Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal
Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal
Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
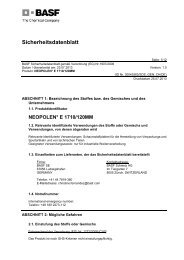
16. Kalter Pfropfen<br />
Aussehen Ursache Behebung<br />
Die Oberflächenmarkierung<br />
sieht häufig wie ein Kometenschweif<br />
aus;<br />
gut sichtbar <strong>bei</strong> dünnwandigen<br />
bzw. transparenten Teilen;<br />
<strong>bei</strong> dickwandigen Teilen (nicht<br />
immer sichtbar) führt der kalte<br />
Propfen zu einer inneren<br />
Fehlstelle sowie zu einer Verringerung<br />
der mechanischen<br />
Eigenschaften.<br />
1. Wenn plastisches Material im Angußsystem oder in der<br />
Düse erkaltet und mit dem nächsten Schuß ins<br />
Werkzeug gelangt. Weil das bereits erkaltete Material<br />
nicht wieder aufgeschmolzen wird, kann der kalte<br />
Propfen auch Fließquerschnitte verschließen. Dadurch<br />
kommt es zu einer Schmelzeaufteilung, die zu Ober-<br />
flächenfehlern – vergleichbar mit Bindenahtfehlern –<br />
führt.<br />
2. Eine nicht oder falsch beheizte Maschinendüse.<br />
3. Wenn z. B. die Spitze vom Tunnelanguß abreißt und<br />
mit dem nächsten Schuß in die Formkavität gelangt<br />
(nur <strong>bei</strong> spröden Werkstoffen z. B. SAN).<br />
1. und 2.<br />
Auf richtige und ausreichend hohe Düsentemperierung<br />
achten; Düsenquerschnitt groß genug auslegen; mit<br />
zeitlich abgestimmtem ausreichend bemessenem<br />
Schneckenrückzug fahren und den Staudruck soweit<br />
reduzieren, daß ein Materialaustritt aus der<br />
Maschinendüse vermieden wird.<br />
3. Blindkanal im Angußverteiler vorsehen, der den kalten<br />
Pfropfen aufnimmt; sofern möglich sollte nicht mittels<br />
Tunnelanguß, sondern über Heißkanal angebunden<br />
werden.<br />
30