />
temperatur, hohe Werkzeugoberflächentemperatur,<br />
mittlere Einspritzgeschwindigkeit, hoher<br />
Schmelzenachdruck).<br />
20